 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



增材制造又称3D打印,是制造业的一场技术革命。增材制造标称“万物皆可打印”,解决因设计结构复杂而无法实现制造的难题。增材制造技术帮助设计者实现了更多的自由度,充分发挥设计空间,带来产品更大的价值。本技术文章围绕金属铺粉式3D打印设备技术剖析,分析介绍其关键技术及发展趋势。

图1:金属铺粉式3D打印设备
工作原理
金属铺粉式增材制造以金属粉末为原材料,将3D模型数据在Z方向上切片成为二维平面图形,通过振镜控制激光路径将二维平面图形在粉床上烧结成型,再将二维图形堆叠成为立体零件。
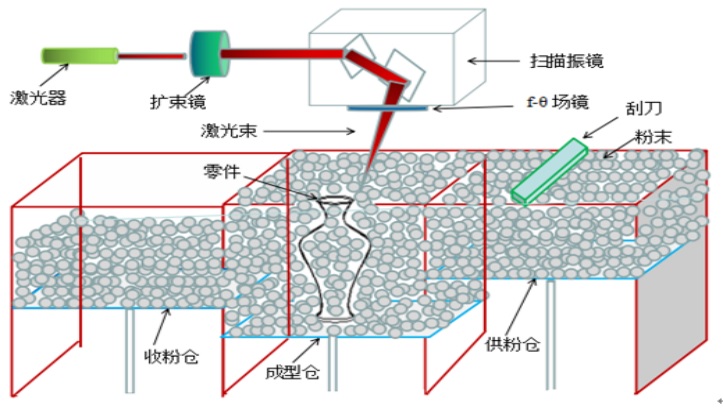
图2:结构原理图
这项技术集合了信息网络、先进材料与数字制造等多种技术,是先进制造和数字经济的重要组成部分。其特点包括,使行业成本降低、研制周期缩短、优质的轻量化结构、实现“设计引导制造”理念,对产业链组合产生颠覆性影响。结构原理如图2,光路技术如图3所示。
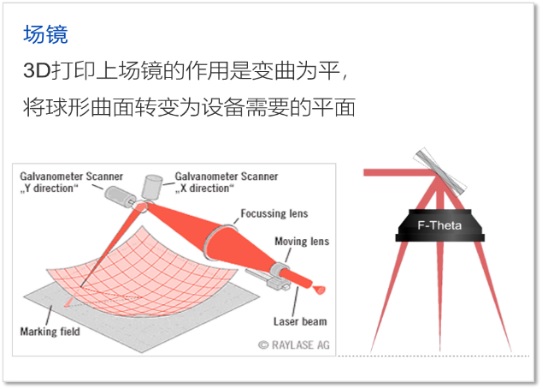
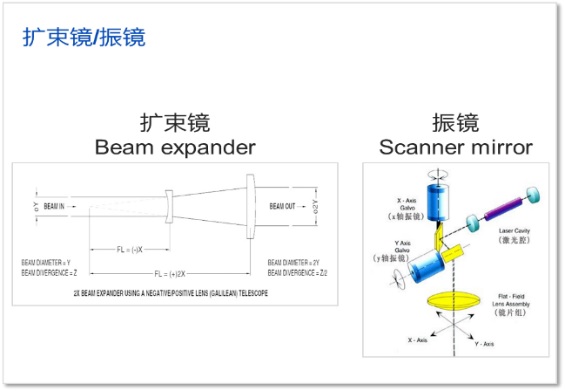
图3:光路技术
光路
光路由激光器、QBH、振镜、场镜以及保护镜组成。光路决定打印产品的可靠性、稳定性,打印生产效率、表面粗糙度,打印零件的精度,打印零件的材料特性,光学质量如图4所示,重点解决如下:
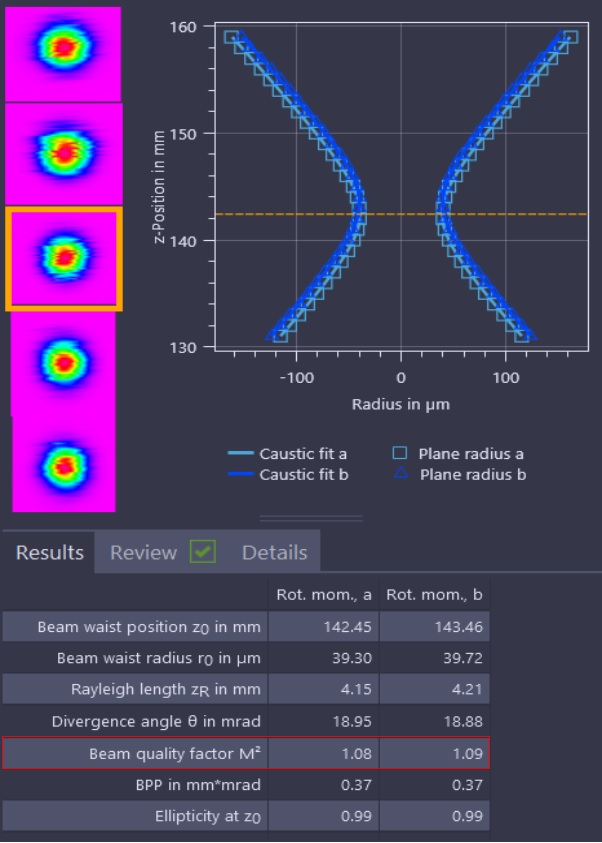
图4:光学质量
风场
作为金属3D打印的核心关键技术之一的风场,对于3D打印的过程极其重要,特别是打印幅面越大,技术难度乘机何倍数加大。一方面,打印幅面越大,风速流量损失越大;另一方面,使用大风量时需要确保打印粉床不能被搅动。
同时,又要保证在激光烧结过程中所产生的烟雾被快速带走,不能停留在粉床表面对打印部位零件形成氧化等恶性破坏,这些恶性破坏是引发表面质量、零件致密度、各种强度不达标的因素。
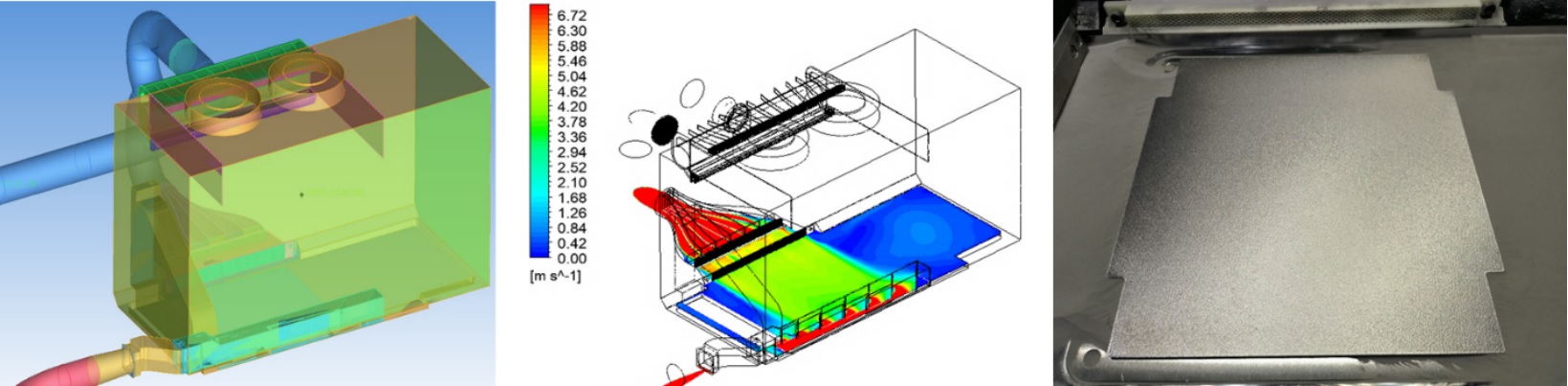
图5:风场
风场如图5所示,风场需要做以下功能及性能研制:
气体循环系统
气体循环系统包含循环风机集尘过滤箱、预涂料器、离心风机组件、旋风分离机构、电控系统、气路系统、冷凝器、设备进风口、设备出风口及外置。3D打印气体循环系统主要用于创造稳定的惰性环境,提供风量动力源、过滤功能等,确保打印过程的稳定性和材料质量。其核心功能包括气体净化、循环及环境控制。
一方面,气体净化通过吸附或催化反应去除氧气、水分及杂质,维持箱内气体高纯度(如氩气环境)。另一方面,循环风机带动气体流动,均匀排除箱内杂质并稳定压力,确保打印环境均匀性。气体循环系统如图6所示。
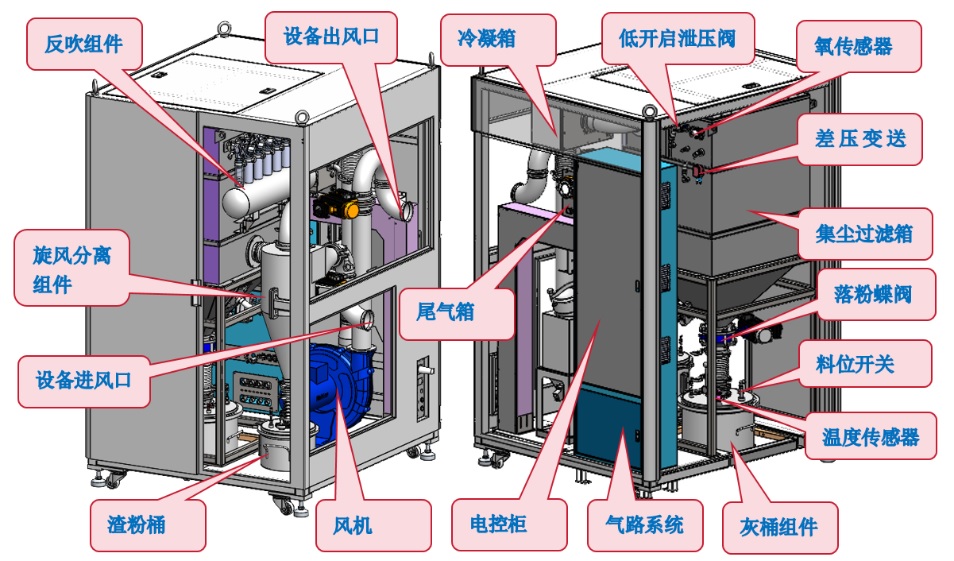
图6:气体循环系统
前处理软件
前处理软件包含加支撑、快速切片、路径规划等功能。一方面,3D打印的零部件都是复杂形态,数据量大,软件需要核心算法,确保数据的完整性,不丢失数据;另一方面,各种的支撑形态,做到极致的无支撑打印。
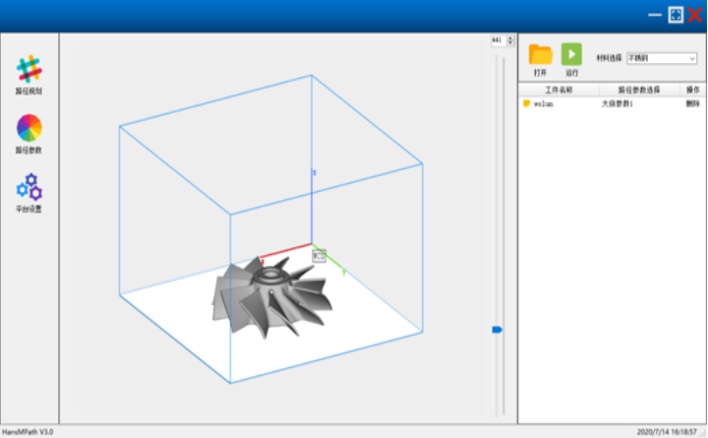

图7:前处理软件
再有,需要开发打印优化功能,减少结构因热量而形成应力集中导致变形,导致精度差,甚至开裂;需要开发精细花纹与微孔的工艺,否则在数模中画出大量的极细花纹与微孔,导致数模字节太大,软件无法运行,前处理软件如图7。
主要功能:
控制软件
控制软件需要界面美观,各种功能齐全,操作简便,需要满足工业生产需求。一方面,控制软件上需要包含各种功能,排序需要符合逻辑关系,人性化设计;另一方面,控制软件可以分三层次界面。
第一界面属于傻瓜式操作,一键按键打印功能,使用标准工艺数据库,常规打印;第二界面中选取优化、可调配工艺适配功能,具有资深的工艺人员进行修改调配参数,工艺数据最优化,打印效率最高,表面质量最高,精度最高;第三界面属于设备厂家用于恢复出厂设置功能,无论使用者修改了多少参数,都具备一键恢复功能。

图8:控制软件
另外,3D打印容易发生易燃易爆事故,在控制软件中还需要增设安全功能,以软件的层次再次防止事故时常发生;最后,要有工作日志用于跟踪质量情况,同时也能在出现打印质量发生时查询相关的工作状态参数,用于分析质量原因,控制软件如图8所示。
数字化总线技术
总线技术是计算机系统中连接处理器与各部件(如内存、输入输出设备)的公共通信干线,由地址线、数据线和控制线构成,承担信息传输、交换及逻辑控制功能。按功能可分为数据总线、地址总线和控制总线;按传输方式分为串行总线(如USB、I2C)和并行总线;按时钟信号分为同步总线(如SPI)与异步总线(如RS232),数字化总线控制技术如图9所示。
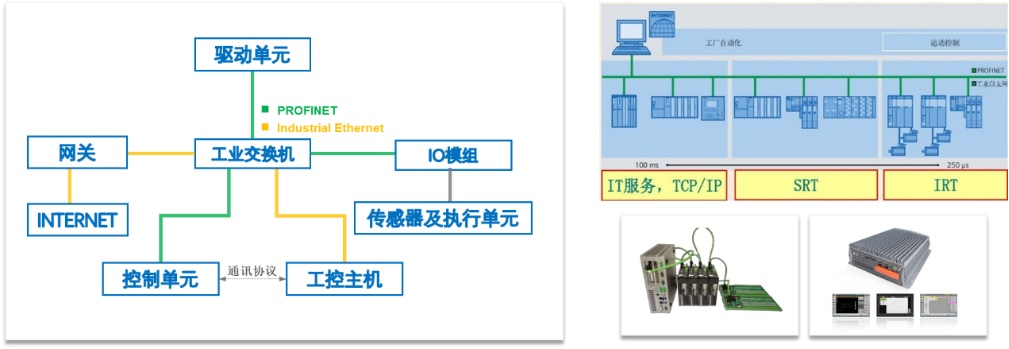
图9:数字化总线控制技术
在传统控制技术中,以往使用模拟量控制,一方面,模拟量控制技术链接线太多,容易形成干扰;另一方面,对于大数据控制反应慢;再有,特别容易实现自动化,无人工厂,乃至全球多工厂设备的互联性。
总体来讲,数字化总线控制技术,兼容性好,数据传输速率高,抗干扰能力强,快速的网络故障定位和诊断,工业控制网络和办公自动化网络的无缝连接。
铺粉检测技术
铺粉检测,快速识别粉床上铺粉缺陷状态,通过机器替代人眼进行铺粉质量检测识别,可以尽可能快速地终止或适时调整SLM工艺过程,保证打印质量,铺粉检测技术如图10所示。

图10:铺粉检测技术
缺陷检测技术
缺陷检测,利用卷积神经网络深度学习算法(R-CNN),识别打印过程中的孔隙、裂纹、球化等缺陷,保证打印质量,缺陷检测技术如图11所示。
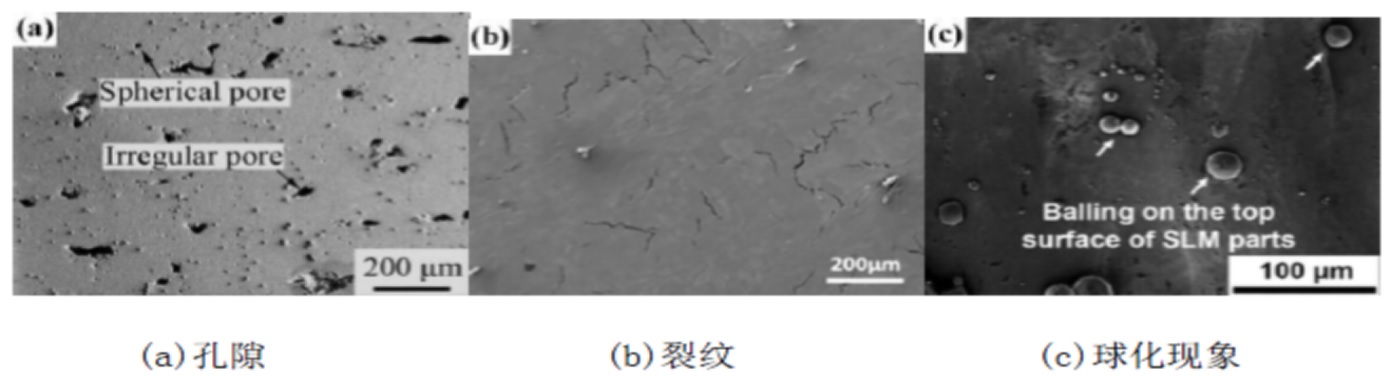
图11:缺陷检测技术
熔池检测技术
熔池监测,是一种激光粉床熔融过程中将熔池信息可视化,系统记录打印过程中熔池产生的等离子体辐射强度和熔池形貌数据,捕捉异常数据,改善打印质量,熔池检测技术如图12所示。
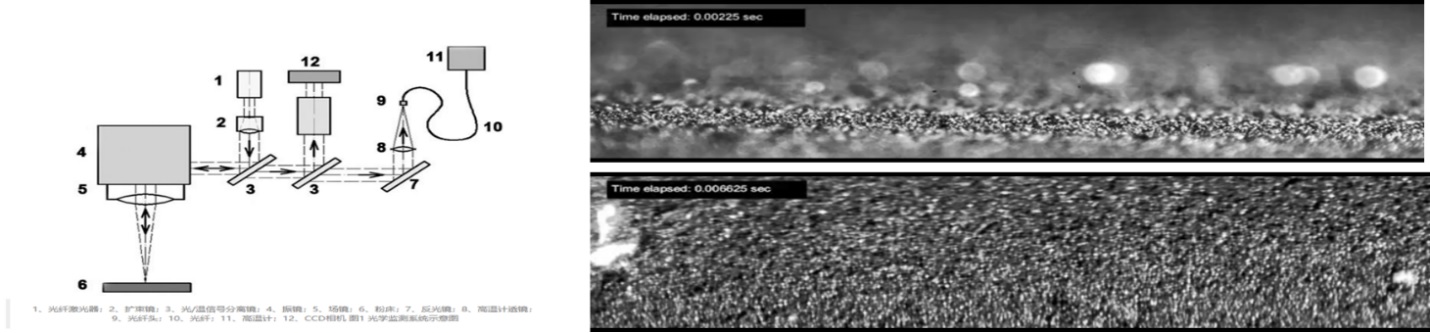
图12:熔池检测技术
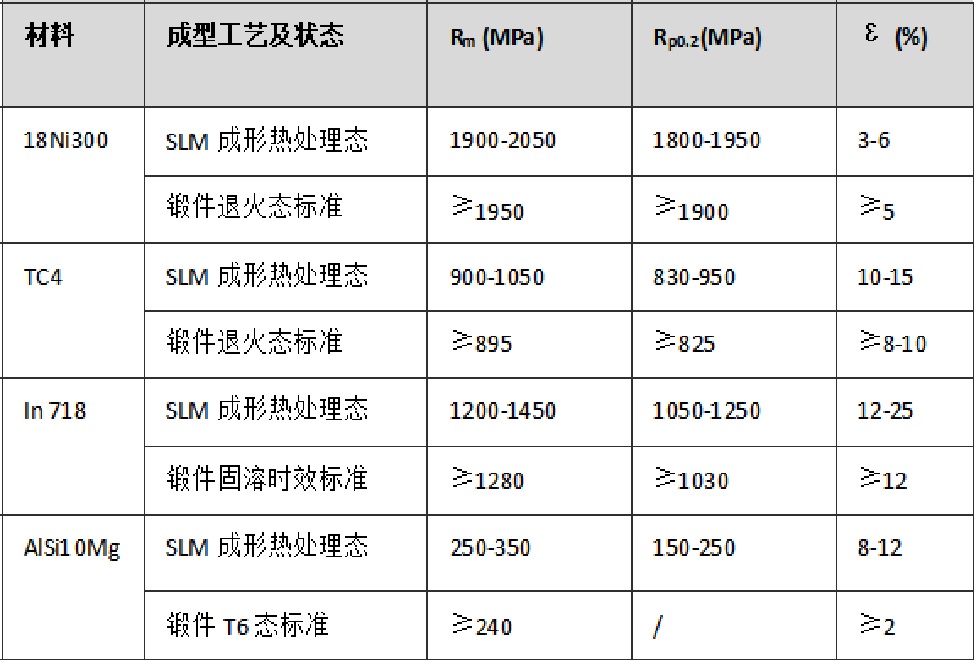
材料工艺应用及常用3D打印材料性能指标
目前,金属3D打印材料已经有80多种材料。涉及常规经常用的材料有铁基合金:316L、304、17-4PH、S136、H13、18Ni300、420;钛及钛合金:TC4、TC4 ELI、TC11、TA1、TA15、TA19、NiTi。
高温合金:Inconel 625、Inconel718、Hastelloy Alloy X(GH3536)、CoCrMo、CoCrW;铝合金:AlSi10Mg、AlSi7Mg、AlSi12、6061、7075;铜合金:CuSn10、CuCrZr。常用3D打印材料性能指标如表1。
金属3D打印技术发展趋势
未来,金属3D打印的技术发展将呈现两个维度,一是小而精,尺寸从0.1mm向0.01mm,甚至是往微米级方向发展,同时打印的零部件表面粗糙度由Ra20µm向Ra3.0µm,甚至是1µm方向发展,部分打印后的零部件不需要再次精加工,符合高精度要求。
二是大尺寸、大幅面打印,从目前的1m级向2-4m甚至更大尺寸发展。另外,中间尺寸的高效率和低成本,以及设备智能化与连入联网平台,也将成为关键趋势。
供稿:周桂兵(深圳市众智信赢精密科技有限公司 )


