 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



由硬质材料与陶瓷(如碳化钨)制成的工具尤为耐磨。然而,用于制造这些工具的加工器械本身却损耗更快——除非使用激光作为加工工具。弗劳恩霍夫激光技术研究所(ILT)的研究人员开发出一套完整工艺链,通过超短脉冲激光对硬质材料元件进行成形与抛光,且无需更换装夹配置。
由陶瓷硬质材料制成的钻头、铣头、滚轮乃至冲压模不仅能够精准切削工件,更具备超长使用寿命。然而,正是这种赋予它们优异耐用性的耐磨特性,却成为其制造过程中的巨大挑战。当采用机械加工方法时,用于成形和精加工的刀具在面对混合碳化物硬质合金、金属陶瓷和陶瓷材料时显得力不从心,导致加工器械的磨损率居高不下。

在超短脉冲结构化加工中,持续仅数皮秒的高能脉冲会使材料瞬间气化。随后在第二工序中,采用不同参数设置的激光将使表层0.2-2微米区域发生熔融
在机械加工力不从心之处大显身手
超短脉冲激光则截然不同。即便是功率为20至40瓦的商用超短脉冲激光器,也能高效去除工具制造所用的硬质材料。当持续仅数皮秒的高能脉冲照射至材料表面时,作用区域会瞬间气化。由于该过程以兆赫兹频率重复进行,激光材料消融可实现高达每分钟100平方厘米的表面加工速率。
但超短脉冲加工的潜力不仅限于通过气化实现材料成形。弗劳恩霍夫激光技术研究所研发出一套创新工艺链,使用同一台超短脉冲激光器不仅能通过消融完成成形与结构化处理,还可后续对工具表面进行抛光。
“超短脉冲激光是我们进行多种加工步骤的通用工具,有时可在一次装夹中完成全部工序。”该研究所3D结构消融团队负责人Sönke Vogel表示。他与透明材料结构化团队负责人Astrid Saßmannshausen共同推进了这项工艺的发展。
连接各工艺步骤的关键在于激光参数化配置:采用高脉冲能量与低重复频率可实现材料 消融,而抛光工序则需采用相反参数。超短脉冲激光以高达50兆赫兹的脉冲频率将能量注入工件表面,能量持续累积仅使表层0.2-2.0微米区域熔融。
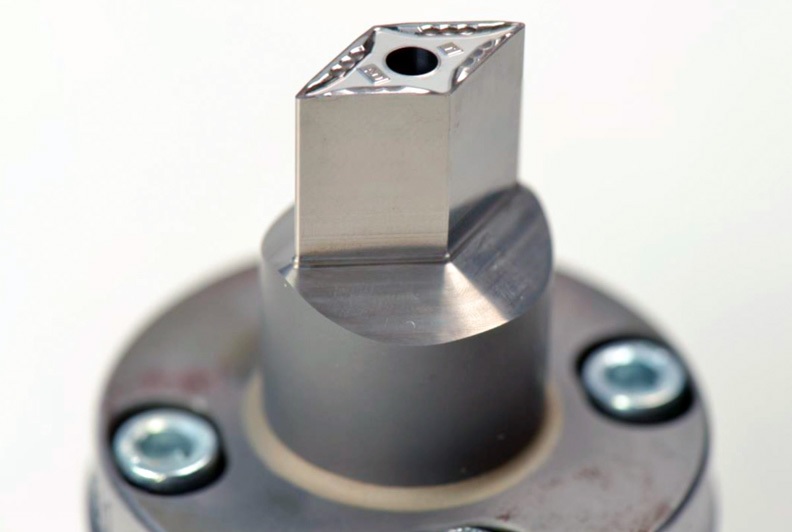
采用超短脉冲激光对碳化钨-钴材质的切槽模具进行结构化加工后,随即使用同一激光器完成抛光工序。此类硬质材料若采用机械加工方式,往往会导致刀具严重磨损并产生高昂成本
材料此时不发生气化,而是形成熔融薄膜——借助表面张力自主流平并在冷却过程中固化。通过精准控制工艺参数,还能实现对表面特性的调控。“以超短脉冲激光抛光为例,该技术能在保留宏观结构的同时消除微观不平度。”Saßmannshausen解释道。
此外,这种激光工艺能够以微米级精度抛光复杂三维曲面。通过选择性处理特定区域,既可局部调整表面特性,又能仅对必要区域进行精加工,从而显著提升工艺流程的时间效率。
高效硬质材料加工
根据工艺要求,激光抛光可实现每分钟10至100平方厘米的加工速率,该数值几乎与前置材料消融工序的速率持平。Saßmannshausen指出:将两种工艺与同一台激光器集成于单次装夹操作中,可使企业凭借现有超短脉冲激光设备拓展服务范围,或显著加速新设备投资的成本回收。
尤为重要的是,该技术能有效替代硬质材料加工的机械工艺,从而终结制造过程中时而出现的严重工具损耗问题。这不仅能降低成本,更能在实践中精准提升资源与能源利用效率。


