 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



近年来,航空工业不断追求轻量化与高性能,碳纤维增强塑料(CFRP)凭借其轻质高强的特性被广泛应用于飞机结构件。然而,传统的热固性CFRP有一个致命弱点——它无法像金属或热塑性塑料那样被熔化焊接,这成为制约飞机高速生产和材料创新的关键瓶颈。
如今,日本东丽公司通过开发一种热熔焊接技术,成功实现了热固化性CFRP与热塑性CFRP的高效连接,为航空制造业带来了重大突破。
技术瓶颈:CFRP的“焊接”难题
目前,飞机上广泛使用的CFRP主要是热固性CFRP。一旦固化,其形态便永久固定,无法通过加热重新软化连接。因此,在飞机制造过程中,热固性CFRP部件的组装主要依赖于机械连接(如铆接)或胶接。这两种方法都存在明显短板:铆接会增加重量并可能损伤纤维;胶接则固化时间长,且对表面处理和环境条件要求苛刻。这些都严重拖慢了飞机的生产节奏,成为高生产率目标的“拦路虎”。
与此同时,为了优化性能与成本,飞机结构正朝着“多材料化”方向发展,即在同一结构中整合热固性CFRP、热塑性CFRP乃至铝合金等多种材料。传统的连接技术难以实现这些异质材料间高效、高强度的结合。
因此,随着航空器生产效率的提升和多材料结构化的需求增加,开发一种能够实现热固化性CFRP高效率、高强度焊接的技术变得迫在眉睫。东丽公司针对这一挑战,致力于研究一种创新的焊接技术,旨在革新热固化性CFRP的组装工程,实现与铝合金飞机零部件相当的生产效率,并推动热固化性CFRP与热塑性CFRP的多材料结构化。
东丽的破局之道:为“不可焊”材料披上“可焊”外衣
东丽公司开发了名为“热熔焊接技术”的革新工艺,它是一种通过利用热塑性熔接层将热固化性CFRP牢固连接的热熔焊接技术。通过这种技术,即使是通常难以熔接的热固化性CFRP,也能像热塑性材料一样快速、高强度地焊接在一起。
这个过程可以形象地理解为两个步骤:
(I)赋能:为天生“不可焊”的热固性CFRP穿上了一件“可焊”的“热塑性外衣”。
(II)连接:利用这层“外衣”,通过加热、加压(如超声波焊接)的方式,将其与另一个热塑性CFRP部件或其他热塑性表面高速地熔合在一起。
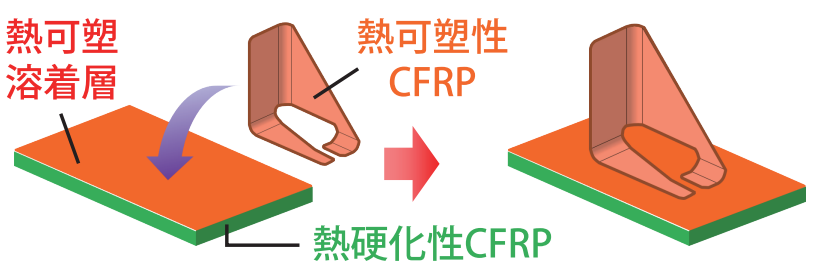
这就好比给两块木头(热固性CFRP)的接合面都贴上了双面胶(热塑性焊接层),然后只需将胶面贴合加热,便能瞬间粘牢,从而绕过了木头本身无法熔接的难题。因此,通过东丽的专有技术,成功实现了热固化性CFRP与热塑性CFRP之间的热熔接。这一过程不仅提高了焊接效率,还确保了连接部位的高强度。
这项技术带来了多重革命性优势:
高速高效:焊接过程可在数十秒内完成,相比需要数小时固化的胶粘剂,极大地缩短了装配周期,为实现飞机的高速率生产扫清了障碍。
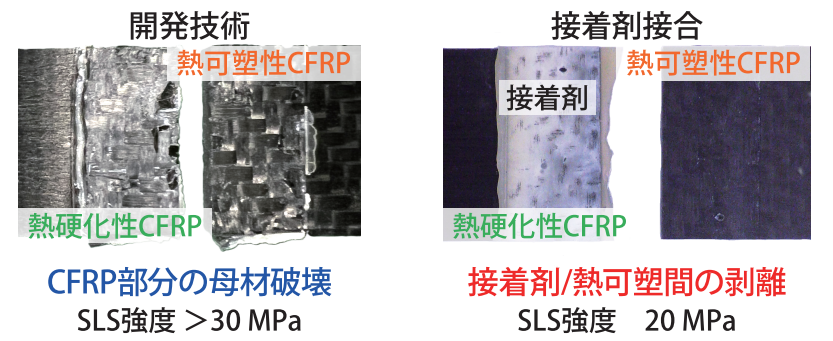
接头强度高:实验数据令人振奋。通过单搭接剪切(SLS)测试,采用此项技术的焊接接头强度超过了30 MPa。更为关键的是,破坏面观察结果显示,失效发生在热塑性CFRP基体内部,而非焊接界面或热塑性层与热固性CFRP的界面。这有力地证明了焊接接头的强度甚至高于热塑性材料本身,实现了真正牢固的“本体”连接。相比之下,传统的胶接试样则出现了胶层与热塑性膜的剥离,强度上限受限于胶粘剂。
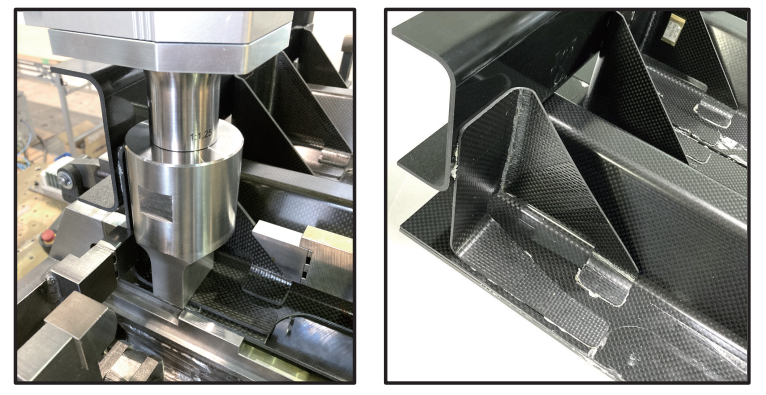
实现多材料整合与自动化:东丽已成功开发出由机器人系统执行的自动化超声波焊接技术,并利用该技术成功组装了一个由“可焊接”热固性CFRP部件和热塑性CFRP部件构成的多材料结构示范件。这证明了该技术完美契合工业4.0的自动化、智能化生产需求,并能轻松实现热固性与热塑性CFRP的混合结构制造。
未来展望:从实验室迈向广阔天空
东丽的这项热熔焊接技术,不仅仅是连接工艺的简单替换,更是对飞机制造,特别是CFRP部件装配流程的一次根本性革新。它不仅有望解决热固性CFRP自身的装配效率问题,更打开了通往轻量化、高性能、低成本多材料结构的大门。
目前,东丽正致力于将这一高速率生产工艺推向实用化。未来的工作重点包括:将该技术与CFRP部件成型、无损检测等上下游工序进行整合联动,并开展更大规模的工艺流程验证,最终目标是在真实的航空制造环境中实现社会性应用。
