 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



2015 年至 2024 年间,家用电器故障是引发火灾的最常见原因之一,占所有火灾案件的 30%。电动汽车、数字化等大趋势将进一步推高家庭电气化程度,进而增加火灾风险。塑料作为可燃材料,会带来更高的安全隐患,而使用阻燃剂(FR)可应对这一问题——阻燃剂能延长人员疏散时间,并阻止火势蔓延。2022 年,全球阻燃剂使用量约为 219 万吨,主要应用于建筑、电子和交通领域。

© Adobe Stock; Aleksey
全球范围内最常用的工程塑料(尤其在电子电气行业及家用电器领域)是丙烯腈 - 丁二烯 - 苯乙烯共聚物(ABS)和聚碳酸酯 / 丙烯腈 - 丁二烯 - 苯乙烯共聚物(PC/ABS合金)。在电子电气领域,这类塑料占工程聚合物使用量的 26%;在家用电器领域,这一比例高达40%。未来,其使用量很可能会继续增加。然而,欧洲目前每年从废弃电子电气设备(WEEE)中产生的塑料废弃物约达260万吨。为解决这个问题,《废弃电子电气设备指令》(WEEE Directive)等法规致力于推动废弃电子电气设备中塑料废弃物的回收利用,从而促进可持续发展并节约资源。
但由于阻燃塑料通常由复杂的材料混合物构成,目前受多种干扰因素及潜在环境影响的限制,它们往往被排除在回收流程之外,转而用于能量回收。鉴于阻燃剂的相关成本以及对更高可持续性的需求,通过合适的回收策略实现电子电气领域阻燃塑料的材料循环已迫在眉睫。然而,技术、经济和法规方面的障碍使这一任务极具挑战性。
含回收材料仍达 UL94 V-0 级标准
德国 Beselich-Obertiefenbach的 MKV GmbH Kunststoffgranulate 公司与德国斯图加特大学塑料技术研究所(IKT)联合开展的项目,正针对这一问题展开研究。该项目旨在考察阻燃塑料在材料回收过程中及自然环境下的老化情况,进而评估其可回收性(图 1)。
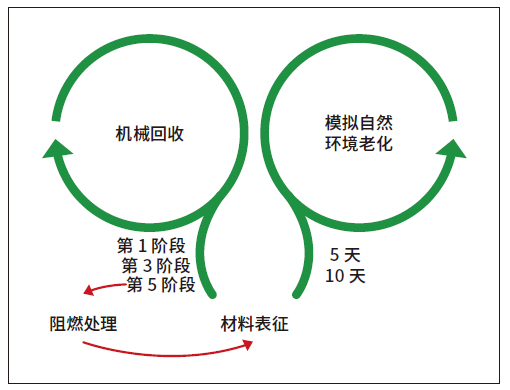
图 1:该研究项目使用的方法(来源:IKT;图:© Hanser)
该项目将基于研究结果进一步开发针对 ABS 和 PC/ABS 工业塑料废弃物(PIR)的加工策略,以使其重新达到 UL94 V-0 级防火标准。项目将研究对象限定为工业塑料废弃物(PIR),可确保所使用的物料流成分明确,且几乎不含干扰性杂质。
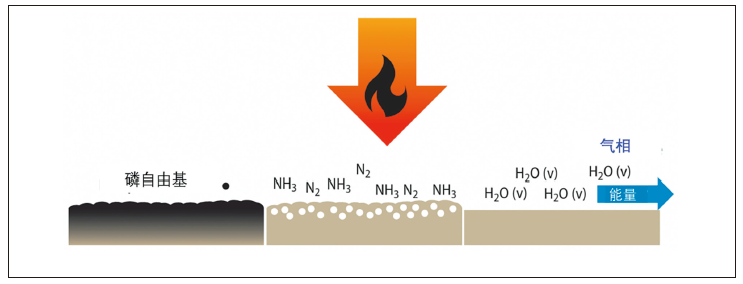
图 2:无卤阻燃剂基于多种机制发挥阻燃作用。从左至右:磷系、氮系和金属氢氧化物系
(来源:IKT 图:© Hanser)
测试选用了阻燃型 ABS 和 PC/ABS,并将其与非阻燃型同类材料进行对比。其中,阻燃型 ABS 为金发科技股份有限公司提供的 FW-620,非阻燃型 ABS 为韩国锦湖石化(Korea Kumho Petrochemicals)提供的 ABS 750;在PC/ABS 的测试中,阻燃型材料为SABIC提供的 Cycoloy C2950,非阻燃型材料为该公司提供的 Cycoloy C1200HF。
各类无卤阻燃剂的测试
为研究材料的老化行为,所有颗粒料均通过标准单螺杆挤出机进行了五次循环回收处理。其中,ABS 的加工温度为 230°C,PC/ABS 的加工温度为 260°C。分别在第一、第三和第五次循环后取样,并对样品进行详细分析。
与此同时,另一批新料按照德国工业标准 DIN 75220 的要求进行模拟自然环境下的老化处理:温度 80°C、相对湿度 20%、辐照度 1000 W/m²,储存时间分别为 5 天和 10 天,之后同样对其进行分析。
在进一步的可行性研究中,研究人员将各类无卤阻燃添加剂加入 ABS 样品中,以评估这些添加剂的基本效能,并在某些情况下恢复材料在回收过程中失去的阻燃性。第五阶段老化处理后的颗粒料通过双螺杆挤出机在 230°C 下进行加工。加工测试中使用的阻燃剂均购自 Green Chemicals 公司,具体包括:12.5 重量百分比的双酚 A 双(二苯基磷酸酯)(BDP)、60 重量百分比的氢氧化镁(MDH),以及各 12.5 重量百分比的聚磷酸铵(APP)与次磷酸铝(AHP)的混合物。
全面的特性分析
在REACH、WEEE 和 RoHS 指令等各类法规的推动下,无卤阻燃剂的应用日益广泛。前文提及的 BDP 等磷系阻燃剂,其作用机制是在材料表面形成一层碳层,从而延缓材料进一步燃烧;同时,它们还能在气相中释放自由基,中和那些对火势蔓延起关键作用的其它自由基。
氮基阻燃剂,例如 APP 与 AHP 组合,通过在火焰与基材之间形成多孔阻隔层发挥阻燃作用;此外,在燃烧过程中会产生气态氮和氨,降低材料表面附近可燃气体的浓度。MDH等金属氢氧化物类无机阻燃剂,则通过吸热反应从系统中吸收能量,此过程中产生的气态水还稀释了产生的燃烧气体(图 2)。
为描述老化过程,研究人员对各回收阶段的样品进行了全面分析。分析内容包括:采用 1J 和 4J 摆锤进行简支梁冲击强度测试(依据 DIN EN ISO 179-1 标准);对 1A 型试样以 50mm/min 的速度进行拉伸测试(依据 DIN EN ISO 527 标准);依据 UL 94 标准进行阻燃性能测试。在该测试中,垂直夹持的试样(尺寸:125 mm x 13 mm x 3.2 mm)两次暴露于火焰中,每次十秒。UL 94 标准按如下进行分级:
• V-2 级:火焰在 30 秒内自行熄灭,允许产生燃烧滴落物。
• V-1 级:火焰在 30 秒内自行熄灭,不允许产生燃烧滴落物,允许最长 60 秒的余辉。
• V-0 级:火焰在 10 秒内自行熄灭,不允许产生燃烧滴落物,允许最长 30 秒的余辉。
老化测试结果
老化测试结果如表1所示。该表对比了经过五次机械回收处理后(第五阶段)、储存 10 天后的材料与新料的机械性能。尽管经过五次回收加工和模拟自然环境老化,所有样品均保持了 UL 94 标准中最严格的 V-0 级,不过试样的燃烧时间总体有所延长。
模拟自然环境老化测试通常会导致材料的冲击强度和断裂伸长率下降,但经过多次加工直至第五阶段老化后,这些性能指标反而略有上升。在 ABS 材料中,冲击强度和断裂伸长率受聚丁二烯含量的影响显著。在这个案例中,热机械老化过程中同时发生断链和交联反应。加工处理反而使冲击强度提高,这一现象初看似乎违背直觉,其原因很可能是材料的形态结构和相界面分布发生了变化。粉末状阻燃剂作为填料,通常会降低材料的延展性和韧性。
表1:材料经多次挤出(第五阶段)并模拟自然环境老化(10 天)后,其性能随老化状态的变化情况(与初始状态对比)©IKT
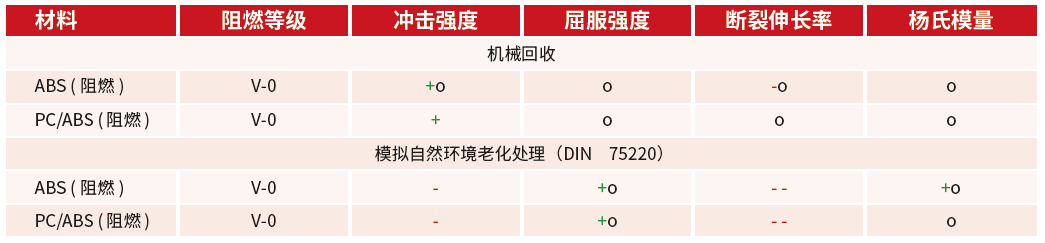
O 与初始状态相比,变化率 <5%;-/+O 与初始状态相比,变化率 < 25%;
-/+ 与初始状态相比,变化率> 25%;- -/++ 与初始状态相比,变化率 > 50%)。
即使老化后仍达 V-0 级标准
由于阻燃测试中老化后的样品仍能达到 V-0 级分类标准,研究人员仅对第五阶段老化后的非阻燃型 ABS 750 样品添加了阻燃剂,并测试其有效性。结果表明,除 BDP 外,使用其它所有阻燃剂均能使样品达到 V-0 级分类标准。
但是,由于 BDP 是高粘度液体,其加工过程存在输送困难的问题,导致阻燃剂分布不均。这也解释了为何其在阻燃测试中的表现与其它研究结果相悖。对于复配阻燃剂(APP/AHP),研究发现在加工过程中会发生分解反应,这主要是由于 APP 的热不稳定性所致。尽管如此,使用该复配阻燃剂的样品仍达到了 V-0 级标准。
结论与展望
测试结果表明,所选材料经过五次加工处理后,其阻燃性能几乎未受影响。这意味着这些材料可重新投入生产循环并用于制造高品质产品。尽管阻燃性能未受影响,但需注意的是,长期来看,冲击强度、断裂伸长率等其它材料性能可能会受到环境因素的负面影响。在实际情况中,塑料废弃物很少以纯净材料流的形式获得,因此不同材料的混合(尤其是与非阻燃材料混合)可能会导致阻燃性能下降。未来,该项目将重点研究这一可能性,同时还将探索不同阻燃剂的复配可行性,并通过优化阻燃剂用量来分析其经济可行性。
本文由荣格独家翻译自PLASTICS INSIGHTS
作者:Frederik Gutbrod, M.Sc., Prof. Dr.-Ing. Christian Bonten
来源:荣格-《国际塑料商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


