长纤维增强热塑性复合材料(Longfiberreinforcedthermoplasticcomposites,简称LFT),一般是指长度在6.3mm以上的纤维增强热塑性树脂复合材料。纤维包括玻璃纤维、碳纤维、芳纶纤维等常见纤维,热塑性树脂主要包括聚丙烯(PP),尼龙(PA),聚酯(PBT)等塑料,市面上大部分长纤维为玻璃纤维,所以该材料也被称为长玻纤(LGF)。
长纤维增强热塑性复合材料定义
长纤维增强热塑性复合材料(Longfiberreinforcedthermoplasticcomposites,简称LFT),一般是指长度在6.3mm以上的纤维增强热塑性树脂复合材料。纤维包括玻璃纤维、碳纤维、芳纶纤维等常见纤维,热塑性树脂主要包括聚丙烯(PP),尼龙(PA),聚酯(PBT)等塑料,市面上大部分长纤维为玻璃纤维,所以该材料也被称为长玻纤(LGF)。
相对于短纤维,长纤维在制品中能保留更长的玻璃纤维,所以具有更高的冲击韧性和弯曲拉伸强度,抗蠕变性能大幅度提高,尺寸稳定性也有改善,这些特点使得长玻纤在汽车的大型结构件上,具有更为广泛的用途,包括汽车前端模块、仪表板骨架、副仪表板、后尾门等零部件。按照加工方式的不同,长玻纤的主要可以分为熔体浸润法和电缆包覆法两种方法。对于熔体浸渍成型,长玻纤又可以分为长玻纤粒子(GranulateLongFiberThermoplastics,简称G-LFT),在线成型长玻纤技术(DirectLongFiberThermoplastics,简称D-LFT)和连续长纤维产品(ContinuousLongFiberThermoplastics,简称C-LFT),目前以长玻纤粒子(G-LFT)产量为最大,下文提到的长玻纤主要以G-LFT为主。
长纤维的发展史
早在上世纪80年代初期,美国的PlasticCompositeInc(简称PCI)就开始产业化生产与销售该材料,当时PCI公司的CEO是Stephen,在1988年,HoechstCelanese收购了PCI公司,完成收购后将产品名改为TiconaCelstran,长纤维进入大规模化生产阶段,该公司后来成为世界上最大的熔融浸渍法长纤维制造企业之一。
渍法长纤维制造企业之一。15年后,Stephen在2003年创办了另外一家长纤维企业PlastiComp,专业生产高性能的长纤维增强聚丙烯(PP),尼龙(PA)等材料,又过了15年,在2018年,美国改性企业Polyone收购了PlasticComp公司。
隶属于英国ICI公司的LNP公司,也在上世纪80年代初期获得了长纤维的专利,生产Verton长纤维产品,在2002年,通用塑料(GE)收购了LNP公司,在5年过后,GE将塑料部门卖给了Sabic公司,从2007年开始,LNP的长纤维Verton技术也全部进入Sabic公司。
作为世界上第一个规模化生产玻璃纤维企业,欧文斯科宁(OvensCorning)拥有“线缆法”长纤维制造的专利,并于1999年以自己的专利作为投资,和荷兰的聚烯烃生产企业DSM公司成立了一家长纤维制造企业,制造品牌为Stamax,DSM公司于2002年将聚烯烃项目卖给了Sabic,隔年Sabic公司再收购了欧文斯科宁的另外50%的股份,于2003年获得全部Stamax的长纤维业务,经过15年的发展,目前该项目也成为世界上规模最大的电缆包覆法长纤维制造企业。
热塑性长纤维材料在汽车上应用
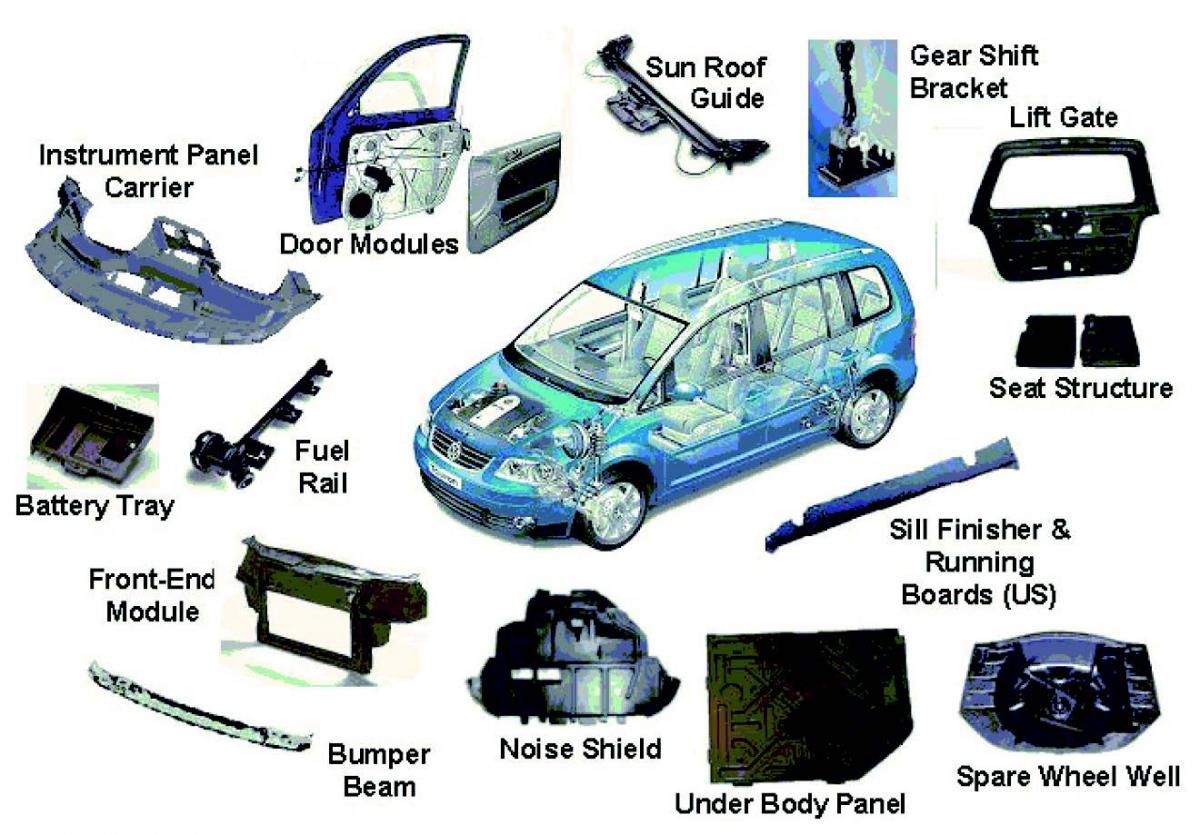
目前80%的长玻璃纤维应用于汽车行业,下图是目前长玻纤在汽车上的应用示意图,已经非常成熟的应用包括前端模块、仪表板骨架、副仪表板、电池托架、门模块、天窗导水槽连接板、换挡器骨架、底护板等产品。正在开发或则部分应用的是后尾门、备胎托盘、前后防撞梁等有安全法规要求的零部件,根据不同汽车OEM的开发设计,长玻纤在汽车上的应用最多可以达到25~30公斤。
长玻纤在汽车上应用示意图
前端模块应用
福特汽车前端模块来源于SPE Automotive Div)
2003年,Mazda6安装了全球第一款长纤维聚丙烯的前端模块,整个前端模块重量在3.5公斤,从而开始了长玻纤在前端模块的正式应用。据统计数据推算,预计在未来5年(2019~2024),全球塑料前端模块增长率为6%,现阶段前端模块材料集中在金属(市场占有量40%),尼龙6+30%GF与金属复合或则尼龙6+60%GF(市场占有量25%),聚丙烯复合材料LGF30,LGF40,含少量D-LFT,GMT(市场占有量35%),其中长玻纤前端模块经过10多年的发展,已经得到越来越多的OEM认可,包括中国的汽车制造商如吉利、长城、广汽、上汽等主机厂,都已经开始批量使用长玻纤产品,替代传统的金属和尼龙前端模块。
作为发动机周边的零部件,一般选择具有耐热老化的30%到40%的长纤维增强聚丙烯材料,以40%长纤维为例,材料要求:
◆高刚度,弯曲模量>8000MPa
◆高韧性,冲击强度>27kj/m2(23℃),>45kj/m2(-40℃)
◆高热变形温温度,HDT:160℃@1.8MPa
◆长期耐热老化:150℃,1000h不粉化或则140℃,1000h性能保持率75%
从材料角度,主要是保证材料的长期热老化性能与成型加工性能,所以在配方必须加入优化的抗热老化助剂,包括主抗氧剂、副抗氧剂、长期耐热剂等,导致很多材料企业并不具备开发这类产品的能力。同时热老化周期一般在1000小时,评价时间较长,很多主机厂在选择材料的时候,并不能迅速判断材料的可靠性是否满足长时间的老化要求。而为了保证好的成型加工性能,需要选择更高流动性的聚丙烯基材,这在一定程度上也降低了材料的分子量。
为了获得满足设计要求的前端模块,在开模具之前,还需要进行大量的结构仿真技术和成型仿真技术,结构仿真主要确定前端模块的性能可靠性,而成型仿真主要是确定注塑浇口的数量和位置以及最终零部件的翘曲变形等。
在模具方面,还需要优化喷嘴、主流道、浇口、拐角等地方的尺寸与角度,以保证最终制品中的玻璃纤维长度,因为玻璃纤维会随着流动而被剪切,过程中玻纤长度逐渐变短,如果剪切过高,最终制品中的纤维长度并不能满足设计要求,根据经验值,一般要求最终制品中玻璃纤维长度在2mm以上,才能达到长纤维的基本性能,判断是否达到此长度,通常的做法是截取零部件的不同部位,进行灼烧,并测试剩余玻璃纤维的平均长度。
未来随着混合动力汽车的推广应用,发动机舱温度可能会更高,所以尼龙前端模块或则长纤维增强的尼龙前端模块可能会更多使用,同时纯电动车对轻量化的追求,长碳纤维增强聚丙烯或则尼龙,局部单向片材增强、微发泡技术等轻量化技术也有可能进入前端模块市场。
仪表板骨架应用
仪表板骨架上需要安装各种仪表,要求高刚度和尺寸稳定性,同时需要安装副安全气囊,满足安全气囊在低温-35℃和高温80℃的爆破要求,所以也属于安全部件,要求较高的抗冲击韧性和耐高低温性能,随着生活水平的提高,对内饰要求的要求也更加高档,软质仪表板的使用也是越来越多,仪表板骨架材料也从最先的PP-EPDM-TD30,TD20,PC/ABS和SMA+GF材料到现在改用玻璃纤维增强聚丙烯材料,长玻纤材料的一个特点是低温冲击强度比常温冲击强度更高,所以该材料的使用,提高仪表表骨架的气囊安全保护性能,同时,将仪表板骨架从3mm减薄到2.2mm,从而实现了该零部件的轻量化。
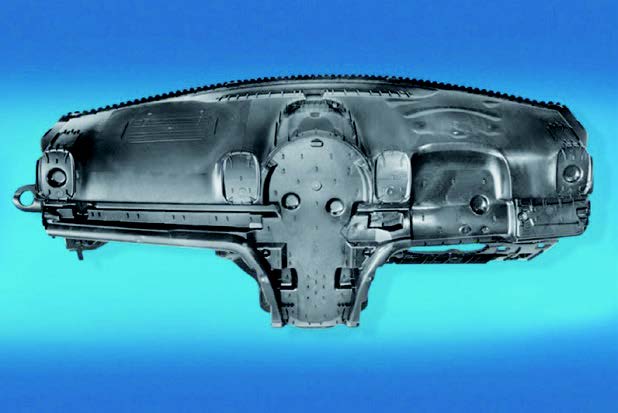
为了进一步提高材料性能,降低重量,改善尺寸稳定性和翘曲缺点,宝马公司引入了结构化学发泡(SGI)工艺,该工艺的特点是将长玻纤塑料和化学发泡剂混合后进入料斗,高速注塑进入模腔,然后再利用模芯后退工艺(Core-Back工艺),给出发泡空间,进而获得较大发泡倍率,得到更高倍率的发泡结构件,根据模芯后退的程度来控制发泡倍率。在2017MiniCountryman微型跨界多功能车(CUV)的仪表板骨架上,就使用了该工艺,其减重效果达到15%。
除了宝马公司的SGI化学发泡工艺,业界也采用Mucell物理发泡与长玻纤结合的成型工艺,以获得减重与降低翘曲的仪表板骨架,但在早期的开发中,Mucell的发泡剂分散机构,很容易导致玻璃纤维的折断,不能保证最终制品中玻璃纤维长度,所以在使用Mucell工艺时,需要和注塑机企业讨论其工艺的实用性。
长玻纤在仪表板骨架的开发目前在国内的OEM使用还不多,除了结构较为复杂,厚度较薄、翘曲仿真难度较大之外,还因为在于前面提到副气囊的安全技术、整体产品的翘曲变形等问题,目前国外普遍采用有机纤维作为气囊保护装置,可以采用类似嵌件注塑的工艺一次成型。而国内还是以采用TPO弹性体为主的安全气囊支架技术,该技术需要先成型TPO安全气囊支架,然后利用焊接或则卡扣安装到仪表板骨架上面,再通过表面火焰处理后再进行聚氨酯PU发泡等。
SGI 发泡长玻纤仪表板( 来源于2017年SPE)
长玻纤仪表板的另外一个挑战来自于零部件气味的控制,因为玻璃纤维表面浸润剂有气味,而玻璃纤维与聚丙烯的相容剂马来酸酐接枝聚丙烯也带入一定的酸味,根据VDA270要求,很多主机厂将气味等级定义为3.0级,同时按照VDA277,总碳挥发也要求控制30ppm以下,这要求从长玻纤的配方、加工、后处理、注塑成型等工艺都需要特殊的处理,才能满足主机厂的严苛标准。
长玻纤在后尾门上应用
后尾门目前普遍使用还是以金属结构为主,国外的日产、宝马等主机厂,已经逐步采用长玻纤的全塑后尾门技术,全塑后尾门一般包括外板和内板两部分,外板主要采用可喷涂的滑石粉填充聚丙烯材料,保证零部件的外观,而内板主要起增强作用,多采用玻璃钢SMC或则30%~40%长玻纤增强聚丙烯材料,两个板之间,采用胶粘等技术,保证后尾门的结构性与外观性要求。
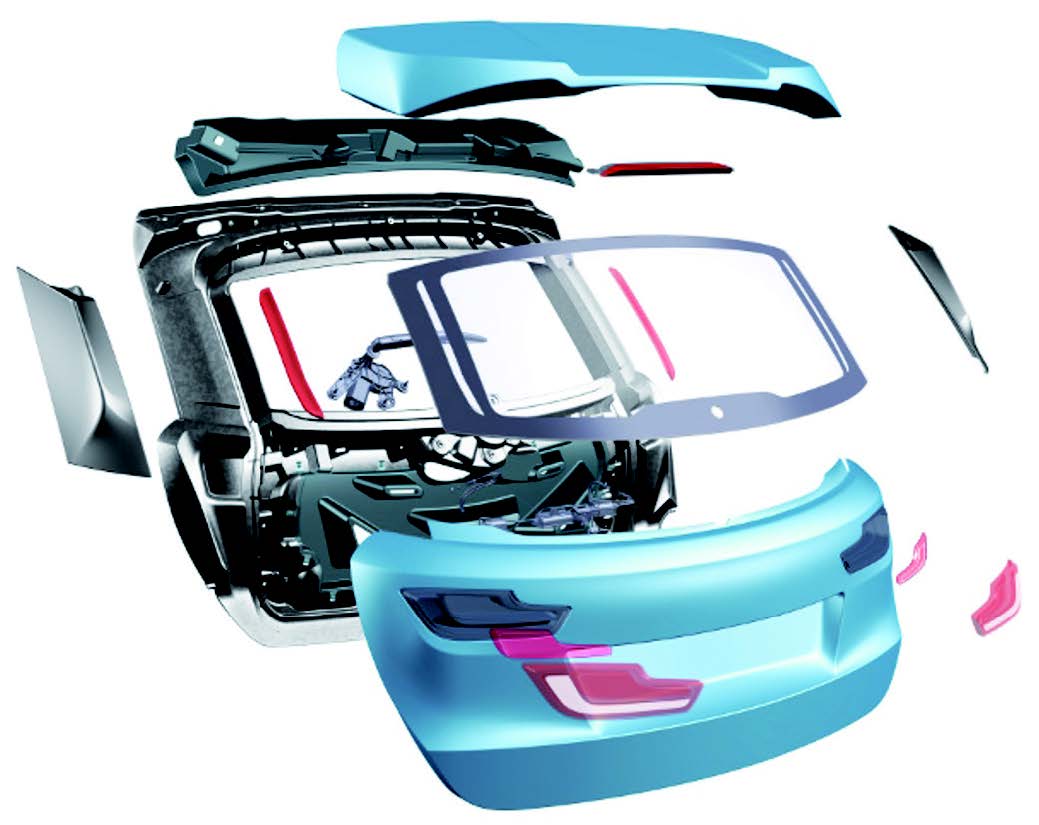
零部件企业方面,日立化成在这块开发比较全面,其产品包括日产InfinitiEX,InfinitiFX,Murano等车型,在国产的日产英菲尼迪InfinitiQX50和奇骏Rogue都已经使用了全塑后尾门产品。同时彼欧、麦格纳、佛吉亚等企业,在全塑后尾门都拥有自己的专利技术,图5是全塑后尾门爆炸示意图,通过长碳纤维、局部单向带材增强等技术,可以获得更大规模的减重效果。
全塑后尾门的技术难点主要有几个方面:
1.整体结构比较复杂,集成了扰流板、后尾门玻璃、车灯、后尾门外板、后尾门内板,在设计和配合方面要求很高,整体开发费用昂贵,内板和外板都是需要大型注塑机,并且零部件容易产生翘曲变形,导致两个零部件最后很那配合在一起。
2.内板与外板、两块板与玻璃之间,因为材料的线膨胀系数不一致,所以只能采用胶粘的工艺,因为聚丙烯是非极性材料,其表面还需要进行火焰等极化处理,工艺复杂,专用胶的成本也高,很多一级供应商如果没有涉及这块,开发成本增加较多。
3.内板的大部分是可视部位,所以对长玻纤注塑件的外观要求比较高,通用的做法是在制件表面做皮纹,以掩饰浮纤的缺陷,但也带来别的问题,如皮纹的耐磨问题,玻璃纤维莫氏硬度在6.5~7.5之间,皮纹容易磨损,相关的实验数据积累并不多。
4.后尾门涉及碰撞要求,所以在安全碰撞仿真、结构仿真和成型仿真等要求非常高,目前长玻纤产品的相关积累,如剪切模量、线膨胀系数、泊松比、疲劳强度等数据,都相对比较薄弱,就算是做出仿真数据,和真实成型后的零部件差异对比,也都是在摸索阶段。
长玻纤技术展望
长玻纤经过几十年的发展,特别是国内长玻纤企业也越来越多,目前在低端市场无序竞争激烈,而随着短玻纤的技术突破,对长玻纤的市场也带来新的挑战,长玻纤要获得新的技术突破,在以下几个方面还需要加强。
汽车全塑后尾门爆炸图( 来源于 www.plastics.gl/automotive/ improved-styling-freedom/)
1,仿真数据的健全,如前文提到,目前的汽车开发,都是要求快速和低成本,对各种仿真的准确性要求就会更高,宝马在其成本控制目标里面,明确提到仿真技术的大规模使用,而长玻纤因为其玻纤取向等问题,属于各向异性材料,所以基础数据的准确性,联合仿真的应用来提高准确性,是下一步的重点开发方向。
2,长玻纤因为含有玻纤,只能在非可视的发动机周边,仪表板骨架开始成熟应用,而对于可视零部件的开发较少,如长玻纤直接成型硬质仪表板技术,目前都还是处于前期开发阶段,提高玻璃纤维的浸透性、减少注塑浮纤也会成为一个新的方向。
3,低气味、低VOC的环保材料开发,前文提到,在汽车内饰件的气味方面,长玻纤还有一定的差距,而国家法规、民众的感官的明确要求,迫使主机厂提高其标准,所以低气味的长玻纤复合材料,会更加受到主机厂工程师的欢迎。
4,工业CT在测试长玻纤的玻璃纤维长度、长度分布和取向的应用,目前玻璃纤维在树脂中的形态、长度等方面,还是处于黑匣子状态,没有明确的数据与统计,将来通过工业CT的应用,进一步确定零部件中玻璃纤维形态与取向,为设计工程师提供更全面的数据,作为增值服务,也将提升自身竞争力。
5,化学和物理发泡技术在长玻纤进一步应用,发泡技术需要材料、设备、工艺、设计等各方面的应用与仿真,特别是在宝马系列仪表板上的成功开发,将拓宽其汽车特别是新能源汽车的规模应用。
文/ 孙洲渝
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录