 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



热塑性泡沫注塑成型是一种成熟的制造技术,可用于生产具有高比弯曲刚度的轻量化部件。该技术可分为物理发泡和化学发泡两种方式,通常可通过精准添加发泡剂或发泡气体来实现约10-30%的密度降低。采用开合模注塑发泡技术时,模腔通过带膨胀控制边的闭合模具在注射完成后的开模冲程来扩大,不仅能实现更大幅度的膨胀,相应地还能使密度降低约20-70%。
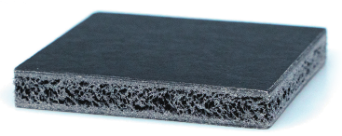
图1:膨胀后的玻璃纤维增强PP-GF30泡沫板材的样品截面图 © Fraunhofer IMWS
热塑性泡沫注塑成型的轻量化制造潜力
这样便形成了所谓的整体发泡材料,其芯层为蜂窝状结构,外层则为致密实心层。这种分层结构会产生夹芯效应,其中实心外层由保持一定间距的低密度芯层支撑,从而显著提升部件的抗弯刚度。若在边缘区域或在覆盖层使用连续纤维增强塑料,则可更高效地发挥这种夹芯效应。
在InThElekt项目框架下,弗劳恩霍夫材料和系统微结构研究所(IMWS)正携手12个合作伙伴组成联盟,共同研究热塑性泡沫注塑成型与开合模注塑发泡技术和连续纤维增强热塑性覆盖层在制造适用于大规模量产的轻量化夹层结构车辆整体部件中的应用潜力。
研发团队通过开展系统性试验获得优化的工艺参数,从而实现对泡沫结构的精准控制,其目标是在保证机械结构性能的前提下,使泡沫夹芯达到最低密度并确保芯层和表层均具有均匀的结构。本文提出的分析方法及相关研究发现旨在为热塑性夹层结构部件的大规模生产优化提供技术支撑。
泡沫板材制备与CT扫描前处理
样品板材由含30wt%短玻璃纤维的热塑性聚丙烯复合材料(PP-GF30)制成。研究初期,ElringKlinger公司、弗劳恩霍夫IMWS研究所与奥地利ENGEL公司合作开展参数研究。他们通过Trexel公司的MuCell物理发泡工艺和负压成型技术生产了具有不同工艺参数和板材厚度的平板样品(表1)。该生产过程使用了duo 1500注塑机(制造商:ENGEL)。
此外,研发团队还用化学发泡剂(型号: Hydrocerol ITP 818;制造商:Clariant)和负压压花工艺以及两者的组合方案进行了系列测试。他们系统性地调整了开模行程、模具温度、保压时间和材料成分(包括发泡剂含量)等工艺参数并生产出了相应的整体泡沫板材(图1)。
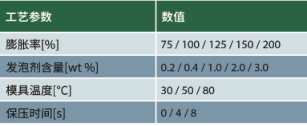
表 1:工艺参数分析总览(来源:Fraunhofer IMWS)
为研究工艺参数对整体泡沫微观结构的影响,弗劳恩霍夫IMWS研究所开发了一种能够定量评估此类结构的分析方法。研究团队对78块具有不同工艺参数的泡沫板材进行了分析。首先,他们通过X射线计算机断层扫描(CT,机器型号:Ray Scan 200E,制造商:RayScan Technologies)对制备的板材进行了全景扫描,从而实现定性评估。
研究人员从中选取了17种表面质量较好的板材构型,随后用14μm的体素尺寸进行高分辨率精细扫描,从而精确分析泡沫结构的形态特征。每次扫描时,均在CT扫描仪内的待测样本旁放置一个紧凑型玻璃纤维增强聚丙烯(PP-GF)制成的标准参照物,以便在后续分析时依据标准化规范对CT数据的灰度值进行校准。
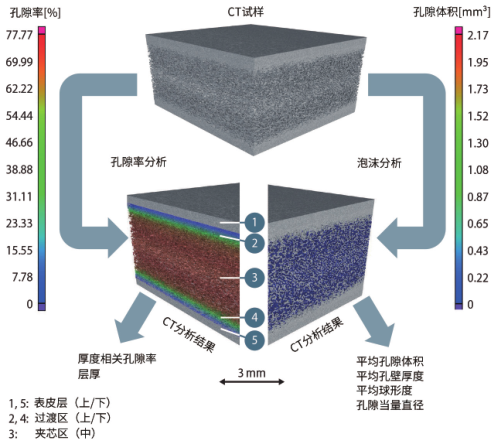
图2:孔隙率和泡沫分析示意图。通过专用软件模块可实现泡沫结构的详细表征(来源:Fraunhofer IMWS;图:© Hanser)
基于X射线CT三维影像数据的孔隙率和泡沫分析
VG Studio MAX软件(Volume Graphics公司)的“孔隙率”和“泡沫分析”模块被用于CT数据分析。这些模块通过测定孔隙率、孔隙体积、孔壁厚度、球形度及孔隙当量直径等关键参数实现了对泡沫结构的详细表征(图2)。分析过程对样品整体厚度进行了全局分析,又在具有类似结构的特定区域(图3左1-5区)展开了局部分析,从而实现对泡沫质量的精确评估。孔隙及其分布特征和泡沫特征参数均通过开发的评估程序进行高效记录。
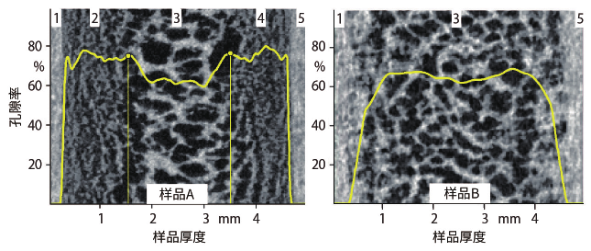
图3:CT样品的全局孔隙率分布曲线及截面图。样品A在60%以上区间呈现明显的孔隙率波动 © Fraunhofer IMWS
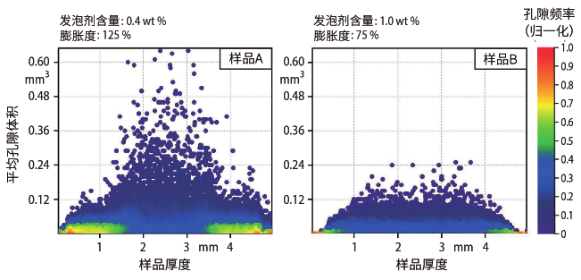
图4:泡沫孔隙沿样品厚度的体积分布和频数。仅样本B具有高度均匀性(来源:Fraunhofer IMWS;图:© Hanser)
形态学分析结果
研究结果将通过两种不同泡沫形态的示例样本进行说明。图3所示为样品的全局孔隙率分布曲线,它们被用于确定局部发泡区域的厚度相关孔隙率和层厚。这些区域通过从CT样品的分布曲线和截面图中选取四个极值点进行界定。沿厚度方向的孔隙率信息能够说明泡沫结构的均匀性和密度。均匀性的变化可通过孔隙率数值的波动直观呈现。以样本A为例,其孔隙率在60%至80%区间剧烈波动,这种特征在样本B中并未观察到。
由于现有孔隙率分布曲线无法提供关于孔隙特性的详细信息,本研究用泡沫分析结果进行补充。样本A的孔隙体积分布表明其夹芯区存在不同的分区(图4)。内芯区具有不均匀的泡孔结构,存在相对较大的孔隙(直径0.7-1mm);而表层与夹芯区之间的过渡区则分布着许多细小孔隙(<0.2mm)。相比之下,样本B的孔隙分布证实了其泡沫结构的均匀性。
现有的CT结果清晰地表明,工艺参数的优化对于实现泡沫结构的定向控制至关重要。
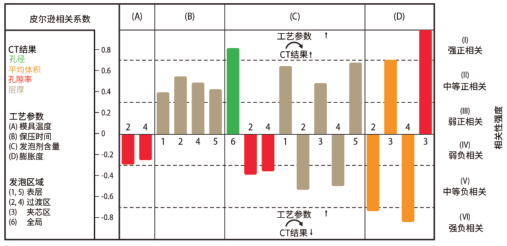
图5:根据皮尔逊方法计算的所有相关系数汇总。泡沫结构受发泡剂比例(母粒和流体)以及膨胀比的影响最大(来源:Fraunhofer IMWS;图:© Hanser)
关联工艺数据和CT结果的评估
形态学研究清晰地表明,所选工艺参数与泡沫结构形态特性之间存在关联。皮尔逊相关系数法被用于描述这类工艺-形态关系(图5)。每个相关系数表明了在其他工艺参数保持不变的情况下某个工艺参数与CT结果之间的关系。因此,这些相关系数表明,当某个工艺参数发生变化时,CT结果会相应地按比例增大(+)或减小(-)。
最显著的相关性表明,增加发泡剂含量(C)会使表层更厚并消除泡沫夹芯中不理想的过渡区域,从而形成均匀的夹芯结构。这种相关性尤其符合需求,因为更厚的表层和均匀的泡沫夹芯能够提升负载条件下的机械性能。
此外,据观察,较高的膨胀度(D)会导致夹芯区孔隙率和平均孔隙体积显著增加。该工艺参数的增加还有助于形成均匀的夹芯区泡孔结构。这种相关性在意料之中,因为膨胀度直接取决于注塑模具的设定高度。无论从结构-机械夹芯效应的效率来看,还是从优化隔热和隔音性能的角度考虑,提高膨胀度对于泡沫材料而言都至关重要。但是,过高的膨胀度(>200%)可能导致夹芯区过度“膨胀”,进而导致泡沫结构坍塌。
如图所示,在设定的三个水平范围内变化的模具温度(A)与所有分析的CT参数之间均未发现显著相关性。相反,保压时间(B)的变化对结构形成的影响较小。随着保压时间的延长,泡沫夹芯区的表层和过渡区均略有增加。
展望
综上所述,从数据关联性可以看出,发泡剂含量和膨胀度为实现稳定且可重复生产的泡沫结构提供了极其重要的调控潜力。在项目的后续研究阶段,研究人员将深入探索“工艺-结构-性能”之间的关系。他们将研究泡沫机械性能的关联性以及预浸渍热塑性连续纤维增强覆盖层的集成,并通过汽车演示结构件来测试和验证该技术的应用潜力。
本文翻译自Plastics Insights
作者:Dipl.-Wirtsch.-Ing. Thomas Wagner,Dr. Matthias Zscheyge,Dr.-Ing. Ralf Schlimper,Prof. Dr.-Ing. Maik Feldmann
来源:荣格-《国际塑料商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


