 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



传统双螺杆挤出仍是大多数改性材料加工企业的标配,但原材料与能源成本上涨、回收料使用率提升等问题,正推动单螺杆挤出机、往复式单螺杆混炼挤出机及其它替代技术的发展。开发这些技术是应对可持续发展挑战的关键措施,同时有助于提升性能并保障产品质量。

标题图:CPM 公司的行星挤出机内多根螺杆的相互啮合,增强了物料的拉伸流动效果©CPM
美国挤出设备供应商Entek表示,同向旋转双螺杆挤出机之所以被认为在再生塑料配混改性加工中表现更优越,是因为其改进的排气能力有助于去除挥发物、污染物和水分。换网器提升了设备的多功能性,同时通过Entek的专利VFT技术,可以从挤出机内的蓬松填料中抽取空气,以提高生产速率。对于聚酰胺、聚酯、聚氨酯和聚碳酸酯等易水解塑料,工艺前段的常压排气口对缓解水解现象尤为有用,而在工艺后段,待塑料熔化后,会采用真空排气口对材料进行脱挥处理,以去除水分和空气。
在同向旋转挤出机中,两根螺杆朝同一方向旋转,物料在螺杆之间被向前推送,颗粒在熔体中被均匀扩散,形成均匀的混合物。而在异向旋转挤出机中,两根螺杆朝相反方向旋转,物料被截留在 C 形腔室内,物料向前推送的方式更类似体积泵,因此在分散混合方面表现更出色。
尽管同向旋转双螺杆已成为许多配混改性加工的默认选项,但往复式单螺杆混炼挤出机作为低剪切旋转的往复式单螺杆设备,能够在不过度升高熔体温度、不损坏纤维 / 填料的前提下实现有效分散。正因如此,这类设备在传统单螺杆挤出机与同向旋转双螺杆挤出机之间找到了 “最佳平衡点”,至今仍是电缆改性材料、PVC及其它高要求应用领域的主流设备。
往复式单螺杆混炼挤出机的独到之处
一家来自中国的企业——江苏新达科技有限公司,成立于 1988 年,最初以生产色母粒起家,如今可生产同向和异向旋转双螺杆挤出机,其最知名的产品是往复式单螺杆混炼挤出机。该公司表示,往复式单螺杆混炼挤出机是众多改性加工企业的首选设备,因为通常其能耗更低、熔体温度更低,能实现更均匀的混合,且无剪切峰值,对聚合物基材处理得更均衡。
此外,往复式单螺杆混炼挤出机还具备高度自清洁性和分散混合能力,不会损坏易碎填料,同时能实现填料与添加剂的高填充量。在解释其为何他们挤出机为何能做到持续高效时,公司表示:“螺杆上的螺棱被设计成间断式的,与机筒壁上的三排固定捏合销相互作用。运动的螺棱与固定的捏合销之间的相互作用可同时实现分散混合与分布混合。”
1945 年 8 月 20 日, Heinz List为瑞士布斯(BUSS)公司申请了首台往复式单螺杆混炼挤出机的专利,五年后该专利最终获批——这意味着该专利至今已有 80 周年历史。最初的专利基于一个独特的配混加工原理,核心原理涉及一根轴向往复运动和旋转的螺杆,以及机筒内的固定销。在加工过程中,物料不仅在固定销与捏合螺棱之间受到剪切作用,还会发生翻转,这与传统单螺杆或双螺杆挤出机的工作方式形成鲜明对比。位于往复式单螺杆混炼挤出机壳体内部中心的部件是一根控温往复螺杆,其可对原料进行混合与捏合;而机壳设计成两瓣式,通过铰链结构连接,方便打开,可以实现内部加工区域的快速清洁,方便更换配方。其模块化设计还可灵活适配不同的生产需求(图1)。
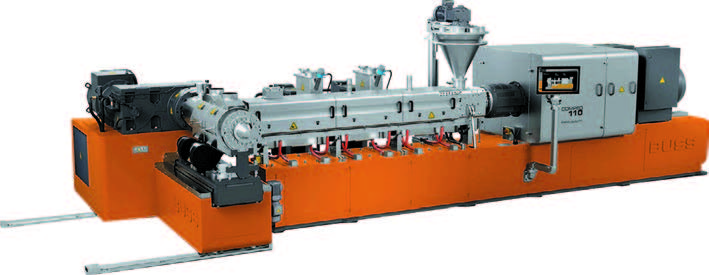
图1:布斯配混系统的模块化设计理念,可实现各工艺参数的优化匹配©布斯
往复式单螺杆混炼挤出机的一个关键优势是将配混、建压和造粒分离开来。典型应用案例是生产木纤维含量约为 55% 的木纤维填充 HDPE——生产这种复合材料的主要挑战之一是如何通过灵活地配置往复式单螺杆混炼挤出机来优化进料与排气。研究人员通过大量试验对比了不同排气方法,确定了在低温、低压条件下木纤维的最佳进料时机与进料量,从而避免木纤维受损。
最早的往复式混炼单螺杆技术至今仍被视为配混改性加工领域的基础性突破,布斯公司也在不断调整技术以满足不断变化的需求。除往复式单螺杆混炼挤出机本身外,该公司还通过扩展下游技术,如出料挤出机、出料泵、换网器和切粒系统,为客户特定应用场景和不同工艺需求提供必要的灵活性。
该公司最新创新成果之一是 SenseHub 数字平台。该平台可将设备数据转化为实用工具,帮助企业基于数据决策。平台实时分析振动、油液质量、扭矩等传感器数据,并通过 “健康评分” 提供状态评估。系统会记录并显示偏差情况,便于及早采取预防措施,从而降低维护成本并减少停机时间。
新技术进展
今年9 月,法雷尔・波米尼(Farrel Pomini)公司推出了紧凑型加工机(Compact Processor),这是一个将法雷尔连续配混挤出机(FCM)与单螺杆挤出机集成在一体化机架上的设备。该设备可提高木塑复合材料(WPC)户外地板的生产效率,因为它省去了配混加工前的造粒工序。实现这一功能的核心是法雷尔配备了真空排气及沟槽式转轴的挤出机,该挤出机能确保高效输送和稳定压力,实现高质量板材的稳定挤出,同时有效去除残留水分。
WPC的生产颇具挑战性,因为木粉很蓬松,含水量相对较高(约 5%-6%)。而使用再生聚合物会进一步增加加工难度 —— 再生料不仅进料困难,还难以实现均匀混合。传统工艺中,木粉需先经过造粒工序(通常采用研磨工艺),这一过程需要大型、昂贵且维护成本高的设备。这个紧凑型加工机器则省去了这一步骤:通过大进料口,可直接大量喂入蓬松木粉和再生料。在混合室内,大自由体积与低剪切的组合确保了优异的分布混合和高产量,而不会使材料过热或烧焦。配混挤出机出料口的切料装置会将挤出的料条切断,便于顺利喂入下游的热喂料单螺杆挤出机。
挤出生产线制造商巴顿菲尔-辛辛那提(Battenfeld-Cincinnati)表示,其新款 BC 120-40 DVT 单螺杆挤出机旨在满足现代资源管理的独特需求。该设备号称首款采用双排气技术(DVT)的挤出机,此次也在K 2025上展出。其中一项亮眼的创新是:过去排气连接口彼此紧邻,用于提升单个区域的整体脱气能力,而DVT技术则在挤出机加工单元沿线创建了两个独立的脱气区域。巴顿菲尔-辛辛那提区域销售经理René Hartmann解释道:“借助集团内部的专业技术整合,我们成功研发出了一个将两个独立的脱气区集成在一根螺杆上的创新设计。”
在这个DVT技术中,熔体中的低分压挥发物在第一个强化脱气区被有效去除,而高分压挥发物则在第二个脱气区被去除。这能显著减少熔体中的水分和挥发成分,通过防止气泡形成以确保更高的产品质量。
巴顿菲尔-辛辛那提最初将该设备主要用于 ABS 加工,但根据材料类型和真空技术的不同,该DVT技术还能用于其它任务,例如去除异味。

图2:SolEX NG 105 型号填补了巴顿菲尔-辛辛那提公司最强单螺杆挤出机系列的空白©巴顿菲尔-辛辛那提
同样在 K 展上首次亮相的还有巴顿菲尔-辛辛那提的 SolEX NG 105 型号挤出机(图2)。该型号填补了该公司最强单螺杆挤出机系列的空白,多了一个型号供客户选择,可以进一步提高产品与机型的匹配性。此前,该系列包含 45、60、75、90 和 120 型号,而 SolEX NG 105 则填补了其中两大型号(90与120)之间的空白。
105 型号挤出机的长径比(L/D)为 40,产量高达 1680-2100 千克 / 小时,不仅具备前代机型的所有经典功能,还新增了一些实用的功能。例如,以往挤出机的冷却用水通常来自工厂的公用管道,而这个新款机型配备了独立的内部供水系统。这一设计可减少杂质混入,确保供水稳定,从而延长电机和齿轮箱的使用寿命。
机械工程总监Heinrich Dohmann表示:“挤出机自带水循环系统具有明显优势,未来我们将为所有型号配备这一功能。” 此外,所有NG(New Generation)SolEX 挤出机的料筒内部加工区域均采用沟槽设计,并搭配与之匹配的螺杆以及同样设计了沟槽结构的衬套。采用这种设计有多项优势,如轴向压力分布更平缓、低螺杆转速下仍能实现高比产出率、温和且高效的均质熔融效果,进而降低能耗成本。与老机型相比,新一代机型加工高密度聚乙烯(HDPE)时产量提升约 25%,加工聚丙烯(PP)时产量甚至可提升40%。
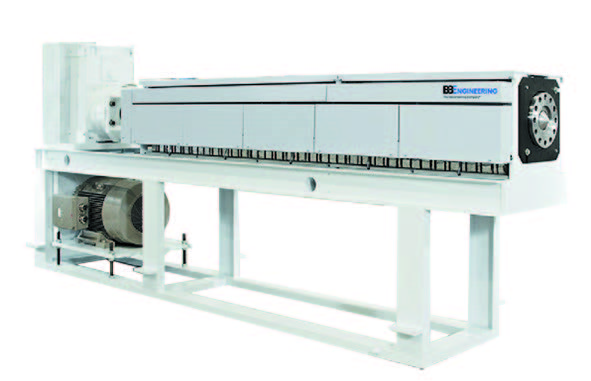
图3:BBE 单螺杆挤出机特别适用于高要求应用场景,如薄膜生产、合成纤维纺丝以及高品质 PET 回收©BBE
另一家亮相 K 2025 展的企业是 BBE,其单螺杆挤出机适用于多种聚合物,如PP、PET、再生 PET、PA和PE,尤其适用于薄膜生产、合成纤维纺丝和高品质 PET 回收等高要求应用场景(图3)。该系列设备的螺杆直径范围为 30-360 毫米,覆盖广泛的加工领域,并根据材料和工艺要求,可实现 3 至 6,000 公斤/小时的产量。除单螺杆挤出机外,该公司还提供用于高产量需求的挤出级联系统。
CPM 公司的行星挤出机使用的的螺杆多达12根,它们相互啮合,这些相互啮合的顶点增强了拉伸流动效果。这种设计提高了拉伸流动的频率,并通过拉伸变形提升了混合效率。CPM 表示,配混改性加工中原料成分复杂,常导致表面化学性质不兼容,还可能出现黏度相差异。比简单的剪切流动与形变,拉伸流动与变形在这种应用场景下更能实现高效的混合。
该公司称,其行星挤出机拉伸流动频率更高,因而能以更低的整体能量输入实现更高效的混合。例如,CPM 通过验证发现,在加工PET 时,行星挤出机的比能耗比同类同向旋转双螺杆挤出机平均降低了 35%。
均质化技术
奥地利埃瑞玛(Erema)公司正从单螺杆挤出领域拓展至双螺杆挤出领域,推出了全新的 TwinPro 设备。该设备旨在整合双螺杆挤出机的优势与公司预处理单元(PCU)的优势。通过与客户紧密合作,埃瑞玛开发的这个解决方案,既能有效回收高难度的多层薄膜生产废料,还可用于回收薄壁消费后废料。
TwinPro 的一个关键特性是高效均质化能力。均质化的第一阶段在预处理单元(PCU)中进行,PCU 对来料进行加热、干燥、压实和备料。借助埃瑞玛专利的逆流(Counter Current)技术,PCU得以源源不断地向与其切向连接的挤出机持续供应经过加热和预压实的物料。即便是处理薄膜废料这类低堆积密度物料时,PCU 仍能做到向下游持续充足地供料,可处理的物料涵盖堆积密度为 30-800 克 / 升的各类物料,且只需一个工艺步骤,无需另外工序来分离团块、称重,或一个喂料单元。
埃瑞玛还在提升 Intarema 系列的产能,并在 K 2025 展上推出无级联的 2021 型号设备。逆流技术能持续向挤出机输送预热物料,且物料温度远高于传统设备。对于大直径挤出机螺杆(相应螺槽深度也更大)而言,这是一项优势 —— 熔体加工过程更温和,剪切作用更小,杂质的颗粒尺寸不会变得过小,因而杂质更容易被熔体过滤器截取。
美国Randcastle公司成立于 1977 年,在聚合物挤出领域以创新闻名。近期,该公司更名为“The Screw Company”(螺杆公司),以更准确地体现其战略重心 —— 通过螺杆技术革新聚合物加工工艺,其中最具代表性的是分子均化器(Molecular Homogeniser ,简称MH)螺杆。MH 螺杆的发明者、Randcastle公司总裁Keith Luker表示:“数十年来,我们一直在突破单螺杆性能的极限。此次品牌重塑向行业明确传达了我们是谁以及我们最擅长什么:制造从根本上改善聚合物的螺杆设计。”
聚合物行业的大部分企业将重心放在设备、材料和添加剂上,而Randcastle则专注于螺杆 —— 该公司将螺杆称为 “性能的真正引擎”。Randcastle表示,其 MH 螺杆实现了无压缩混合,减少了聚合物降解,同时实现了 “无可比拟” 的均质化效果。能够在低温下实现高产出,并永久改善聚合物的性能如提高屈服伸长率、增强抗冲击性、提升透明度、增加吸湿率(或降低渗透性,具体取决于材料类型),以及无需预干燥即可实现稳定挤出。与其它一些螺杆不同,MH 螺杆的设计旨在温和且彻底地加工聚合物,避免产生可能导致聚合物发黄和力学性能失效的应力集中。
直接配混工艺
克劳斯玛菲(KraussMaffei)表示,其新的短切纤维加工(CFP)技术首次实现了注塑成型工艺中PP与玻璃纤维的单独计量,并在K 2025现场进行了展示。据悉,两种物料可通过设备的输送系统直接进料,借助新型 CFP 螺杆进行均质化和加工。这一技术可避免加工过程中形成纤维团聚,在降低成本的同时确保部件性能达到最佳。此外,该技术使塑料加工企业能对聚合物和纤维进行单独计量与混合,自主研发部件配方并积累材料专业知识,从而获得针对性的竞争优势。
图4:SABIC全新的巨型注塑成型平台,可实现大型热塑性部件的制造©SABIC
在另一项具有广泛应用价值的技术开发中,SABIC(沙特基础工业公司)推出了巨型注塑成型平台(Megamolding)平台,这是一个旨在使大型热塑性塑料部件制造成为可能的新平台(图4)。SABIC 表示,通过将公司的材料科学专业知识与各价值链合作伙伴的技术经验相结合,该平台有望提供比传统工艺更快、更具成本效益且更可持续的制造解决方案。尽管热塑性塑料在制造领域应用已久,但成本、复杂性和加工难度等问题限制了其在大型部件中的应用。而巨型注塑成型平台通过提供可扩展的高性能解决方案,克服了这些障碍,为设计提供更大自由度并提升了加工效率。
SABIC 指出,该平台的优势包括:通过采用高性价比模具、整合部件、简化制造、后处理及组装工序,提升成本与工艺效率;相比金属铸造或热固性材料加工,注塑成型周期更短;设计自由度更高,可实现更复杂的几何形状与功能集成;产品结构更简化,拆卸、分类和回收设计更优化;在满足强度和刚度要求的同时,减轻重量和质量;以及通过提升加工效率减少碳排放。
本文由荣格独家翻译自AMI《COMPOUNDING WORLD》
作者/ Chris Saunders
来源:荣格-《国际塑料商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


