 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256

顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
自1916年弗恩利·班伯里使用强力密炼机以来,橡胶化合物的混合方式大致相同。强力密炼机有许多优点超越标准双辊混炼机: 密炼机更高效、更清洁、更安全。多年来,通过机械的改变,用密炼机混磨材料的质量和产能(磅/小时)得到 了改进。这些包括改装和/或新的转子设计和改进的转子冷却等等。然而,由于二氧化硅用量的增加和油用量的降低而造成“干燥”混合,使化合物本身正变得越来越难加工处理。
讨论
为什么是二氧化硅?使用二氧化硅(无论是用与不用偶联剂)提高轮胎(无论是轿车胎还是其它车胎)各个部件的物理性能,如胎面、胎侧、胎圈、内衬等。 在轿车胎胎面上,使用二氧化硅和偶联剂可以改善湿抓地力和滚动阻力(具有等效的磨损或磨蚀),超越了以炭黑作为填料的性能。
为什么这么多二氧化硅?为了进一步实现轮胎公司所追求的性能,需要更高用量的二氧化硅(大于100 份量的化合物)。然而,这些越来越高含量的二氧化硅造成加工困难。这些困难以更坚硬的化合物表现出来, 致使更难混合,且后混合的加工处理更难,如使用带辊子头的双螺杆挤出机(TSR)压片。更硬的化合物还增加了为将橡胶粘度降低到可用水平所需要通过的次数 (混合)。此外,生产商会降低油用量,导致“干燥”混 合,这也增加混合机和后混合机的加工问题。
为了抵消日益增加的加工困难,化学公司正在寻找新的加工助剂,当添加时,使更高用量的硅/干混料更容易混合,且后混合机更易于操控。混合系统和设备的 改进是实现更好混合的机械途径。针对高二氧化硅用量 的串联混合和新的转子设计已经开发并在持续研究中。 随着日益困难的混合,为后处理已混合的材料,现在正在重新考虑使用混磨机(不同于带辊子头的TSR),因为它们可增加额外的混合作业,而TSR则不会。
除加工处理问题外,增加的二氧化硅量对混合室和相关部件的寿命有较大影响。这种磨损来自于混合材料的磨蚀(二氧化硅是磨料材料之一)。由于反应偶联剂所需的硅烷化,混合室现在更多地被用作反应器,混合搅拌反而成了配角。损害来自硅生产过程遗留下来的反应副产物或残留化合物,如盐酸或硫酸。 使用的二氧化硅越多,磨损越大,反应的副产品和残留的化学物质也越多。为了抵消这些材料的磨损,并保护用于腔室(以及上面提到的腔室的其它部分)和转 子(部分或全部)的较软的底层金属、涂层(堆焊),以延长这些部件的寿命。然而,即使是有了这些涂层也只能减慢设备不可避免的磨损。
由于本文将重点放在机械修复,加工助剂不会被进一步讨论。
串联混合
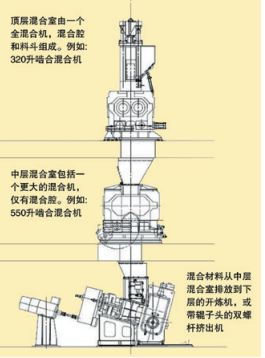
对于混合高含硅化合物,串联混合将变得更为重要。在串联混合系统中,一个完整的混合机(混合室 加料斗通常是一个320升或550升的啮合混合机)位于 第二混合机室(仅有混合室,没有料斗,通常550升或 1000升,比顶部混合机大)的上方,然后第二混合机位于开炼机或双螺杆挤出机上方(图1)。在这个系统 中,材料在顶部的混合机上被粉碎,然后直接下降或 排放到它下面的第二混合机室,当另一批材料在顶部混合机上混合时,之前排下的材料在第二混合机室又经历了又一次混合。在顶部混合机的混合材料可以排 放到第二个混合机时,第二混合机就会释放反复混合的材料至底层开炼机或双螺杆挤出机中。因此,物料在第二混合机室中的停留时间取决于顶部混合机的混合周期时间。顶部和底部混合机通常使用啮合(IM)或 类似啮合型的转子。事实上,这些混合机可以使用任何类型的转子,即可以两个都是啮合型,可以两个都是切向型,或是两者的组合。
根据配方,高硅材料在顶部混合机混合,当向下卸时会有碎屑,这是由于太干燥而连在一起形成片状。 使用串联系统设置,下降到第二个混合机的碎屑将会有机会再次被粉碎。当从第二个混合机排出时,因第二次 搅拌它可以与物料混合在一起。如果它是直接从第一个混合器传送到开炼机或双螺杆挤出机,而又要求它不形成片状,唯一的方法是通过串联方式混合它。
转子
二氧化硅用通常类型的转子混合,切向型(双翼、不同类型的四翼和六翼转子) 和啮合型。切向型转子混合二氧化硅存在的问题之一是其性能变化,当二氧化硅含量超过80时,材料的物理性质开始下降。 这是啮合型转子显示优势的地方。通常, 通过最后的混合,含有高硅的混合物使用切向型转子混合显示出与那些啮合型混合相同的性质,但在母粒中看到的差异可以很大。啮合型和切向型转子之间的差异在 其它领域也值得注意。
啮合型混合机必须更大,以获得切向型混合机相同的生产率,(例如:一个 320升啮合型混合机与27l升切线型混合机对应)。由于啮合型混合机较大的尺寸导致其更大的设备成本。此外,液压料斗比气动料斗有优势(如更安静、更快速的冲程、较低的运行成本,以及相对于简单的 上下气动冲压,它具有一个更可控制的冲压),但比气动料斗更昂贵。如果你想从切向型混合机变成一个啮合型混合机,还有很多事情需要考虑。混合机夹层可能需要修改,与要替换的切向型混合机相比, 啮合型转子可能需要一个更大的电机尺寸,并且驱动器可能需要被改变,因为切向型混合机能够以匀速或异速运行,而啮合型混合机只能匀速行。
一方面,啮合型混合机可以提供更好的材料混合,特别是母粒的混合,但 与它相关的成本可能是相当大的。为了抵消啮合型转子和切向型转子的这种差 异,一种专为高硅混合的新型切向型转子 — 5THR被开发出来。THR是“切 向混合动力转子”的缩写,因为它兼备 了啮合型转子的性能与切向型转子的 生产率。该转子的目标是,在转子的冷 却能力、能量输入和分散/分配质量方面,与啮合型相比能取得等效或更好的 混合性能。它可与任何BB切向型转子混 合机互换(相同的电机功率和相同的混合室尺寸,但双翼除外)。
小规模(16升)和生产规模(270升)测 试表明,5THR转子具有相当或更好的分散混合效果,相当或更好的分配和反应混合,更大的冷却效率,相当或更好 的母粒属性,以及比啮合型转子更高的生产率。最后,对于非轮胎业来说, 5THR已经证明了在非二氧化硅系统中给予同等或更好的性能和较高的生产率。这是其中一个“惊喜”,一个为特 定类型(高硅化合物混合料)混合的转子设计,也表现出良好的其它类型的混 合,如重炼和最终混合。
后混处理:开炼机与双螺杆
挤出机/辊模 随着硅含量的增加/低油混合为橡胶制造了更困难的加工环境,一些人重新审视了开炼机与TSR的问题。在从混 合机排出后,开炼机主要用于橡胶后处理。开炼机可以加强橡胶的混合,增加分散和降低门尼粘度。然而,与TSR相比,开炼机有许多缺点。这些缺点包括可能造成橡胶组份碎片化和烧焦的安全隐患,并要求至少有一个专职人员持续守候着开炼机。TSR是一个自给系统, 可避免热橡胶或捏炼区对人员的潜在伤害。并且,TSR实际上几乎是无人操作的,一旦橡胶混合程序被设置,因系统与混合周期时间同步,它就不断地运行。因此,根据循环时间和混合数量, 一个人有可能监控多套TSR,与开炼机相比,它显得非常经济。
但是,TSR的问题是,它不会主动增加混合操作,而开炼机可以。TSR螺杆只 是把材料输送到辊子头模(或所用的任何 模)。由于材料越来越难处理,开炼机可大 量增加混合操作(特别是在较长的硅烷化混 合期间),借此可以抵消开炼机的缺点。
提高混合室/转子寿命
增加的二氧化硅含量导致对混合室 的一些组件磨损(化学磨损)增加,包括两侧,转子,移动式重锤底部,倒门顶和末端板。此外,高二氧化硅也导致了其它问题。二氧化硅本身含有一些在制造过程中残余的盐酸和硫酸,可能会对 已磨损或损伤的混合室组件造成严重损害,并通过裂纹进入混合室内柔软的底 层金属造成侵蚀。在与偶联剂混合的二 氧化硅中,混炼室更多地被用作硅烷化反应的反应器,而不是混合器,这种反 应的副产品,如醇、水和分离的硫磺, 也可以进入损坏或磨损的区域,侵蚀柔 软底层金属。
为了提高混合机的使用寿命(无论是混合二氧化硅与否),被称为“堆焊”的材料已经开发出来并还在继续发展中, 它可抵消所面对的混合机磨损问题。堆焊材料包括一种纺丝铸铁基复合材料 HS250、焊接铁基材料Lincoln H560、焊接钴基Stellite #6、不同类型的不锈钢, 甚至在其它堆焊上应用钨基喷雾。
如果混合室是混合橡胶,通常两侧是完全硬面,转子尖端的前缘和后缘是硬面。如果混合室是混合塑料,那么两侧和转子都是完全硬面。用一些材料, 堆焊工艺在最后会产生裂纹,被称作 “花纹”。大多数都会在堆焊层上镀铬, 因为单是铬将增加混合室寿命一年到一年半。如果没有正确应用铬在这些花纹中,部份区域将有一个薄的、不均匀的铬覆盖,会更快磨损。如果镀铬没有完全覆盖花纹,那花纹可能成为酸和反应副产品对软底层金属造成磨损或腐蚀的一个进入途径。
从未堆焊材料需要展示以下要求: 耐侵蚀和耐磨蚀,无花纹特性,提高镀铬结合强度,吸收冲击载荷的合适的力学性能,以防止任何裂纹增长,并在一个广泛的表面区域有一个统一的质量。
一个新的堆焊候选品称为 KA#T1, 并与其它一些具耐磨蚀性、耐侵蚀性、 铬结合强度和焊接/加工 (花纹)的候选品 进行评估。Lincoln H560的耐磨蚀性最 好,但耐侵蚀性差,在焊接/加工时给予了许多花纹。而不锈钢420是无花纹和有 良好的铬结合强度,它是唯一耐磨蚀性 和耐侵蚀性都一致好的。Stellie #1具有良好的耐磨蚀性和耐侵蚀性,但焊接/加工时给出了许多花纹。Stellie #6表现出优异的耐侵蚀性,但仅有良好的耐磨性和铬板结合强度,焊接/加工时在混合室两 侧出现许多裂纹。KA#T1最后给出良好的耐侵蚀性和镀铬板结合强度的最佳组合,焊接/加工时无花纹,耐磨性好。
然后,将KA#T1与上述的堆焊候选 品和镀铬层进行了8个月的小规模现场试 验比较。KAT#1显示了最好的结果,这导 致了KAT#1在高硅生产环境中进行现场测试。一个270升有KA#T1和镀铬层的钻孔辊筒在轮胎厂对含高硅批次样品混合, 且运行超过了3.5年,并进行了评估。 在从生产中移出并作检查后,有铬层的 KA#T1显示出很少铬磨损。这很重要, 因为铬本身通常会在一年半的时间内磨掉消失。优良的铬板结合强度的KA#T1其铬层保留更长久,导致混合室寿命更长。
结论
高硅含量,主要是轮胎化合物,导致了加工问题和设备磨损问题的增加。 化工公司和设备制造商正在研究如何通过添加剂和/或先进的转子设计来改善加工工艺,以及寻找新材料帮助改善混合设备的寿命。
作者:Richard J. Jorkasky II(神钢斯图尔特博林公司)
本文编译自RUBBER WORLD

