 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



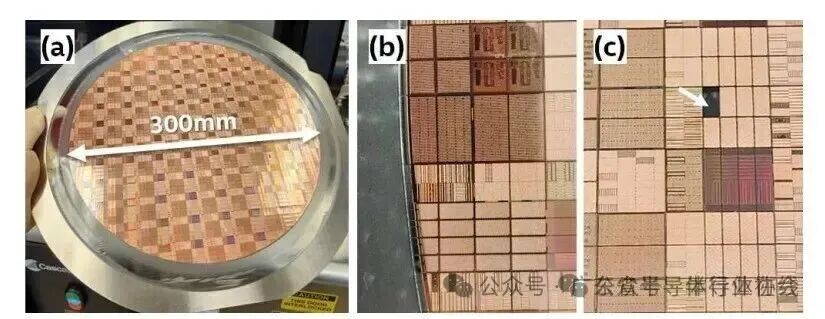
在IEDM 2025上,英特尔首次展示了一种基于300mm硅基氮化镓工艺的氮化镓Chiplet技术。
它成功将业界最薄的19微米氮化镓Chiplet、卓越的高频功率性能,以及革命性的单片集成CMOS数字电路库融为一体。
图片来源 / 豆包
Part 1
产业需求的迫切呼唤:为何是氮化镓?为何是现在?
当前,数字化浪潮正以前所未有的速度席卷全球。数据中心需要处理指数级增长的计算负载,5G/6G网络必须承载海量数据传输,新能源汽车则追求极致的能量效率与续航里程。这些应用的共同核心驱动力,是对更高功率密度、更高运行频率和更高能效的永恒追求。
传统硅基半导体,在应对这些需求时已逐渐触及其材料物理属性的“天花板”——电子迁移率、击穿场强和热导率等关键指标难以再有质的飞跃。
氮化镓,作为一种宽禁带半导体材料,天生具备超越硅的卓越特性:其电子迁移率是硅的10倍以上,击穿场强高出近一个数量级,热导率也更优。这使得氮化镓器件能够在更高电压、更高频率和更高温度下工作,在高效功率转换和高速射频应用中长期被寄予厚望。
然而,过去氮化镓技术主要停留在分立器件或简单模块层面,高昂的成本、与主流硅基系统难以深度集成的痛点,制约了其大规模商业化进程。
英特尔此次的突破,正是直击这些核心痛点,通过300毫米大尺寸硅基衬底与先进的Chiplet异构集成范式,为氮化镓的普及扫清了关键障碍。
Part 2
核心技术突破
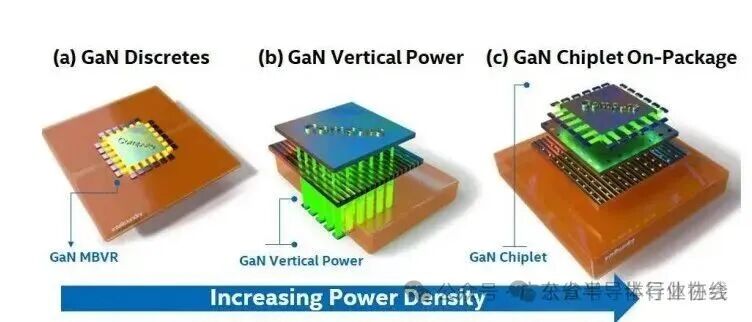
1、超薄Chiplet制造突破
该Chiplet的硅衬底厚度仅为19µm,源自于完全加工、减薄和单晶化的300mm硅基氮化镓晶圆,这一厚度和传统方案相比减少了60%以上,为三维集成提供了理想的基础。
在制造过程中采用了SDBG(研磨前隐形切割)技术,确保晶圆在减薄和切割的过程中能保持结构的完整性。通过化学机械抛光(CMP)工艺,表面粗糙度控制在纳米级别,为混合键合创造完美条件。
超薄设计使得硅通孔(TSV)的深宽比大幅降低,电阻损耗减少约40%,同时热阻下降35%,显著提升功率密度和散热能力。这种创新结构为多芯片集成提供了充足空间,允许在有限体积内实现更复杂的系统功能。
2、单片集成CMOS数字电路库
此项技术最具革命性的突破在于实现了GaN N-MOSHEMT与硅PMOS的单片集成,构建了完整的片上CMOS数字电路库。
通过层转移技术和统一工艺设计套件(PDK),成功在300mm硅基氮化镓晶圆上集成反相器、逻辑门、多路复用器、触发器和环形振荡器等基础数字电路。
测量数据显示,反相器的电压转换特性曲线展现出良好的噪声容限,NAND门和多路复用器在不同输入组合下均实现正确的逻辑功能。环形振荡器包含7213级反相器和214分频器,每级延迟为33ps±2ps(1σ),这一指标与先进硅基CMOS工艺相当。
这种集成能力使得氮化镓Chiplet能够独立完成驱动、控制和保护功能,减少对外部硅芯片的依赖,显著提升系统响应速度和可靠性。
3、卓越的电气性能表现
该氮化镓Chiplet展现出令人瞩目的晶体管性能指标。30nm栅长(LG)的GaN MOSHEMT晶体管实现导通电阻(RON)低于5mΩ·mm²,栅极和漏极漏电流均低于3pA/µm,在保证低功耗的同时维持优异开关特性。击穿电压(BVDS)达到78V@1µA/µm,满足中压应用需求。
更值得关注的是,功率优值(FoM=Ron·QGG)低至1mΩ·nC,比当前主流氮化镓器件提升约30%,这主要归功于优化的栅极设计和界面工程。
射频性能方面,30nm晶体管的截止频率(fT)和最大振荡频率(fMAX)分别达到212GHz和304GHz,使其在毫米波通信和光子学应用中具有巨大潜力。电流密度接近10A/mm²,且通过几何尺寸缩小有望进一步提升,为高功率应用奠定基础。
4、全面可靠性验证结果
为确保商业化应用的可行性,英特尔对300mm氮化镓MOSHEMT技术进行了严格的可靠性评估。时间相关介质击穿(TDDB)测试显示,栅极氧化层在90°C条件下预计10年寿命的故障率低于百万分之一,最大工作电压(Vmax)为1.84V,远低于p-GaN HEMT常见的5-6V栅极电压,驱动功耗降低约60%。
正偏压温度不稳定性(pBTI)研究中,阈值电压在应力下稳定在+0.43V,导通电阻增加21%后趋于饱和,表明栅极感应陷阱可通过老化过程达到稳定状态。
高温反向偏压(HTRB)测试中,器件在72V应力电压下导通电阻变化仅为+16%,漏电流保持稳定。热载流子注入(HCI)评估预测器件可在VD>15V、IDstr<0.1mA/µm条件下稳定工作10年以上。这些结果共同证明该技术满足工业级可靠性要求。
5、技术优势与创新价值
相比传统方案,英特尔的300mm硅基氮化镓Chiplet技术具有多重优势。首先,300mm晶圆尺寸使得单位成本降低30-40%,与传统硅基CMOS产线兼容大幅降低产业导入门槛。
其次,超薄Chiplet设计实现更紧凑的系统集成,功率密度提升至100W/mm³以上,为高端服务器和通信设备提供理想解决方案。
第三,单片集成CMOS功能减少芯片间互连,延迟降低50%,信号完整性显著改善。
第四,卓越的射频性能使其在5G基站和毫米波应用中具有独特优势,可支持超过100GHz的工作频率。
最后,可靠性指标达到汽车电子级别,拓宽了在新能源汽车和工业控制领域的应用前景。这些优势共同推动氮化镓技术从替代方案向首选方案转变。
Part 3
产业化路径与应用前景
基于当前技术成熟度,300mm硅基氮化镓Chiplet技术有望在2026-2027年实现小批量量产。初期应用将聚焦于数据中心服务器电源管理,特别是48V直流配电系统,可提升能效3-5个百分点。
随着5G/6G网络建设加速,该技术在基站功放模块中可替代传统砷化镓方案,成本降低20%的同时带宽提升一倍。新能源汽车领域,车载充电机(OBC)和直流变换器(DC-DC)是理想应用场景,预计可使系统体积减少30%,效率提升至98%以上。
长期来看,随着异质集成技术发展,氮化镓Chiplet可与硅光电子、MEMS传感器等融合,开创多功能集成系统新纪元。产业生态方面,英特尔正与关键客户合作定义接口标准,推动多源供应,降低产业链风险。
尽管前景光明,但通向大规模产业化的道路仍非坦途。首先,19微米超薄晶圆的加工、运输和封装需要全新的专用设备与工艺流程,前期投资成本高昂,产能爬升需要时间。
其次,氮化镓与硅材料热膨胀系数的差异,在极端温度循环下可能带来长期可靠性挑战,需要开发更先进的界面材料和封装方案。
此外,面向这种异构集成芯片的设计自动化工具链(EDA)和产业生态尚未成熟,需要芯片设计公司、代工厂和工具供应商的紧密协作。
展望未来,技术的发展将沿着几个关键方向深化:一是持续向更大尺寸晶圆(如8英寸)演进,进一步摊薄成本;二是将击穿电压向600V乃至更高电压平台扩展,进军工业电机驱动、光伏逆变等更广阔市场;三是探索与光学I/O的直接集成,最终打破“功率墙”和“通信墙”,构建超高速、低功耗的片上光电融合系统。
*声明:本文系原作者创作。文章内容系其个人观点,我方转载仅为分享与讨论,不代表我方赞成或认同,如有异议,请联系后台。


