供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



随着锂电池需求的快速释放,锂电池技术在最近15年的发展突飞猛进。锂电池在电池安全性,能量密度,制造成本上均得到了巨大的发展。锂电池的极片切割技术,从传统的刀具切割发展至今采用激光切割; 近年,激光切割由常规的红外激光,逐步进入短波长和超快激光切割应用方向。经过最近3年的产业应用推进,高功率脉冲光纤绿光逐步成长为锂电池极片高精度切割的优选方案。
2025年,公大激光高功率绿光激光器在锂电池极片模切领域实现多家头部厂商导入和应用,该技术已通过的市场验证,步入商用阶段。这一市场与技术的双重突破,正驱动着锂电极片切割工艺迈向一个更精密、更高效、更可靠的新阶段,为产业链的提质降本与智能制造升级提供了关键技术支撑。

01. 锂电池极片切割市场需求巨大
2025高工锂电年会最新消息,历经十五载砥砺深耕,中国锂电产业实现跨越式发展。产业规模从最初不足2GWh的“小池塘”,稳步壮大至如今超2000GWh的“汪洋大海”。在此过程中,不仅淬炼出一批跻身全球第一梯队的行业巨头,更推动“中国新三样”稳稳站上世界舞台中央,充分彰显中国锂电的产业硬实力,以及不断进步的技术革新。锂电池生产设备端,国产锂电设备过去小步快走,受海外企业牵制;如今已发展到全产业链自主可控,大步引领,未来将要称雄世界。
02. 锂电池模切技术发展过程
锂电池制造过程中的极耳切割成型、极片分切以及隔膜切割等工序均需要用到切割应用。随着高功率、高光束质量红外纳秒激光器的成熟,从传统的刀具切割发展至今的激光切割; 相比刀具切割,激光切割具有精度更高、运营成本更低等优势,有助于电池生产提效降本。
目前生产商基本采用红外脉冲纳秒200~500W激光器进行生产,极片切割最大的痛点是毛刺、溶珠过大,导致电池内部短路引起的安全事故,所以整个产业链急需技术迭代,找到一种能够减少毛刺、溶珠,同时生产效率更高,稳定性好的激光切割光源。
随着,国家对电池制造的安全要求提高,《电动汽车动力蓄电池安全要求》,《工信部—GB38031-2005》明年强制执行,电池生产切割工艺提升,迫在眉睫。 动力电池占比整车成本依旧偏高,电池生产良率是降本增效的有效的途径之一。
短波长或超短脉冲激光光源逐渐走进舞台,进入各头部厂商的实验室。随着公大激光高功率脉冲光纤绿光激光器逐步导入多家头部厂商并获得批量应用,脉冲光纤绿光激光器被市场选定为下一代极片切割光源。
03. 为什么绿光可以获得更好的效果
锂电池极片切割发展过程和要求,从刀片切割到红外激光切割,再到绿光切割,围绕着更安全,更高效,更稳定(切割质量)向前推进。
锂电池切割主要包括正极片、负极片和隔膜三种材料切割。绿光,因其在高反金属材料(铜和铝)的高吸收率,在同等聚焦系统参数条件下的,长焦深或更小的束腰直径,可以获得更高能量密度,更小平均功率注入,更宽的焦深切割窗口,获得更好的切割质量和更高切割良率。不管在大圆柱电池、叠片电池、还是方壳电池的极片切割工艺,绿光相对红外都有切割优势。
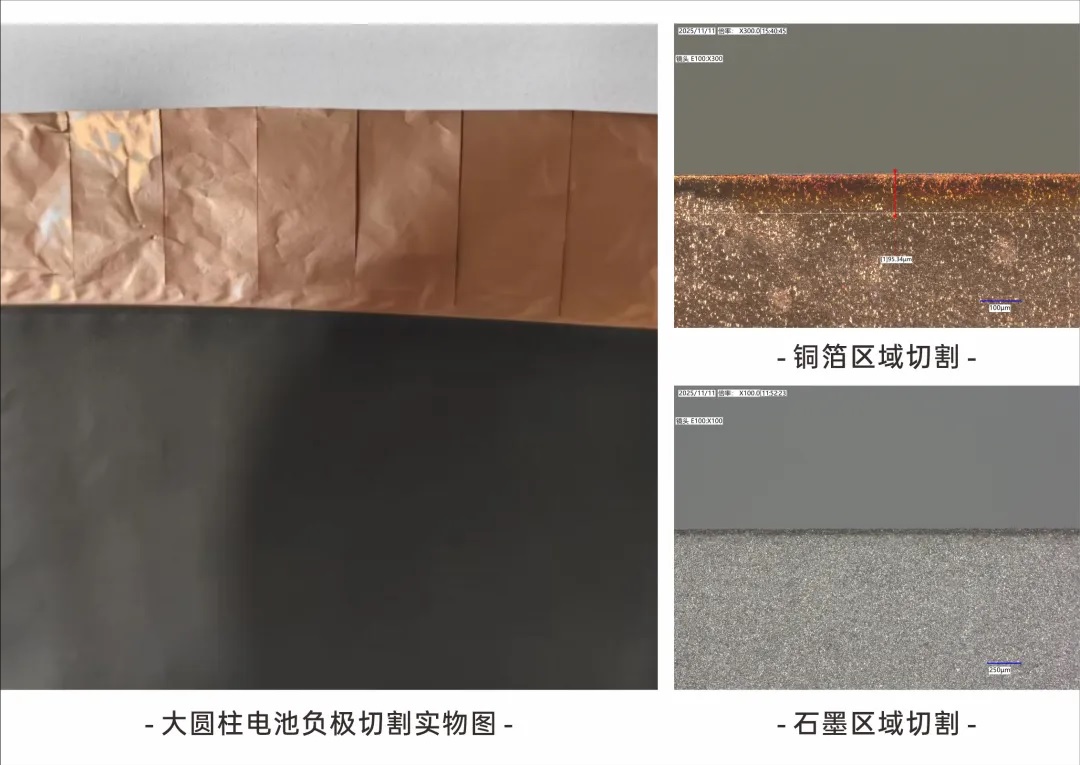
04. 大圆柱电池负极切割为例,绿光对比红外激光效果差异
大圆柱电池(尤其是4680规格)通过全极耳这一革命性设计,解决了传统圆柱电池内阻高、发热大的核心痛点,完美契合了电动汽车对超快充、高安全、低成本的追求。尽管其制造工艺,特别是全极耳的成型与焊接,带来了新的挑战,但它无疑是当前动力电池技术发展中一条极具潜力的主流路线。正在被特斯拉、宝马、宁德时代、LG新能源、亿纬锂能等全球头部车企和电池制造商重点布局和推进。

4680全极耳电池结构: 在卷绕过程中,通过特殊工艺使正负极集流体(铝箔和铜箔)的边缘形成连续、完整的集流体暴露区域,代替了传统的单个极耳。电池的连接方式: 整个卷芯的顶部(正极)和底部(负极)的整个圆面都通过激光焊接直接连接到盖帽和壳体上。
电池结构对切割良率提出了新要求。4680大圆柱电池的极片长度约为3.3m,通常负极片的突出的铜箔部分切割为1000片以上的切缝后,采用揉平工艺把负极片整齐地堆叠在一起。该方案要求,负极极片(铜箔)的切割良率越高越好,一般要求大于99.99%,否则容易出现切不断或者熔珠而导致揉平的整体效果。
红外脉冲激光切割负极片,由于本身对铜材料吸收率较低(小于5%),导致切割焦深较短,在铜箔存在一定的抖动和褶皱时,易出现切不断的现象。而铜对绿光(532nm)的吸收率达到40%,吸收率约比红外光(1064nm)高一个数量级。另外,相同规格光学聚焦系统条件下,绿光具有红外两倍的切割焦深,这一特性进一步提升了切割稳定性与良率, 实测数据见下表。
1.铜箔层切割
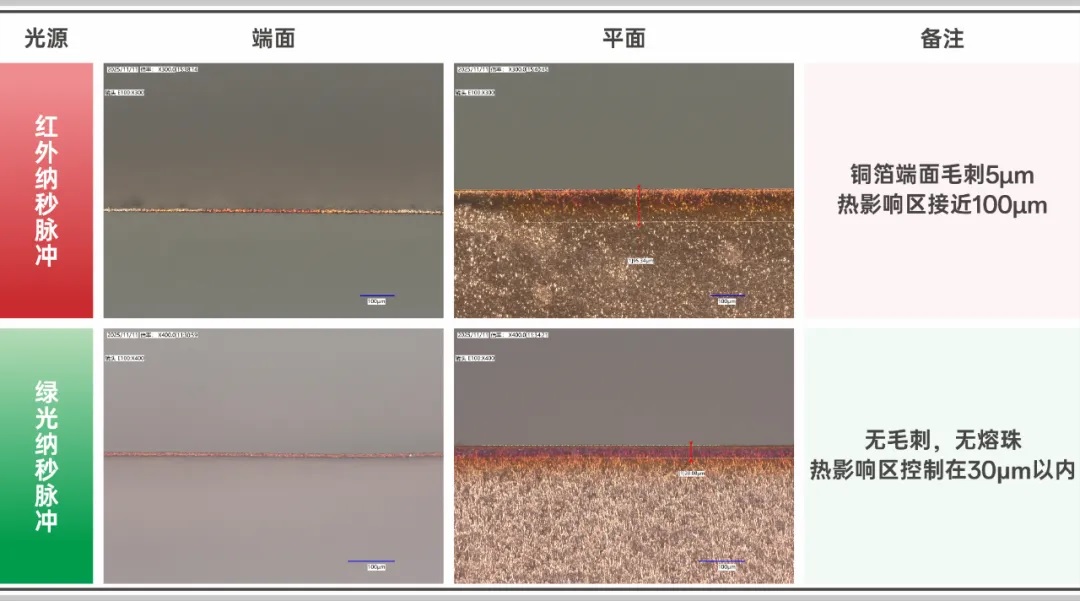
通过使用高速相机对公大的纳秒脉冲绿光激光与纳秒脉冲红外激光进行切割负极材料过程对比实拍,能清晰的看到在切割铜箔材料时,绿光切割没有明显飞溅物,切缝窄,而红外纳秒脉冲激光在切割铜箔时,切缝大,通过显微镜观察样品效果,纳秒绿光切割纯铜箔几乎无毛刺,热影响40μm,纳秒红外切割毛刺在5μm左右,热影响50μm;同时对比离焦0.7mm处的切割情况,此时纳秒红外不能有效切断,而纳秒绿光仍可以有效切割。


绿光切割铜箔高速视频 红外切割铜箔高速视频


绿光离焦切割铜箔 红外离焦切割铜箔
绿光切割焦深更大,对现场自动卷绕大规模生产兼容性更好,切割质量更优,良率更高。
2.石墨层切割
石墨涂层对比,由于绿光光斑聚焦小,能量密度高,使用绿光切割的石墨平整度要比红外更好,而红外切割边缘会有存在波浪边,影响最后多层压叠的平整度。


绿光切割石墨 红外切割石墨
石墨涂层对比,由于绿光光斑聚焦小,能量密度高,使用绿光切割的石墨平整度要比红外更好,而红外切割边缘会有存在波浪边,影响最后多层压叠的平整度。
3.石墨与铜箔交接处切割
绿光切割铜箔石墨连接处 红外切割铜箔石墨连接处
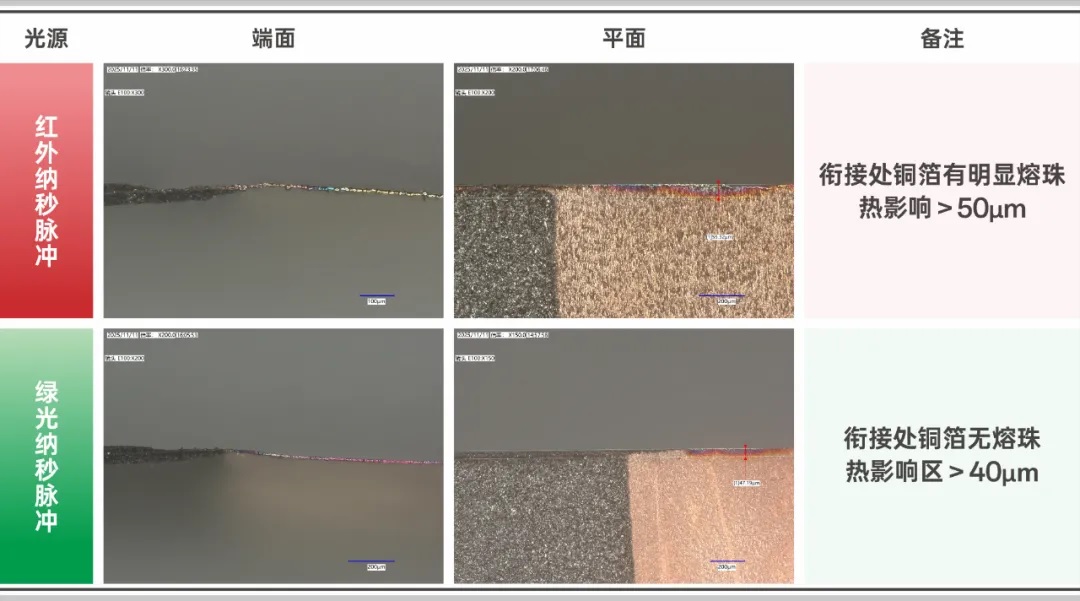
在切割石墨与铜箔衔接处,由于材料吸收率的原因,纳秒红外因为热量太高导致衔接处铜箔熔珠特别明显,而纳秒绿光能实现无熔珠的切割效果。
4.切割效果数据对比
铜箔层切割

在锂电池铜箔切割应用中,绿光纳秒脉冲激光(532nm)相比红外纳秒脉冲激光(1064nm)展现出显著优势。由于铜对绿光的吸收率远高于红外光,使得绿光在较低功率(120W)下即可实现高达150m/min的切割速度,超越红外300W的90m/min;同时绿光切割的边缘毛刺控制在0-5μm(红外为5-10μm),且无熔珠残留,切割焦深达±1.0mm(红外仅±0.3mm),从而有效避免了由于铜箔在高速传送过程中的抖动而产生的切不断现象发生。这些特性共同促使绿光切割的生产良率超过99.995%,远高于红外的95-99.5%,从而在锂电铜箔切割中实现更高效率、更优质量和更稳定的工艺性能。
石墨涂层切割数据

在锂电负极片石墨层切割工艺中,绿光纳秒脉冲激光器相比红外激光器同样展现出显著优势。虽然两者在切割效率(60~90m/min)和切割焦深(±0.7mm)上相近,但绿光激光的热影响区仅为25μm,比红外的35μm降低约 28.6%,说明绿光被石墨材料吸收更高效、能量更集中,从而大幅减少热扩散对周边材料的损伤。
更重要的是,绿光切割实现了“无漏铜”,完全避免了红外切割中因铜箔基底暴露可能导致的电池短路风险,同时端面与平面毛刺均为零。这些特点使绿光激光在提升负极片切割精度、保障电池安全性与电化学性能方面更具竞争力,尤其适合高可靠性的锂电池制造需求。
铜箔&石墨过渡区切割数据对比

在锂电负极片极耳(铜箔与石墨交接处)切割工艺中,传统红外激光由于石墨层和铜箔层材料吸收差异较大,特别是石墨层的吸收远高于铜箔的吸收,导致红外在进行铜箔与石墨交接处切割时在铜处容易产生较明显的熔珠现象。绿光激光在铜箔表面的吸收率更高,极大改善了这种现象,能量集中,因此切口几乎无毛刺(0-5μm)、无溶珠、无漏铜,热影响区极小,有效保护石墨层结构完整性;同时切割速度可达150m/min,切割焦深达±0.7mm,对料带高速传输过程的抖动适应性强,生产良率超过99.99%。这些特性使绿光激光在极耳切割中能够同时提升切割质量、效率和可靠性,是未来高端高安全动力电池的精密制造需求。
以上数据表明,大圆柱电池负极片材料切割,绿光相对红外的效果有明显的改善,特别在铜箔的切割焦深,狭缝的切割良率;石墨涂层的热影响区,切割端面的平整度;过渡区域的切割熔珠控制,切割效率和毛刺水平的提升等方面,都具有积极的作用。
05. 绿光在正极材料切割上表现同样出色
脉冲绿光不仅在电池负极材料应用上表现优异,同时在电池正极材料切割上,表现出比红外激光更优的切割潜力,特别在正极片陶瓷层的切割上,短波长对高分子材料的冷加工方案,有助于大幅提高AT陶瓷层的切割效果,有效降低切割毛刺和热影响,对电池安全性有积极的作用。厚度为25μm左右的陶瓷复合材料,切割毛刺比红外激光降低接近50%,最大毛刺小于10μm, 最大端面毛刺平均值接近隔膜厚度7μm左右。

注:正极片切割,使用红外和绿光效果都不太好,由于涂层材料的熔点明显较中心铝箔的熔点高,高速切割时,热影响对中间金属层容易产生熔珠。即使采用多次切割的方式,有一定程度的改善,但仍然未满足批量生产要求。
06. 高功率光纤绿光激光模切方案得到头部客户认可
公大激光高功率绿光激光器在锂电池极片模切领域实现多家头部厂商导入和应用,该技术已通过最严格的市场验证,步入成熟商用阶段。这一市场与技术的双重突破,正驱动着锂电极片切割工艺迈向一个更精密、更高效、更可靠的新阶段,为产业链的提质降本与智能制造升级提供了关键技术支撑。