 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



瑞典皇家科学院将2019年诺贝尔化学奖授予约翰·古迪纳夫、斯坦利·惠廷厄姆和吉野彰,以表彰他们在锂离子电池研发领域作出的贡献。时至今日,锂电池作为最主要的便携式能量源影响着我们人类生活的方方面面。如果没有锂电池,就不会有如今的便携式穿戴设备、手机、电动汽车等等。97岁高龄的古迪纳夫是世界公认的锂电池之父,目前正在研究高能量密度、高安全性的固态电池,希望能够解决人类潜在的能源危机。他说:“我想在去世前解决这个问题,我才九十多岁,还有时间。”
锂离子电池由于其高能量密度、长寿命和大容量,在便携式电子产品、电动汽车和储能系统等领域的使用量快速增长。锂离子电池全球市场价值在2023年超过650亿美元,预计未来8年将增长 23% 以上,面临供不应求的局面。作为清洁能源中的“白金”,锂是大小型锂离子电池的关键成分。
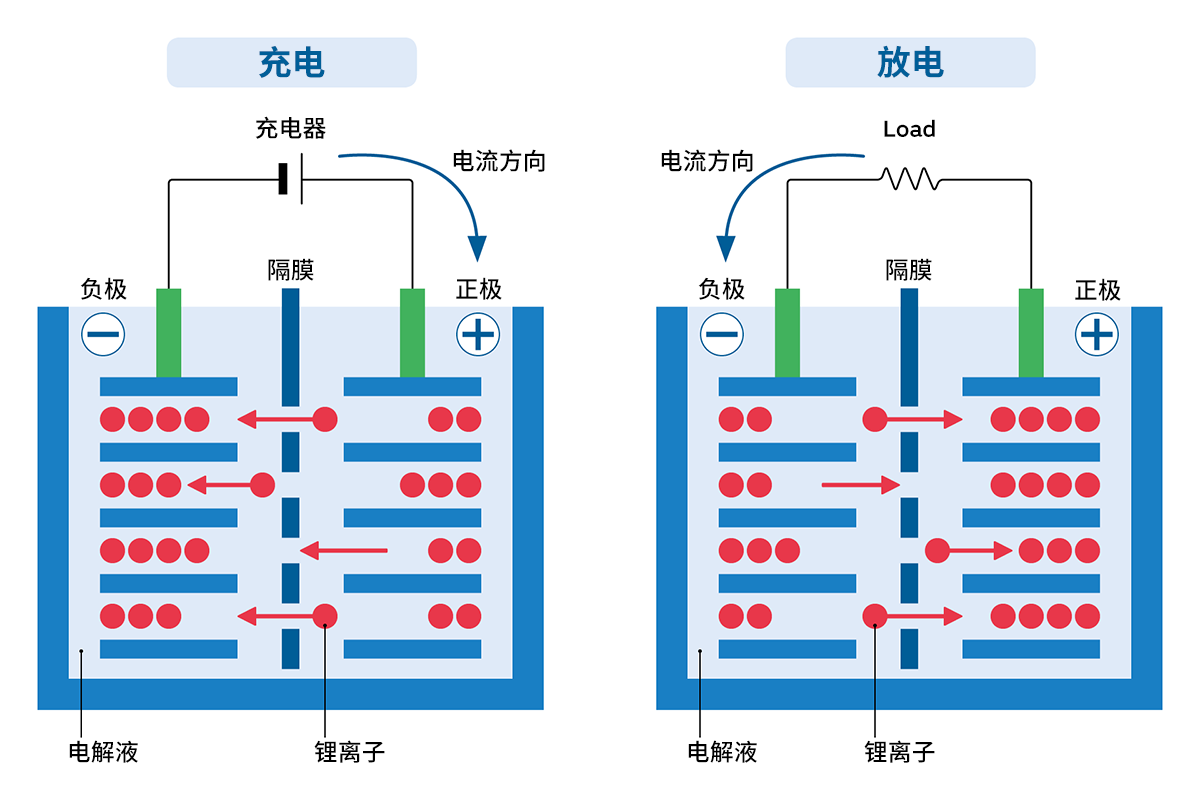
图1.锂离子电池工作原理
正极材料回收意义重大
国际能源署指出,由于锂开采和提炼高度集中,预计到2035年全球锂需求将达370万吨锂当量,但现有项目按计划推进的情况下仍可能出现40%的短缺。该机构预测到2025年可能出现小幅供不应求(4~6万吨),但需求增长更快,到2030年短缺量可能达76.8万吨。电动汽车行业需求占据新增需求的90%,预计到2035年电池应用(含电动车、储能等)将贡献95%的锂需求增长。数据显示,2023年至2024年全球锂需求增长两倍,而同期供应仅增长约6%。
随着电动汽车成为一种更可持续、更高效的交通工具,对锂离子电池及其原材料的需求持续增加。然而,电动汽车中锂电池的使用寿命从8年到10年不等,电动汽车市场的快速扩张导致了越来越多的报废锂电池,对环境保护、资源节约和锂离子电池供应链的可持续性提出了重大挑战。
在锂离子电池的各种组成部分中,商业化的正极材料,如锂钴氧化物(LiCoO2)和高压富镍层状过渡金属氧化物(NMC),由于其复杂的结构和对电池成本的高贡献,回收尤为重要。废锂离子电池含有钴、镍和锂等有价值的金属,其浓度明显高于天然矿石。
研究表明,处理5~15吨废锂可以产生1吨电池级钴,相当于从300吨原矿中提取的钴量。这些关键材料,特别是天然矿产资源的价格波动,阻碍了行业的可持续增长。回收和再利用这些金属不仅降低了制造成本,提高了经济效益,而且还能促进稳定的闭环锂离子电池制造和回收系统的发展。
目前,工业规模的锂离子电池回收主要依靠火法和湿法,通过高温焚烧或广泛的化学浸出过程来回收有价值的金属。虽然这些技术已经被证明了一些有效性,但是存在能源效率低、环境负担重、金属回收不完全、产品纯度受限和产生有害副产品等缺点。传统的湿法冶金方法回收的锂,主要以碳酸锂(Li2CO3)或硫酸锂(Li2SO4)形式存在,而高镍正极材料制造需要氢氧化锂(LiOH),这势必导致了额外的原料转换步骤。至于直接回收方法,包括分选和修复阴极材料,大多停留在实验室规模,工业应用有限。因此,开发绿色、高效、循环利用的电化学回收技术对于可持续电池产业至关重要。
把废旧贫镍正极升级为高价值富镍材料
锂电池正极材料是锂离子电池的核心组成部分,通过锂离子的可逆脱嵌实现能量存储与释放,其性能直接决定电池的能量密度、循环寿命及安全性,占电池材料总成本的30%~45%。该材料涵盖钴酸锂、锰酸锂、磷酸铁锂与三元材料四大技术体系,广泛应用于新能源汽车、3C电子及储能领域。
随着正极材料的不断发展,市场正转向富镍成分,这一趋势突出了对回收过程的需求:生产符合当前市场需求的可回收正极材料。为了解决这一问题。美国伍斯特理工学院(WPI)研究团队开发出一种高效环保、可规模化应用的锂离子电池回收新技术,将升级回收过程与传统的湿法冶金方法相结合。相关成果发表在新一期《储能材料》(Energy Storage Materials)杂志上。
据WPI研究团队介绍,新技术包括如下的具体工艺流程——
一、预处理阶段
放电处理:首先对废旧锂离子电池进行完全放电,消除残余电量,确保后续操作安全;机械拆解:拆解电池外壳,分离出正极片、负极片、隔膜和电解液等组件;正极材料分离:通过N-甲基-2-吡咯烷酮溶剂 (NMP)超声处理,将正极活性材料从铝箔集流体上剥离;
干燥处理:将分离后的正极粉末进行干燥,去除残留溶剂和水分。
二、湿法冶金处理阶段
酸浸出:使用特定配比的酸性溶液(如硫酸、盐酸等) ,溶解正极粉末中的金属元素镍、钴、锰)等 ;选择性沉淀:通过溶液酸碱度值(pH)的调节和沉淀剂添加,选择性分离和纯化目标金属离子;溶液净化:采用溶剂萃取或离子交换等方法去除杂质离子,获得高纯度金属盐溶液。
三、材料升级合成阶段
化学计量调整:根据目标产物高镍固溶体材料 (LiNiO.83MnO.O6CoO.11O2)的化学计量比,精确调配金属盐溶液比例;共沉淀反应:在控制溶液酸碱度值和温度条件下,进行共沉淀反应生成前驱体;高温固相反应:将前驱体与锂源混合,在高温下(通常700-900℃)进行固相反应,形成层状富镍多晶材料;热处理优化:通过精确控制升温速率、保温时间和冷却条件,优化材料晶体结构和性能。
四、材料后处理阶段
球磨处理:对合成材料进行球磨,控制颗粒尺寸和形貌;表面修饰:进行表面包覆或掺杂处理,进一步提高材料稳定性和电化学性能;性能测试:对最终产物进行物理化学表征和电化学性能测试。
传统回收方法对废旧锂离子电池中贫镍正极混合材料的处理效率较低,且依赖高能耗工艺,产出的材料价值有限。WPI的新技术破解了这一难题,它专门处理废旧锂离子电池中常见的混合贫镍正极材料,通过湿法冶金工艺实现材料升级回收,不仅能回收92%以上的镍、钴、锰等关键金属,还能将其转化为高性能正极粉末,大大减少了对原始资源的依赖,提高了电池生产的可持续性。
根据WPI研究团队的研究数据,这种多功能回收技术整合了湿法冶金与直接回收的优势,有效地处理混合材料,展示了处理各种过渡金属成分的能力,从而促进了闭环回收系统。再生的正极材料(如袋式电池)已通过工业级测试,其寿命表现验证了技术可靠性。未来将通过进一步优化溶剂配方,实现良好的循环稳定性。新技术不仅不会损害电池寿命,反而能显著提升再生材料的性能表现,为循环经济下的电池性能设定了新基准。
WPI研究团队通过温和的化学处理和结构重构,使得回收的锂离子电池正极材料Ni83具有与原始材料相似的物理和电化学性能,接近2100毫安时(mAh)的初始容量指标,并在500次循环后容量保持率达88%,900次循环后仍保持85%以上。Ni83 是锂离子电池正极材料镍钴锰酸锂(NCM)的简称,属于三元锂电池材料的一种,镍含量为83%。它具有高能量密度、循环性能优异等特点,广泛应用于新能源汽车动力电池领域。
上述数据接近或优于部分原生材料电池,表明回收工艺未引入有害副反应或结构缺陷。通过选择性萃取和湿法冶金深度处理,再生正极粉末的晶体结构完整性得到保留,避免了传统高温回收导致的相变或成分偏析。溶剂萃取步骤可有效分离金属杂质(如铁、铝),确保再生材料的化学纯度,减少循环过程中的副反应。据悉,WPI研究团队开发的贫镍正极升级新技术,将废旧电池中的NMC111/LMO混合材料转化为LiNiO.83MnO.O6CoO.11O2多晶正极。
与原始贫镍正极(镍含量33%)相比,富镍材料因更高的镍含量(83%),锂离子脱嵌动力学更快,理论上充电速度优于NMC111,具备动力学优势。单晶结构整体性更强,锂离子扩散路径更均匀,能有效减少应力集中,避免微裂纹扩展。例如,粒径3.7微米的NCM83单晶颗粒在循环1000周后容量保持率达88.1%。而多晶高镍材料由多个小晶体团聚而成,快充时因锂离子快速脱嵌会导致晶粒间应力分布不均,易引发晶间裂纹和颗粒破碎。尽管单晶结构更稳定,但其制备难度较大(需更高煅烧温度),且成本较高,目前仍以多晶为主。随着技术的进步,单晶高镍材料未来或成为高电压快充电池的首选。
传统湿法冶金回收技术主要通过酸/碱溶液浸出电池材料中的金属元素,例如使用酸性溶液溶解正极材料中的金属氧化物,生成金属盐( 硫酸镍),再通过后续工艺分离回收。由于产生大量含重金属的废水、废渣,若处理不当可能造成土壤和水体污染。锂回收效率较低,且需进一步加工才能用于电池制造,增加成本。 工艺流程复杂,需精确控制反应条件(温度、溶液酸碱度值等),对操作人员要求高,且能耗较大。浸出过程中产生的硫酸盐废物需专门处理,进一步增加成本和环境负担。相比传统工艺,新技术节省8.6%能耗,减少13.9%碳排放。此外,升级循环湿法冶金方法产生了最高的盈利能力,展示了其利用混合原料的经济可行性和有效性。
使用微波辐射和易于生物降解的溶剂回收
从废电池中回收锂的传统方法对环境造成污染,且回收率低,回收的锂不到5%。美国莱斯大学一个研究团队开发的一项新技术,针对锂通常在所有其他金属之后才能沉淀出来的特点,使用微波辐射和易于生物降解的溶剂进行选择性锂回收。
该技术确保快速、高效且环保,在短短30秒内回收废旧锂离子电池中多达50%的锂,突破了锂离子电池回收技术中的一个重大瓶颈。研究结果发表在《高级功能材料期刊》(Journal of Advanced Functional Materials)。
莱斯大学研究团队使用氯化胆碱和乙二醇的混合物作为DES(深共晶溶剂)。DES是由氢键供体(如羧酸、糖类)和氢键受体(如季铵盐、金属盐)按特定比例混合形成的低熔点混合物,它通过氢键网络降低熔点,室温下呈液态,无需高温破坏化学键即可实现强相互作用。
DES主要应用新能源:用于锂电池电解液,提升锌空气电池循环寿命至1500次;药物开发:改善难溶药物溶解度(提升20倍),FDA(美国食品和药物管理局)批准的首个DES基透皮贴剂使布洛芬经皮吸收率达67%;文物保护:清除青铜器锈蚀物,清除率99.2%且无基体损伤;金属回收:从废旧锂离子电池正极材料中回收钴、镍等金属,回收率最高达97.6%。
研究人员此前发现,在DES浸出过程中,锂会被氯化胆碱中的氯离子包围并被浸出到溶液中。为了浸出钴或镍等其他金属,氯化胆碱和乙二醇都必须参与该过程。在这两种物质中,只有氯化胆碱擅长吸收微波。于是研究团队将电池废料浸入溶剂中,并用微波辐射对其进行轰击,从而能够选择性地从其他金属中浸出锂。
使用微波辐射进行此过程类似于厨房微波炉快速加热食物的方式,能量直接传递给分子,使反应发生的速度比传统加热方法快得多。使用微波工艺,研究人员发现浸出87%的锂需要15分钟,而通过油浴加热获得相同的回收率则需要12小时。
这项新技术可极大改善锂离子电池回收的经济性和对环境的影响,为解决日益严重的全球问题提供了可持续的新方案。
实验表明,只需调整 DES 成分即可实现对特定元素的选择性。另一个优点是溶剂稳定性,由于油浴法耗时较长,溶剂开始分解,而微波的短加热周期不会发生这种情况。这项突破性的新技术可以显著改善锂离子电池回收的经济性和环境影响,为日益严重的全球问题提供可持续的解决方案。
通过自循环电化学回收
莱斯大学另一个研究团队提出了一种自循环电化学回收技术,利用三腔体多孔固体电解质电解池,在高锂离子传输效率(tLi+> 90%)和高电流密度(>100安培/平方米)条件下,实现了硫酸锂溶液的高效电解,生成高纯度氢氧化锂和硫酸(H2SO4)。该方法避免了额外化学原料的使用,并可循环利用酸/碱,实现了全过程零废液排放。最终回收的高纯度氢氧化锂(>99.7%)和氢氧化钴(Co(OH)2)(>99.8%),可直接用于新电池制造。
传统湿法回收方法使用硫酸等强酸浸出正极材料,再用氢氧化钠或氢氧化铵沉淀分离金属离子,导致大量化学试剂的投入,并产生硫酸钠、铵根等废液并伴随最终产物中的杂质。新技术采用电化学酸/碱再生策略,避免了外部阳离子引入,并提高了资源利用效率。此外,采用三室固体电解质电解池可实现锂离子的定向迁移,比传统两腔体或多腔体膜电极组件(MEA) 的电解选择性和能效更高。MEA是燃料电池发电的关键核心部件,膜电极与其两侧的双极板组成了燃料电池的基本单元——燃料电池单电池。膜电极由质子交换膜和在其两侧的催化剂层组成。
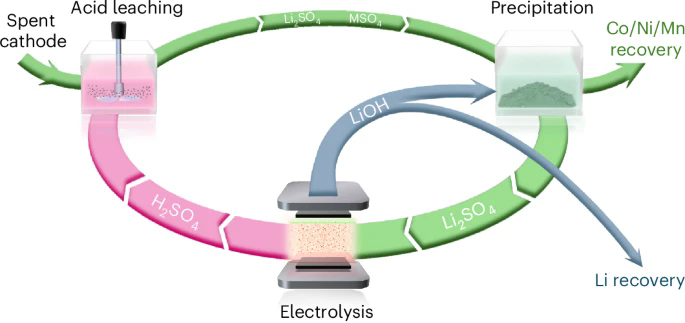
图2.“自循环电化学”高效回收锂电池正极材料
为了实现退役电池材料的循环利用,新技术采取三个步骤——
一、电化学法酸/碱再生:利用三室固体电解质电解池,在低至0.36V的起始电压下,将硫酸锂溶液电解生成高纯度氢氧化锂和硫酸,为后续金属分离提供原料;
二、酸浸溶解正极材料:利用电解生成的硫酸进行正极材料的化学计量酸浸,实现锂和过渡金属(如钴、镍等)的高效分离;
三、金属分离与纯化:通过氢氧化锂沉淀过渡金属,最终得到锂钴氧化物、氢氧化钴和氢氧化镍等高纯度金属氢氧化物,可直接用于电池材料生产。
最终回收的硫酸锂溶液可重新进入电解过程,实现自循环回收,无需额外化学试剂投入。
研究人员发现,在优化电解过程后,自循环电化学主要的能源消耗来自重结晶过程,该过程涉及大量的水蒸发,表明在生产高浓度碱性溶液以减少系统中添加的水量的重要性。把废旧锂离子电池的成本与预处理费用合计计算后,表明在经济可行性方面具有一定的优势。
编译:李忠东
来源:荣格-《国际汽车设计及制造》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


