 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



如今,魏因加特纳的名字在全球范围内代表着大型零件加工领域的精度、创新力和定制解决方案。其产品组合包括:用于高精度加工大型旋转部件的mpmc完整加工中心、用于要求苛刻的车削和削皮工艺的紧凑型vario+系列、专门用于挤压和注塑螺杆的finish系列,这是一款用于研磨、抛光和测量的全功能解决方案。“我们的机床在能源、航空、塑料加工和重切削等要求苛刻的行业特别受欢迎——在任何需要最高精度、灵活性和生产力的领域。”负责软件和工艺开发的Daniel Weber总结道。

预车削的转子在魏因加特纳的vario+700上通过旋削剥皮达到最终尺寸
——无需更换刀具
魏因加特纳的与众不同之处在于其整体性方法:“我们的客户不会得到标准机床,而是获得量身定制的完整解决方案——包括个性化咨询、模块化机械制造、专门开发的 CAD/CAM 软件、特定应用技术、实践培训以及全面的全球服务。” Weber继续说道。
可靠的过程制造
魏因加特纳目前正在为泵业的一位客户承接总计约60个偏心螺杆泵转子的委托生产。为此,魏因加特纳将自家机床产品组合中的vario+ 700加工中心配备了一个车削头,该车削头可一次性完成预车削轴的完整加工。特别之处在于:该机床已经购买,但客户尚未完成厂房建设。因此,魏因加特纳暂时承担了工艺设计和转子生产的工作。
加工材料为奥氏体耐腐蚀不锈钢1.4435,直径为160mm,长度为3900mm。在车削过程中,直径减少约60mm,最终尺寸为 100.5mm。
车削剥皮的挑战
车削剥皮是重切削中最困难的切削工艺之一。从工艺角度来看,它是一种运动学上相反的纵向车削——使用旋转刀具和连续工件。在魏因加特纳,该加工类似于车削剥皮,但部件位于偏心位置。“刀片既用于间断切削,也用于连续切削,因此对刀刃的要求非常高。” Weber解释道。
其特殊之处在于,整个切削过程必须在一套夹具中完成,即无需更换刀具。这是一项挑战,因为刀具断裂或使用寿命问题不仅会损坏部件,还会损坏剥皮头本身。“我们希望用一套刀具完成整个部件的加工——无需停机、无需换刀、无需断刀。”Weber继续说道。原因显而易见:每次换刀不仅会影响部件表面,还会导致每个部件停机约 30 分钟——由于刀架的可及性有限,这些操作都是手工完成,且条件非常艰苦。
解决方案
最初,与不同制造商进行的多次切削测试并未取得预期的结果。大多数可转位刀片在半程时就不得不更换,有些刀片会发生意外断裂——在工件上留下明显痕迹,并可能造成更大的损坏。直到使用肯纳金属的KCU25B材质后,情况才突然发生了变化。“我们立刻就看到,这和以前不一样了,”Weber回忆道,“使用寿命一上来就让人印象深刻,表面均匀,切屑断裂也挺可靠。”总的来说,每个部件的使用寿命甚至达到了150 分钟——而且没换刀片。

转子在 vario+700 上通过连续削皮操作加工至Ø 100.5mm,无需更换刀具,并在整个3900mm 长度上保持稳定的表面质量
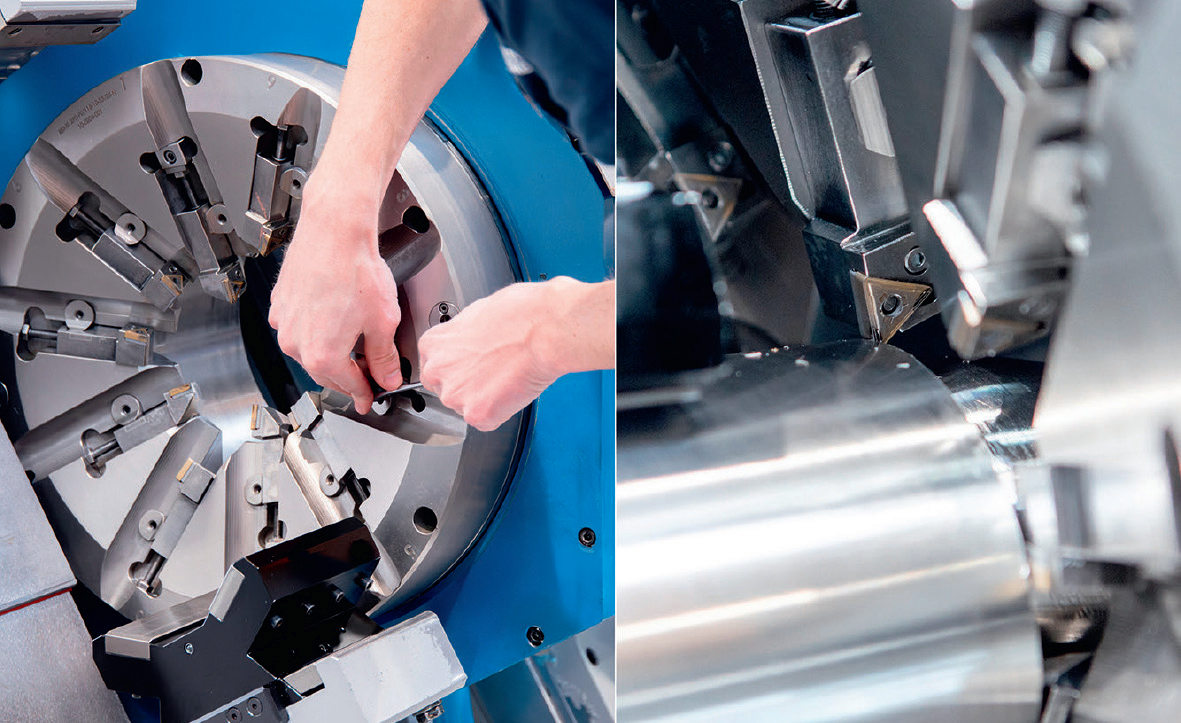
安装和拆卸可转位刀片需要非常灵巧的手指技巧——这就是魏因加特纳坚持采用无中断的完整加工和最长的使用寿命的原因
使用的是一个带10个ISO刀柄的削皮头,装有9个粗加工刀片和1个精加工可转位刀片,均来自肯纳金属公司。具体来说,是KCU25B材质——粗加工时使用RP几何形状,精加工时使用MS几何形状。粗加工刀片的工作切入深度为ap=5.5 mm,精加工刀片的工作切入深度为ap=2.0 mm。“通过优化,我们将加工时间从150分钟缩短到126分钟,并且始终能获得良好的结果。”肯纳金属销售工程师Markus Pleyer高兴地说道。

Daniel Weber(魏因加特纳,左)和 Markus Pleyer(肯纳金属)就理想的刀片几何形状、切削策略以及 KCU25B 刀片对成功完成整体加工的贡献进行了交流
涂层造就与众不同
新型车削刀具的秘诀在于所谓的KENGold涂层,这是一种应用于坚韧硬质合金基材上的PVD技术。“这种组合确保了出色的耐磨性和加工可靠性,特别是在处理难加工材料和变化的切削条件下。”Pleyer详细解释道。
据Pleyer介绍,KCU25B专为不锈钢材料的软切削工艺而设计:“结合新涂层,我们实现了极高的运行平稳性——即使在低进给和间断切削的情况下,如魏因加特纳的情况。”其中,可控的切屑断裂尤为重要。“我们想要的是小碎屑——否则会立即导致加工和刀具结构出现问题。正确的工艺设计最终也会体现在表面上。”Weber补充道。最终获得的表面粗糙度Ra=2.2µm,Rz=9.5µm——这些数值最大限度地减少了后续研磨工艺的工作量。
人机刀具的协同作用
肯纳金属提供的密切技术支持是另一个成功因素。“我们共同分析了切割数据,调整了几何形状,最终找到了 KCU25B 的理想配置。”Pleyer 强调道。正是这种刀具专业知识和应用技术的结合对魏因加特纳而言至关重要。
“如果联系人不仅销售产品,而且了解机床的工作原理,那么就会产生这样的结果。”Weber确信道。魏因加特纳在机械制造领域的专业知识与肯纳金属的刀具专业知识相结合,取得了圆满成功,结果是:高过程可靠性和表面质量,无需更换刀具——从而为最终客户提供了高效、经济且技术上完美的解决方案。
Weber最后总结道:“我们尝试了许多方法,但老实说,我没想到能在整个部件长度上获得如此稳定的结果,而且无需更换任何刀片。肯纳金属的解决方案不仅在技术上让我们信服,而且在日常实践中也让我们非常兴奋。”
本文译自德国Werkstatt und Betrieb杂志
作者:Robert Fraunberger
来源:荣格-《国际金属加工商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


