 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



位于北莱茵-威斯特法伦州东北部的东威斯特法伦-利普地区是德国领先的经济区域之一。该地区以中小型企业为主,这些企业通常为家族企业。其中之一就是位于胡尔霍斯特的Heidkamp Metallbearbeitung。2008 年,创始人Jörg Heidkamp在一个车库里用2台新的三轴加工中心开始了创业。2009年,公司引进了CAM系统;2012年,在专门建造的厂房中安装了第一台五轴加工中心。不久后,又添置了一台五轴机床,这是截至2023年的最新机型。从一开始,该发展就伴随着工件夹紧技术的一贯理念。
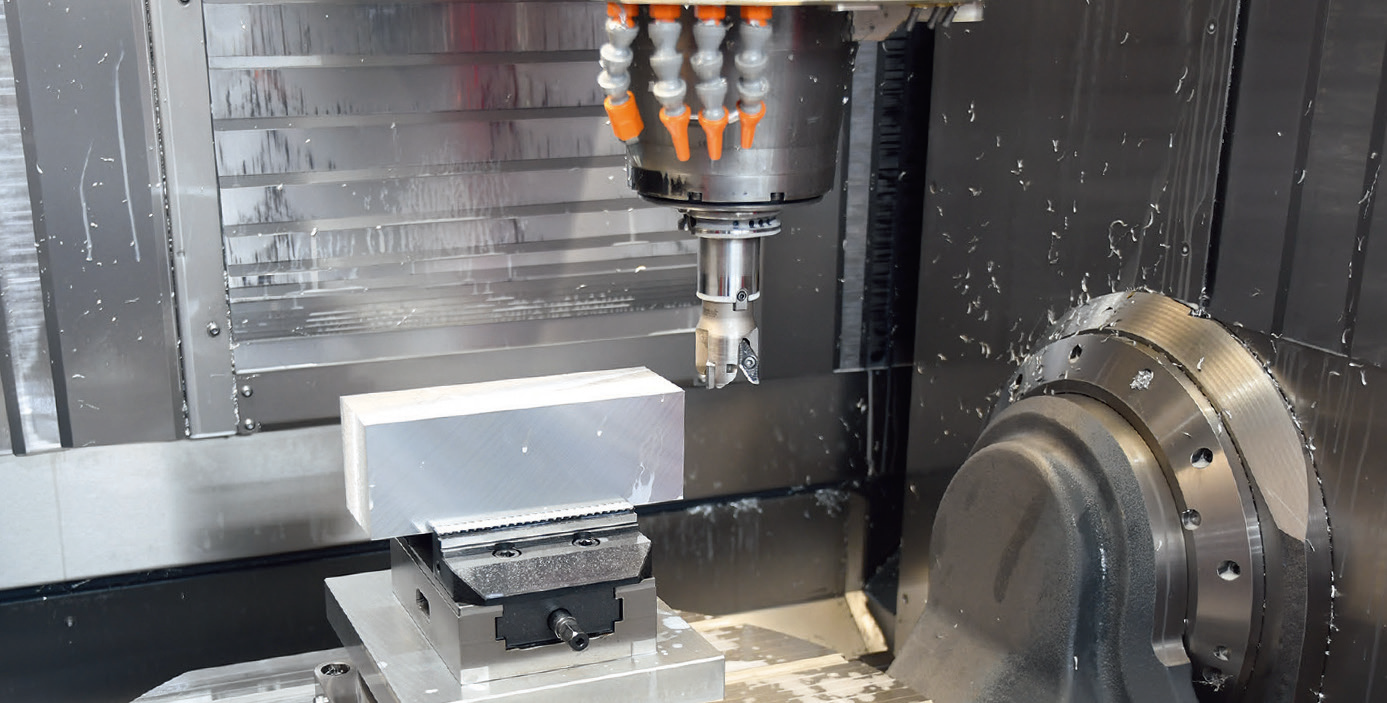
固定在托盘上的中心夹具使Heidkamp Metallbearbeitung的换模时间极短,并几乎完全消除了非生产时间
“2012年,我们在订购了五轴机床并开始详细规划工件夹紧后,就联系了Gressel。”现任公司负责人Jan Heidkamp说道。Gressel 负责德国北部和东部地区的销售工程师Reiner Hartmann提出了一种新的夹紧解决方案,在成功完成测试阶段后,Heidkamp公司采用了该解决方案,包括零点夹紧系统和控制台。
灵活加工各种材料
除铸铁外,所有常见材料都可以加工,其中大部分是铝材。目标是在短的准备时间内灵活生产各种尺寸的部件。通常的批量大小在1-10件之间,很少达到100件。特别是单件和原型件,交货期往往非常紧迫。部件尺寸从火柴盒大小到1000×600mm不等。大型刀具库和托盘系统的自动化使复杂的订单也能经济地完成。
公司成立仅1 年后,Heidkamp 就投资购买了CAM 系统,以高效地编程加工流程
Hartmann透露:“在胡尔霍斯特,Heidkamp使用了我们的Centrinos中心夹具。“这款夹具结构紧凑,非常适合当地的部件。”
他还透露:Jan最初看好的其实是一款固定夹具,用他的话说就是“一种众所周知的方案”。然而经过测试阶段,他完全被中心夹具所折服。“在较小夹深条件下,我们仍能实现极高的夹持力,从而获得出色的切削加工性能。此外,不同型号配备相应夹具,使我们能够高度灵活地应对各种工况。”
例如当加工区域受限且需使用短刀柄时,Heidkamp可采用更窄(65mm)的夹具,由此带来的优势就是工件加工的稳定性与精度得以保障。
自动化提高了产量
Heidkamp投资购买了另一台无需自动化的五轴机床。很快,提高产量的需求变得迫在眉睫。由于不希望采用轮班制,因此第二台机床配备了托盘交换系统,实现了自动化。
除了缩短生产周期,Heidkamp还致力于提升生产柔性,实现重复性零件的无人化加工。“凭借在手动操作领域积累的经验,Centrinos夹具顺理成章成为自动化方案的选择,”Jan如是说,“16个工位的配置使我们在下班后也能持续生产,即便是单个零件。通过这种方式,我们既提升了产能,又缩短了交付周期。”
再次起决定性作用的是Centrinos的灵活性和安全的夹紧功能。Jan说道:“这些系统非常坚固,能够可靠地完成工作。这才是最重要的。”
实现最大灵活性
2023 年,Michael Jürging加入了Heidkamp。双方之间已经存在联系:Jürging经销Hedelius机床和Gressel夹具,因此Hartmann充当了联系人的角色。他的专业支持在胡尔霍斯特已经得到了认可。

Hedelius Acura 65是Heidkamp目前的主力设备——配备大型刀具库、托盘交换系统和适合自动化生产的夹紧技术
这次,从一开始Heidkamp就确定要投资购买一台自动化机床。“现有的16托盘已经达到了产能极限。第二台设备将减轻生产负担,并带来额外的产能。”Jan解释道。对他而言,这是一台关键设备。经过多次咨询和对梅彭工厂的参观,他最终选择了Acura 65。这次参观几乎完全确认了所需的配置,主要侧重于实现最大的灵活性。

Heidkamp使用的Centrinos中心夹具及其后续产品C2.0可确保对各种部件进行灵活、精确且稳定的夹紧
作为立式机床,Acura 65占地面积小,工作空间宽敞,令人印象深刻。Heidkamp选择的相对高转速主轴还具有足够的扭矩,能够很好地处理该合同制造商的所有材料。Jan强调:“对我们来说,重要的是机床可以从侧面自动操作,并且从前面可以自由进入。这样就可以实现良好的混合生产。此外,在自动化方面,多机床操作选项对我们也很重要,这样我们将来就可以用托盘交换系统为姊妹机提供服务。”
该系统最多可容纳50个托盘,目前约有30个托盘在使用。随着第二台机床的连接,整个托盘交换系统将得到充分利用。“Heidkamp特别考虑了刀具库的灵活性,”Jürging强调道,“一个拥有245个刀具的刀具库,如今可将准备时间缩短到几乎为零。”
具有扩展夹紧功能的后续产品
当自动化系统在托盘尺寸和地面间距方面的配置方案明确后,Jan解释道:“我们再次与Hartmann共同规划了夹具方案,旨在通过优化配置为我们的小批量生产实现最短的换模时间与最大产能。”
Centrinos已不再适用。因此,其升级型号——第二代中心夹具C2.0成为了Heidkamp的新选择。“由于第二次自动化改造拥有更多托盘资源,我们通过优化配置将所需更换的夹具数量降至最低,”Jan详解道,“如今所有夹具均固定安装在特定托盘工位上,使非生产时间趋近于零。”
面向未来需求的准备
“今年内我们将引入全新物料管理系统,”Jan透露,“现有生产计划体系虽运行良好,但为应对日益增长的个性化零件与定制尺寸需求,我们必须未雨绸缪。”去年该企业投产了首台车床,并持续拓展新的业务领域。
尽管规模持续扩张,企业仍将保持5名员工的核心团队架构。“这样的规模让我们感到舒适,”Jan强调,“况且提升产能另有他途——我们正通过强化编程能力与自动化技术实现可预估的生产周期。接下来还将对两台姊妹机床实施自动化改造,届时产能将获得额外提升。”
本文译自德国Werkstatt und Betrieb杂志
作者:Michael Hobohm
来源:荣格-《国际金属加工商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


