 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



Cutmetall Recycling Tools位于德国图林根州艾斯菲尔德,隶属于Cutmetall集团,是一家拥有约40名员工的原始设备,为回收行业生产易损件和备件。“我们生产1-20000件的批量产品,但平均批量在20-200件之间。”总经理Florian Fischer说道。

TurnStacker Premium作为一款极为紧凑的机器人单元,在有限的空间内提供了特别高的工件容量,并可处理直径达230mm的零件
Cutmetall希望通过一个“F1项目”在最短的时间内收集关于自动化的宝贵知识。该项目的目标是测试新的标准和流程,并创建程序和设备,以便在2025年直接将其应用于Fastems的大型整体解决方案中。这为快速启动自动化奠定了基础。

Fischer称,MMS将决策天平推向FPT
项目启动之前,Fischer就对企业的自动化程度有了明确的评估——这与许多其他企业截然不同:“这取决于您对自动化程度的理解。我们拥有12台机床、1台锯切中心和3台上下料机器人。对于许多人来说,这可能已经属于高端水平,但对我而言并非如此。从精益制造的角度来看,这里没有充分区分增值和浪费。自动化的目的不是为了维持某种运行状态,而是为了实现尽可能多的主轴运行时间,这才是我们赚钱的方式。”
目标是连接多台机床
Fischer表示,员工短缺是该公司最大的瓶颈。“此外,我们能够全天候生产的设备不够,到目前为止还没有一台卧式铣床。即使在立式铣床上,切屑清除也是最大的瓶颈,因此无法实现全天候自动化生产,特别是我们还没有足够大的刀具存储库。”
为了改变公司的现状,股东Oliver Huther和Fischer启动了F1项目,同时考虑了未来计划采用Fastems的多级系统(MLS)将多台机床连接到一个生产系统中的雄心勃勃的自动化计划。目标:通过一个可管理的解决方案,在最短的时间内积累尽可能多的自动化经验。
为此,Cutmetall在进行相应预先规划后,决定引入多项生产标准。
实现F1项目的目标
Fischer称,为了考察各种自动化解决方案,他旅行了数千公里:“这也是为了避免重蹈他人可能已经犯过的错误。”
2022年9月,Cutmetall在AMB展会上首次与恒轮接触,并在那里看到了卧式五轴加工中心HF 5500。在Fastems的展台上,他最终找到了合适的自动化设备——柔性托盘塔(FPT)。“不久之后,我们直接从恒轮的生产线上收购了一台加工中心,并额外订购了一台可短期交付的FPT以及一台翰默的刀具预调。我们的目标是,在第二年的4月就将整个系统联网并投入生产。”
FPT-1000节省空间的设计尤其打动了Fischer,它可以在狭小的空间内运送大量托盘,用于机床自动化。FPT-1000设计用于承载1000kg(包括托盘)的有效载荷,托盘尺寸为500×500mm至630×630mm。FPT占地面积仅为19m2,可容纳12-24个托盘,分为两种不同的高度,因此只需一台机床即可实现高产量的订单生产。
Fastems成为决定性因素
从Fischer的角度来看,关键的是整体解决方案,因为机床、刀具预设和自动化必须整合在一起。“对我而言,三个行业之间的软件接口至关重要。Fastems的制造管理软件(MMS)是选择FPT的关键因素。”
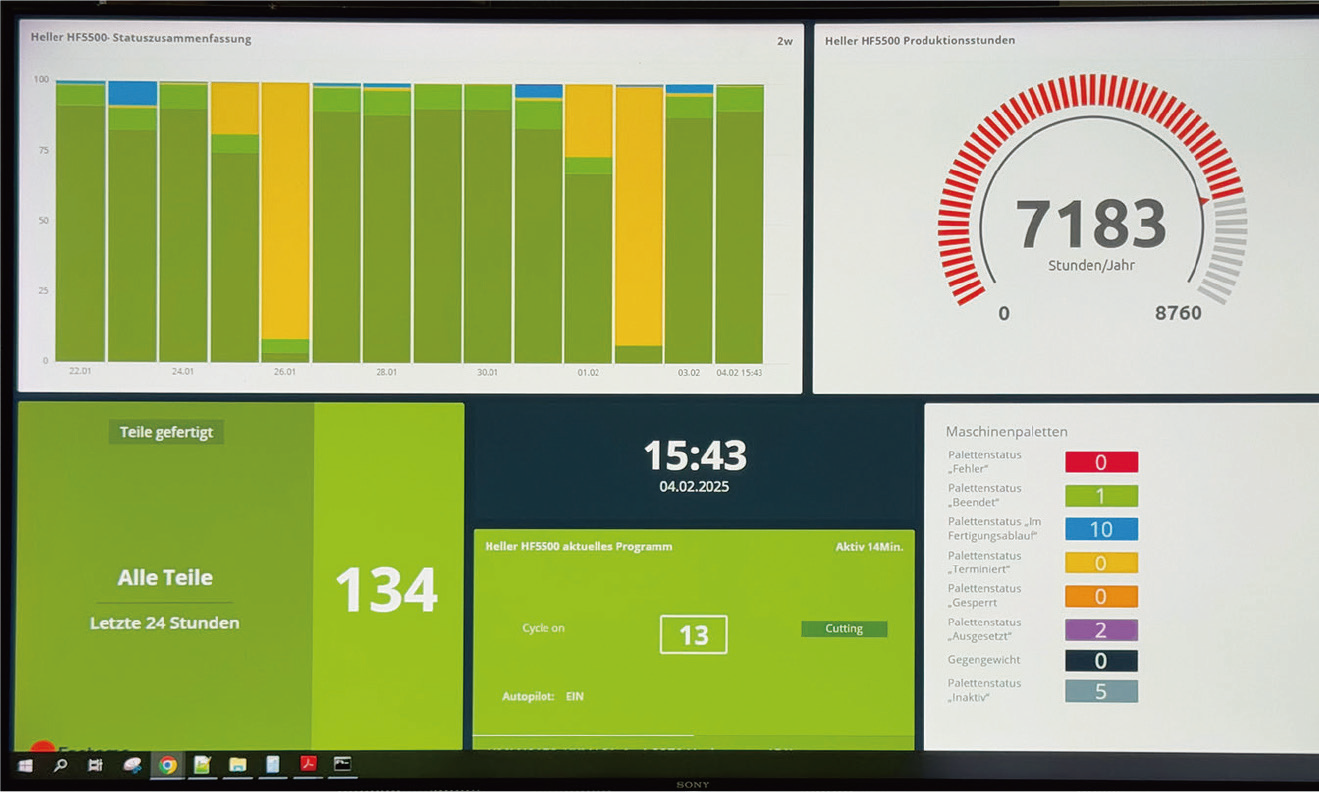
Fastems的仪表板可一目了然地显示生产率和利用率,根据图上显示,Cutmetall在自动化模式下生产了7183个小时
Fastems的MMS是自动化切削加工规划、监控和执行控制系统,可提前96小时规划生产。对于Fischer,MMS的一个特别优势在于它将制造资源放在首位:“MMS在每个订单之前都会进行检查,只有当原材料、NC程序、刀具(包括检查刀具寿命)、设备等准备就绪后才会开始生产。这大大减少了加工中的工件数量,这些工件通常会在车间里放置到下一个加工步骤。”
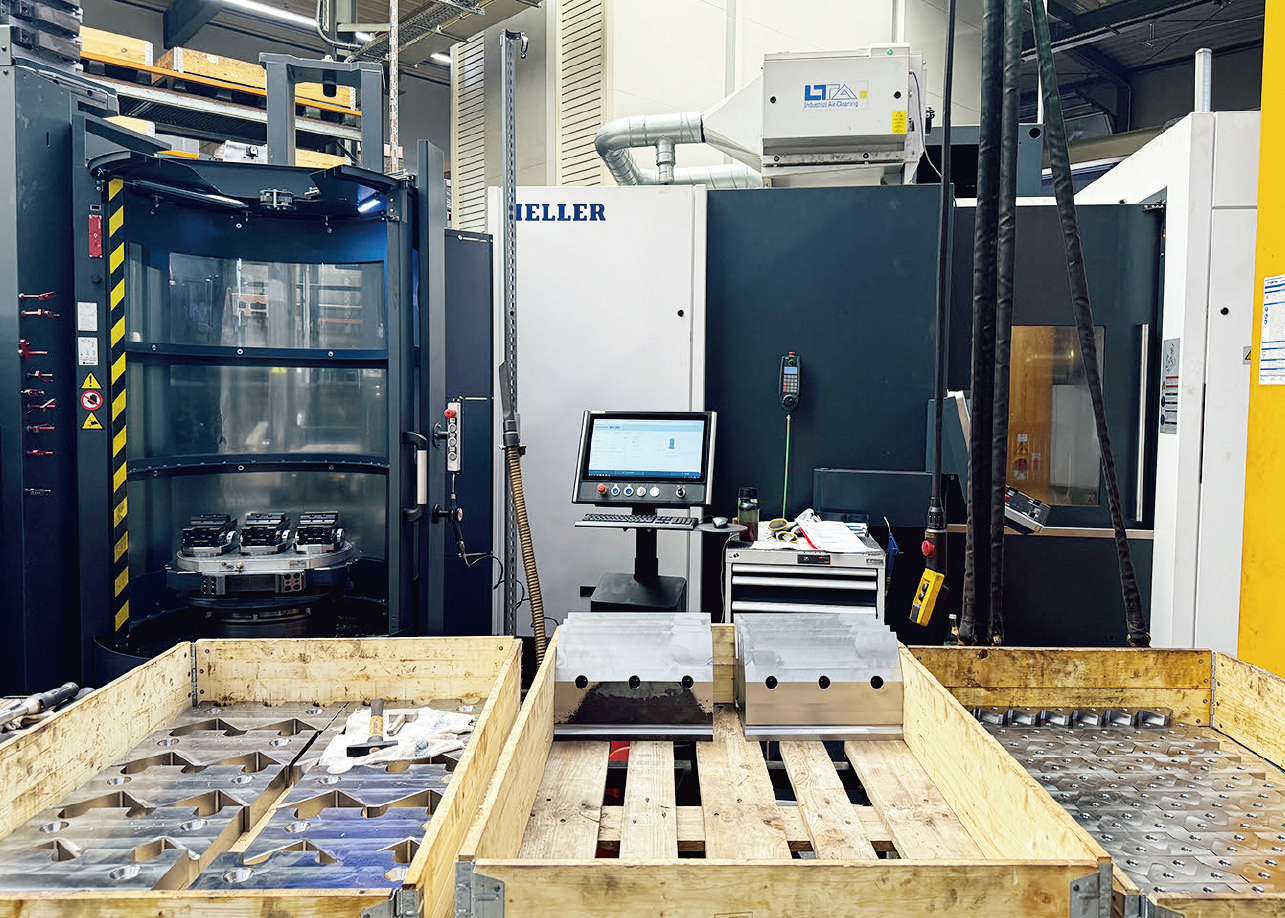
FPT-1000与恒轮公司的HF 5500卧式五轴加工中心相连
集中管理所有生产资源
一旦将订单的主数据存储在MMS中,重复订单就可以立即调用,从而可以立即开始生产。“这可以节省大量时间,前提是原材料、托盘和刀具都准备就绪。在此方面,MMS负责完整的刀具管理,并将相应的订单分配给刀具预设。因此,MMS集中管理所有重要的生产资源。有人说软件无法制造切屑,这是正确的。但是,MMS对于提高主轴的有效工作时间起到了关键作用,因为机床每浪费一分钟,就意味着切屑。”Fischer说道。
保持成品流畅流动
Cutmetall的FPT-1000目前共有18个不同高度的托盘。工件夹具都位于机床托盘上,并一直留在那里。通常情况下,一个托盘上总是放着相同的工件或部件。对于多面加工,工件在OP10之后会转移到OP20上,并留在同一个托盘上。
“当托盘从FPT出来时,我们总是有一定数量的OP20完成件和一定数量的OP10毛坯件,而其他零件则在首次侧面加工后重新夹紧。每个托盘的加工时间在30-90分钟之间。”Fischer说道。
Cutmetall每天进行两班生产,自动化系统还在夜班期间无人值守地运行。“由于此时切屑的清除是最大的问题,未来我们将把所有机床的切屑自动运输到一个大型的中央容器中,”Fischer说道,“通过F1项目,我们每年已经实现了7000多个小时的自动化生产,其中90%的时间用于主轴操作,10%的时间用于托盘和刀具更换。对于我们这样的一家中型企业来说,这是巨大的成功。”
作者:Martinus Menne
来源:荣格-《国际金属加工商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


