 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



切削力是评估工艺影响因素和优化加工流程的重要测量参数之一,可直观反映工艺运行的稳定性。通过专门设计的传感器技术,能够实现切削力的精准测量。目前市场上的刀柄传感器主要基于两种不同的技术原理:压电技术作为加工过程中的成熟切削力测量方案已在行业中应用了几十年,而应变技术在近几年才出现在机加工应用中。虽然两种技术原理的刀柄传感器均能输出作用于刀具的力与力矩数据,但其测量结果却存在着极大差异。
差异一:测量方式不同
两者最核心的差异之一在于测量方式:
▲采用压电(PE)技术的测力仪可直接检测铣削刀具所受的剪切力
▲应变测力仪仅能测量刀头所受侧向力而产生的弯矩,无法直接获取实际作用力
应变式测力仪所测弯矩会受到多种因素的影响,例如刀具材料(弹性模量 E)、刀具直径等。以下为影响弯矩计算的核心参数汇总:
• 刀具长度与直径
• 刀具弹性模量(取决于材料特性、几何形状、内部通道设计等)
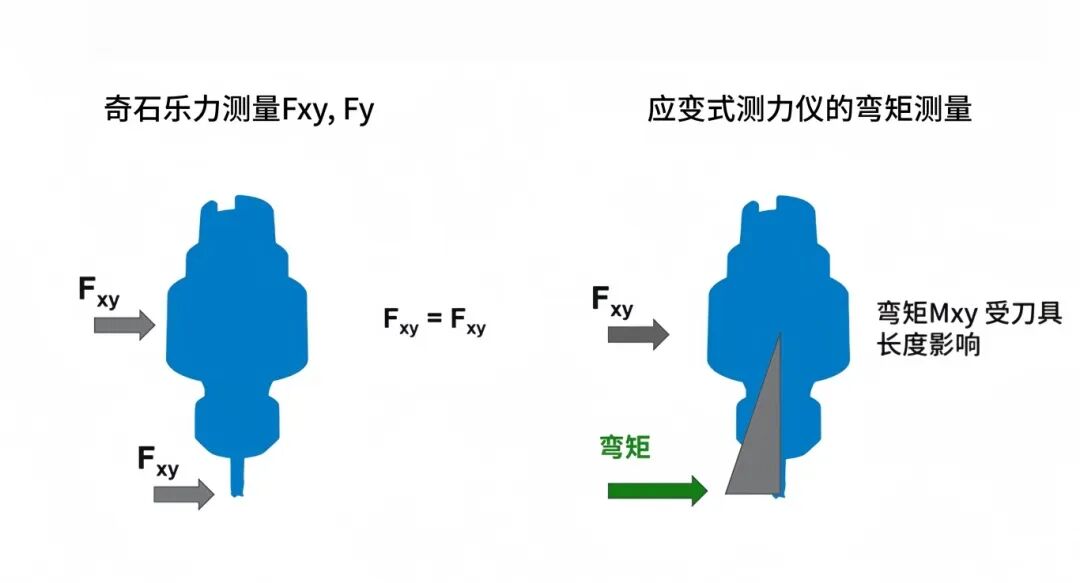
图1. 压电技术与应变技术测力仪的力测量对比
差异二:频率响应不同
压电技术的第二个显著优势是其高固有频率特性,这使其能够精准测量高频信号(如高转速工况下的刀具的高速切入切出频率)。应变技术因固有频率较低,其可用频率范围受到严格限制。根据物理规律及ISO 16063标准,高频测量的有效范围是传感器固有频率的1/3。
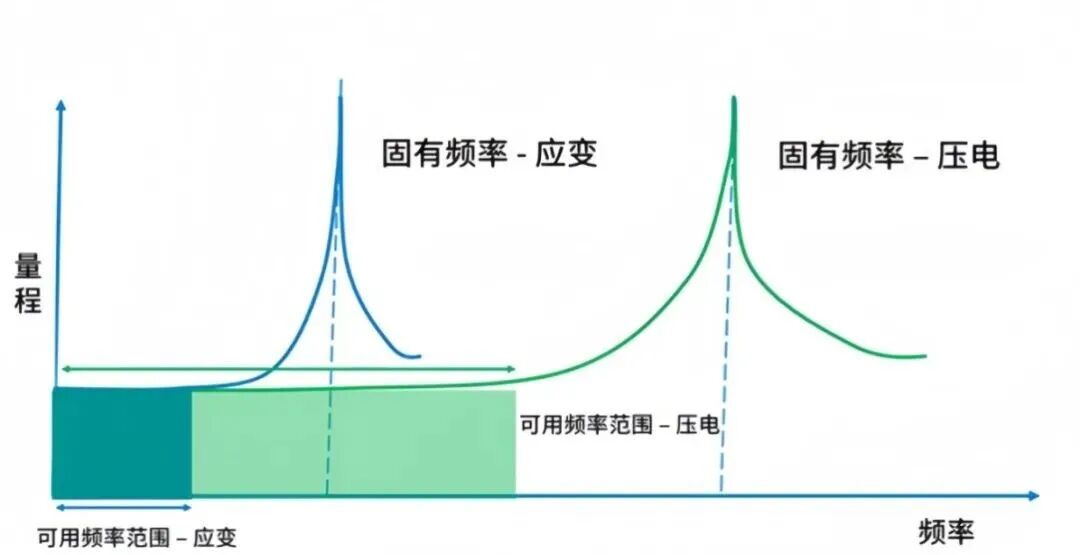
图2. 压电技术与应变技术频率响应对比
差异三:灵敏度与准确性不同
压电技术与应变技术的另一关键区别在于前者的高灵敏度特性。压电晶体集成于刀柄内部,可对三个正交方向的力进行精准感知。此外,通过增设第四块压电晶体,能够实现高灵敏度的力矩测量 —— 该特性在微小力至超大载荷范围内均适用。压电技术的力测量范围仅需通过软件设置即可灵活调整,这意味着同一台设备既可测量极微小的切削力,也能适配大载荷工况。
由于刀柄在特定方向上的刚度特性,其变形量受到限制。尤其在轴向(Fz 方向)上的变形量极小,导致应变片技术无法以高灵敏度测量轴向切削力,这对微小力的检测精度影响尤为显著。
力矩(Mz)测量同样存在类似局限:由于该方向的变形量较小(主要为刀柄扭转),应变技术在小载荷工况下的力矩测量精度受限,其灵敏度与准确性均不及压电传感器。
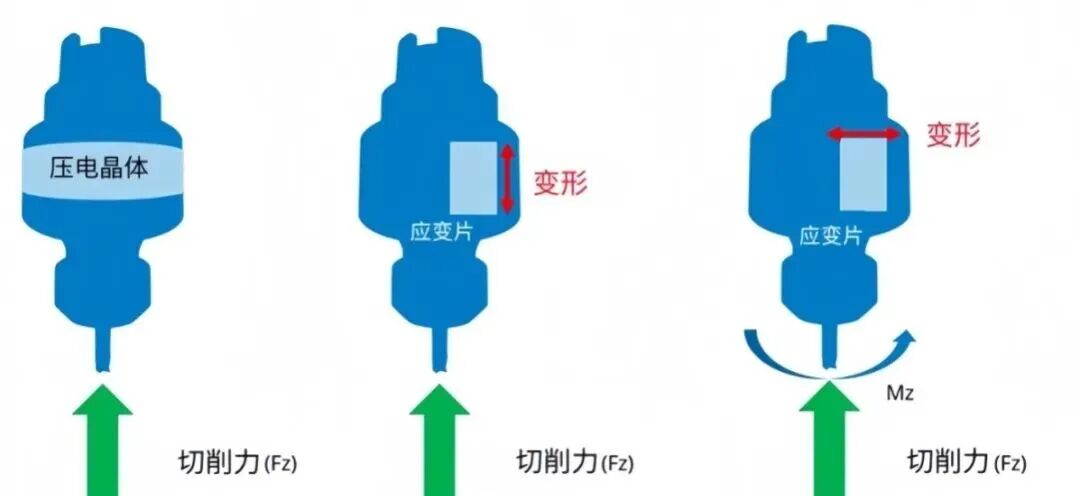
图3. 压电传感器与应变传感器在 Fz 和 Mz 测量原理上的示意图解
基于上述技术差异,在旋转切削测力仪(RCD)的设计中,相较于采用压电技术的传感器,采用应变技术传感器,所产生的噪声相比实际信号明显更高。

图4. 压电式与应变式 RCD 的噪声与实际信号比对比图
借助高采样率、高固有频率及低噪声特性,即便是在四刃端面铣削过程中产生的微小切削力,也能被采用压电技术的奇石乐无线旋转切削测力仪(WL-RCD),以极坐标图形式清晰呈现。作为对比,下图同时展示了采用应变技术的另一款 RCD 所采集的极坐标图。
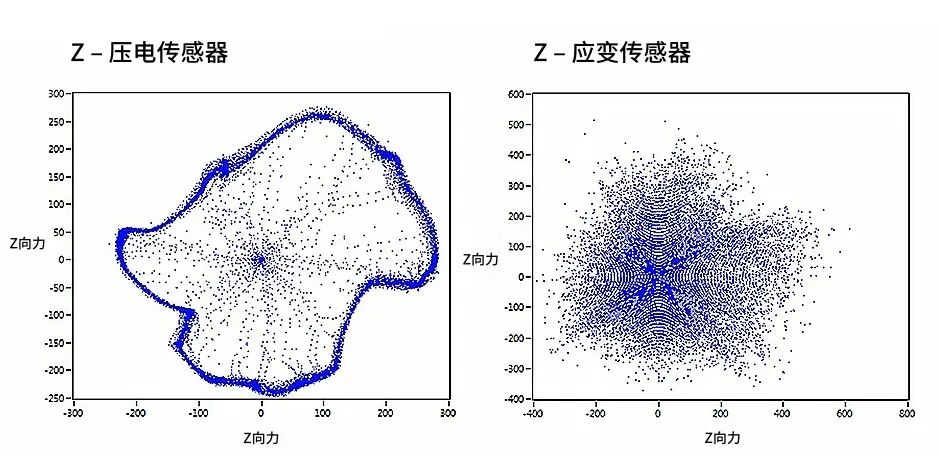
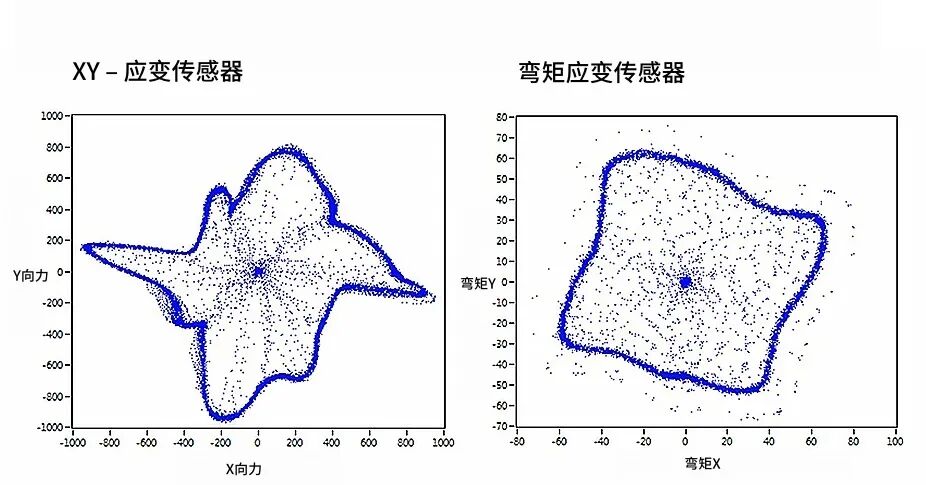
图 5. 压电式与应变式Fz和Mz极坐标图对比


