 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



夹芯部件的可见表面由原生材料制成,芯部则由回收材料制成。这一技术使生产的部件外观完美无瑕且回收料含量最高可达50%。ENGEL的Skinmelt技术已被证实对此行之有效,即使面对复杂的部件结构也不例外。该方法既高效又经济。在此工艺中,注塑机(图1)配备两套注射单元,一套是用于注射外层表皮的原生材料,另一套则是用于注射芯层的回收材料。

标题图:芯部采用发泡回收材料而外层为原生材料包覆的马桶座圈(侧面剖开) © ENGEL
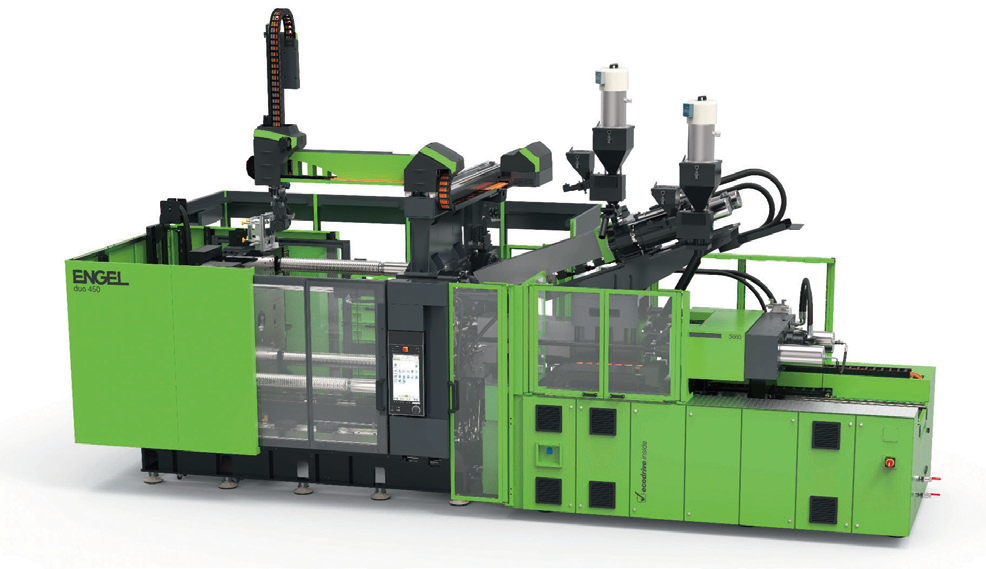
图1:该注塑机配备两套用于执行Skinmelt工艺的注射单元 © ENGEL
决定了层状结构的工艺流程包含四个步骤。第一步,将两种组分分别计量并注入相应的注射单元。随后,表层组分单元移向芯部组分单元并与之压合。第三步,将表层组分转移至芯部组分的塑化料筒中。最后,表层组分单元升起,由下方的单元将整个塑料熔体注射入模,其中表层组分形成模制品的外皮(图2)。
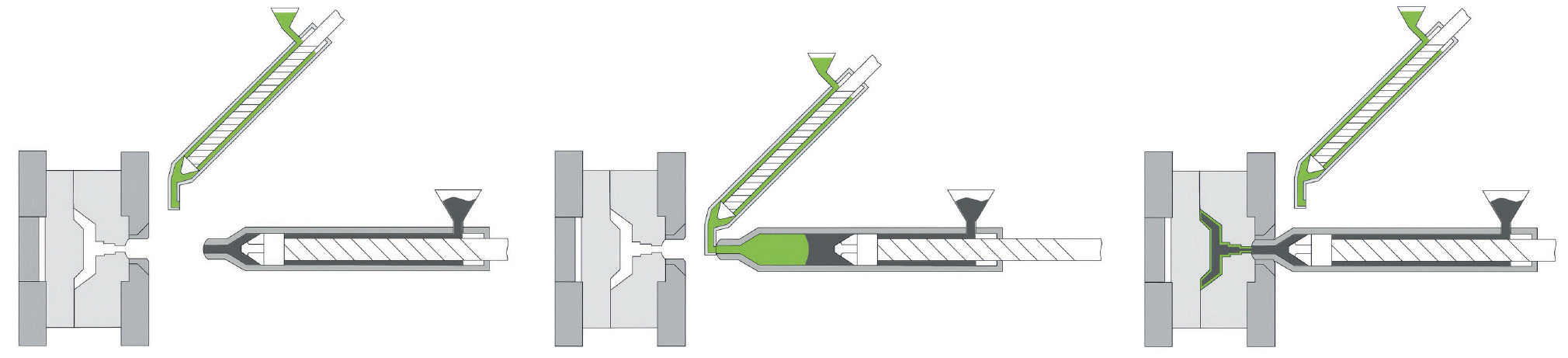
图2:起始状态下,装有表层部件(原生材料,绿色)的W 单元向下移动并与装有芯部组分(回收材料,黑色)的H 单元对接。两种材料组分均由H 单元计量并注射,其中表层组分先行 © ENGEL
与传统的共注塑技术不同,Skinmelt技术是将一定体积的表层组分定量注入芯部组分的塑化料筒中。这简化了操作和处理,因为其注射过程与常规注塑成型类似。由于注射前两种材料在同一单元中前后排列,因此可以确保最佳的熔体流动,且部件上不会出现切换痕迹。注射过程的最终阶段是注射芯部组分,因此可以获得更高的芯部占比,进而实现更高的回收料含量。
该工艺具有诸多优势,其中最突出的一点是能够生产出具有高质量表面光洁度的部件。同时,它还有助于减少碳足迹,因为由回收材料制成的芯部组分最多可占所用材料总量的50%。这也符合到2030年回收料含量达30%的法规要求,从而避免了不合规带来的处罚。
为了进一步降低碳足迹和部件重量,芯部材料可进行发泡处理。该技术还可通过对芯材进行纤维增强来提升产品的机械性能,而且这一增强层从外部看是不可见的。此外,其涂层还可提供保护功能,在气味和导热性等方面均可产生积极影响。因此,塑料加工商能够通过该解决方案将可持续性和成本效益结合起来。
德国制造的现代卫浴技术——一则成功案例
Sanitärtechnik Eisenberg GmbH(Sanit)公司在马桶座圈的生产中采用了Skinmelt技术。选用该技术的主要原因是其芯材重量占比最高可达50%。这一高比例在其他夹芯工艺中通常难以或无法实现。ENGEL的技术使发泡剂可被用于芯部,从而减少材料用量。此外,产品本身也需要多层结构——热塑性夹芯结构使马桶座圈比以往的热固性型号更具抗断裂性。
这些马桶座圈在一台ENGEL duo双模板注塑机上生产,其锁模力为5000kN。该机器配备两套注射单元:一套用于注射表层组分,螺杆直径为70mm;另一套用于注射芯部组分,螺杆直径为135mm。Skinmelt技术在塑料水箱上的应用目前已处于规划阶段。在生产过程中,该工艺在颜色更换方面也具有显著的实用优势。注塑成型工艺常会产生大量颜色混杂的“二次着色部件”,因无法满足产品外观要求而只能报废。Skinmelt工艺正能有效解决这一问题。
过去更换颜色时可能需要丢弃多达50个部件,而现在完成这一过程则快得多,且二次着色部件极少,从而相应地提升了整体设备效率(OEE)。此外,无需对机器进行任何改造,装有需着色表层组分的注射单元即可用新料单独冲洗。冲洗完成后即可恢复生产,仅需四次注射便可清洁转向头和注射单元并重新开始生产合格部件。这之所以可行是因为注射单元从前端注入着色熔体,而剩余的芯部材料无需重新着色(图3)。
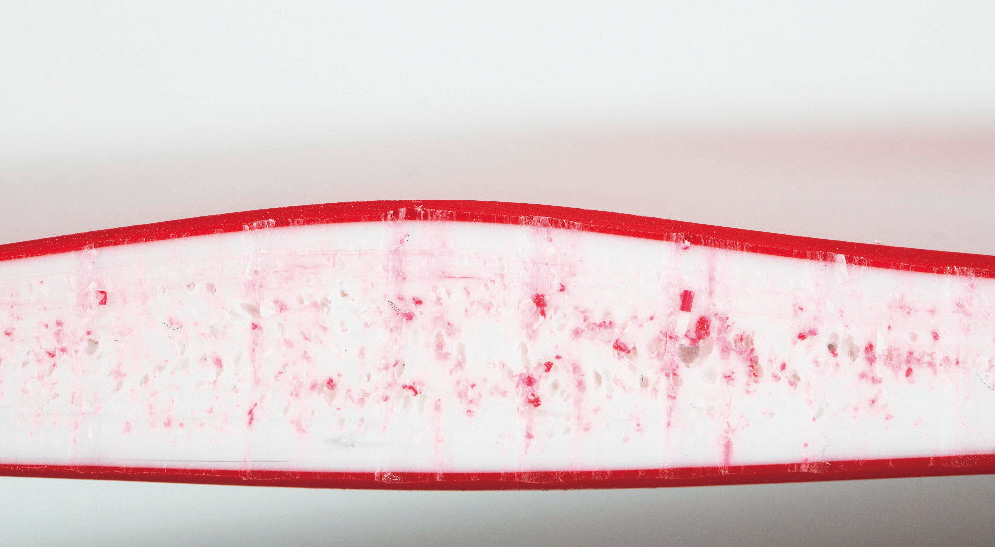
图3:采用Skinmelt工艺生产的马桶座圈截面图,其芯部与外壳使用了不同颜色的材料 © ENGEL
除了优化马桶座圈的机械性能,发泡工艺还具有更多优势。实践表明,在芯部使用发泡剂可使所需锁模力降低约30%,并且注射过程中膨胀的气体在模具的长流道中起到二次保压的作用。这两个因素同时为整个生产单元带来了额外的节能效益。成品件(座圈和盖板)由ENGEL公司的Viper 20线性机器人从模具中取出(图4)。
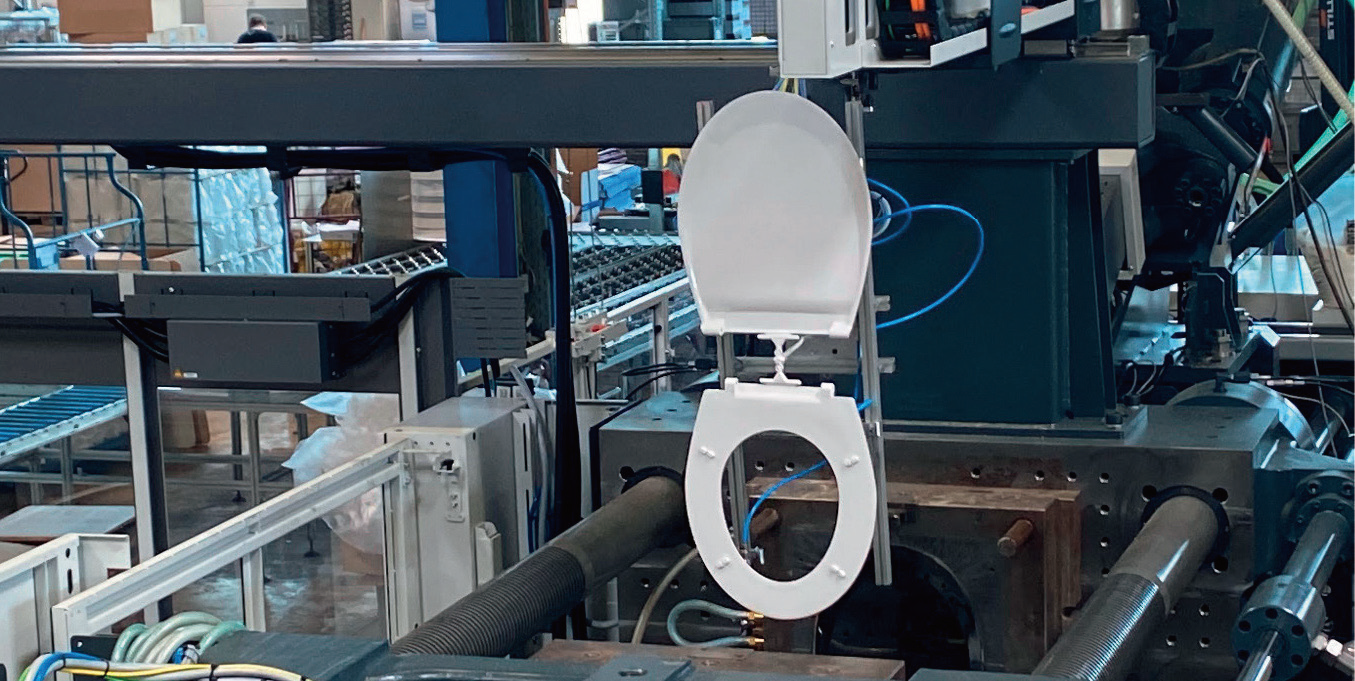
图4:在Sanit公司的生产线上,一台viper 20线性机器人正从ENGEL duo 500注塑机中取出一个马桶座圈 © Sanit

图5:与箱体的标准生产工艺相比,Skinmelt工艺可实现20%的二氧化碳减排 © ENGEL
巨大的二氧化碳减排潜力
Skinmelt工艺不仅仅在欧洲广受欢迎。在Chinaplas 2024展会上,一套配备锁模力为7000 kN的双模板注塑机(duo)的生产单元备受瞩目。它现场演示了一种芯部由回收材料发泡而成的箱体的生产过程(图5)。这些箱体的规格包括单次注射重量1280g和循环周期56s。
这些收纳箱由60%的新聚丙烯(PP,型号:Sabic 511MK 41)和40%的回收材料(型号:Sabic PPcompound 3320EH)制成,其中回收材料使用发泡剂(LD54NS;生产商:Joysun)进行了处理。由于使用了发泡剂,箱体实现了约5%的减重。此外,与标准生产工艺相比,使用回收材料使二氧化碳排放量降低了约20%(表1)。值得注意的是,1千克原生材料会向环境排放3.52千克二氧化碳,而1千克回收材料对应的排放量仅为1.59千克。
表1:生产1.28千克箱体的温室气体平衡计算示例(单位:千克二氧化碳当量/每个注塑件)。由回收料制成的芯部(Skinmelt)可节约资源 (来源:ENGEL)
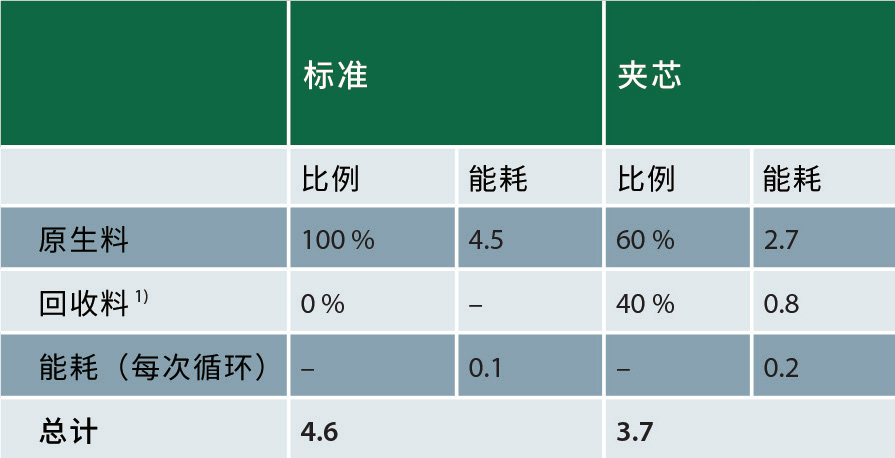
1) 包括粉碎、清洗和加工过程。
结论
Skinmelt技术的应用表明,通过创新制造工艺加工回收材料能够获得显著的经济和生态优势。这些进展是塑料行业迈向更可持续生产工艺的重要一步。同时,夹芯工艺还提供了高度的灵活性——它展示了如何在欧洲经济地生产出具有定制性能的塑料制品。
本文由荣格独家翻译自Plastics Insights杂志
作者:DI Stefan Fehringer,Dr. Klaus Fellner,Peter Grempel
来源:荣格-《国际塑料商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


