 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



拥有430余名员工的赖内工厂目前是Renk Rheine第二大生产基地。作为“船舶工业”业务板块的重要支柱,该工厂专注于为全球客户生产变速箱与离合器解决方案。
Renk Rheine工厂与夹具专家Röhm的合作已持续超过15年。投入使用的产品系列涵盖平面卡盘、夹爪、手动/动力卡盘及平口钳等,同时提供标准与定制化配置。机械制造主管Carsten Jaeger表示:“在集团其他生产基地,Röhm也早已成为满足所有夹紧需求的固定供应商。”
Renk Rheine于2024年采购了Röhm液压卡盘。这些卡盘通过托盘库为由3台机床组成的生产线供料,工件在机床外部完成夹紧并设有缓冲暂存区。项目核心要求是实现极高的定心与径向跳动精度,并确保与未来自动化方案的兼容性。Renk Rheine对加工流程及相应卡盘提出的核心要求,正是尽可能高的定心与径向跳动精度。Jaeger补充道:“我们的另一个目标是确保系统具备未来兼容性,例如支持机器人自动上下料。”
可灵活扩展的制造系统
经过系统化的选型流程,Renk Rheine最终采用7套Röhm公司KFG型动力卡盘,规格涵盖400mm与630mm两种直径。这些卡盘配备六爪1/16"×90°细牙棘齿结构,支持径向调节以适应不同工件尺寸与夹紧直径。
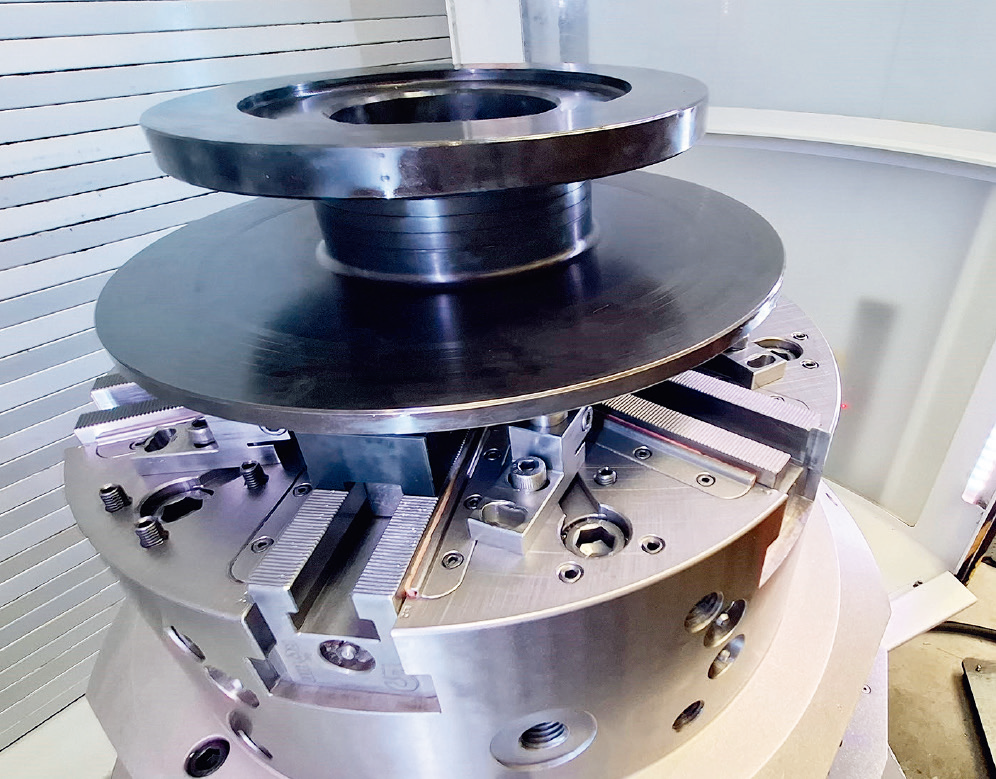
采用Röhm夹具制造联轴器
三组对称分布的卡爪组实现定心补偿夹紧,不仅能均匀分布夹紧力,更能有效补偿工件圆度偏差,确保加工过程中始终保持对中夹持状态。
在项目后续推进中,生产线新增一台机床设备。Renk Rheine为此增购5套同型号卡盘。这一稳健且可扩展的工艺方案验证了当初夹具系统决策的正确性。
Jaeger进一步详解:“我们特意保持系统的柔性配置,便于根据实际需求灵活扩展加工设备数量。此外,我们仍致力于在中期规划中为系统集成机器人单元,从而在机床缓存不足、系统空转时段实现生产资源高效利用。”

采用Röhm夹具完成离合器法兰切削加工后,在机床车间进行触觉测量
除传统单件生产外,Renk Rheine同样致力于小批量制造。“这两种生产模式都需要面向未来的解决方案。”Jaeger阐释道。首要任务是选定能确保单件与批量生产均保持高效产能的制造系统,继而精准择选适用于高要求工件的夹具,确保其具备可重复的精度稳定性。
项目目标是通过仅两次装夹,在单一机床上完成弧形齿联轴器壳体的全部加工,集成了车削、钻孔、铰孔、攻丝及齿形加工等多道工序。“我们成功实现了这一目标,”Jaeger表示,“如今这类工件仅需两次装夹即可完成,而以往需要3-4台机床协作。”
这一技术突破得益于专用卡盘的应用。“Röhm提供的夹具系统为加工提供了必要的精度保障。”这位生产主管强调道。
装夹流程优化
“工件在机床外部完成装夹,这意味着纯加工时间不会因装夹操作而产生任何非生产性耗时,”Röhm销售工程师Thorsten Nolte指出,“卡盘通过定位销在托盘上实现定心,借助槽块进行定向定位,并通过螺钉与槽块完成固定。工件装入卡盘后,将在仓储架上暂存待加工。”
“新夹具系统获得生产团队的认同至关重要,”Jaeger说明,“初期团队存有顾虑——因以往依赖经验与手感进行手动装夹。通过贴近实际的测试验证,并为不同零件设定科学夹紧参数后,新方案已完全融入日常作业。如今团队更倾向于采用新系统作业。”
机械加工师Fabio Michler站在由Röhm夹爪装夹的工件前
Röhm通过培训与技术支援全程护航。“我们的服务工程师为用户的转型提供全方位支持。”Nolte表示。Jaeger对此确认:“Röhm始终保持及时响应,为我们提供了全面保障。”
生产订单由ERP系统统一管理,涵盖夹具、数控程序与刀具等全要素数据。车削、钻孔及齿形加工等工序现集成于单台机床完成。标准弧形齿壳体从毛坯到成品耗时已压缩至1小时以内——而传统模式需多台机床及多达5次装夹。
从特殊夹具询价到交付历时约10个月。如今Renk Rheine显著获益于加工周期的大幅缩短与生产灵活性的提升。“投资新机床、线性仓储系统及适配夹具技术的决策需要魄力,”Jaeger总结道,“但这一步已展现其卓越价值。”
来源:荣格-《国际金属加工商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


