 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



魏因加特纳机械制造有限公司(Weingärtner Maschinenbau GmbH)总部位于奥地利上奥州的基尔夏姆(Kirchham),数十年来始终是金属切削行业完整加工解决方案的领先供应商之一。公司成立于1966年,最初作为传统代工制造商起步,后迅速成为旋风铣技术领域的先驱——尤其在塑料行业螺杆部件加工领域。
如今,"魏因加特纳"这一品牌在全球范围内象征着大型零部件精密加工领域的创新实力与客制化解决方案。其产品线包括:专为大型回转件高精度加工设计的MPMC多产品加工中心;针对高要求车削与剥皮工艺的紧凑型vario+系列;专注于挤出和注塑螺杆加工的pickup 400;以及集磨削、抛光与测量功能于一体的FINISH系列。"我们的设备在能源、航空航天、塑料加工及重型机械加工等对精度、灵活性与生产力要求严苛的领域尤为畅销,"负责软件与工艺开发的丹尼尔·韦伯(Daniel Weber)总结道。

魏因加特纳的核心竞争力在于其全局化服务理念:"我们为客户提供的并非标准化设备,而是涵盖个性化咨询、模块化机床设计、自主开发的CAD/CAM软件、针对性工艺技术、实操培训及全球售后服务的定制化整体解决方案,"韦伯补充道。
可靠的转子加工工艺流程
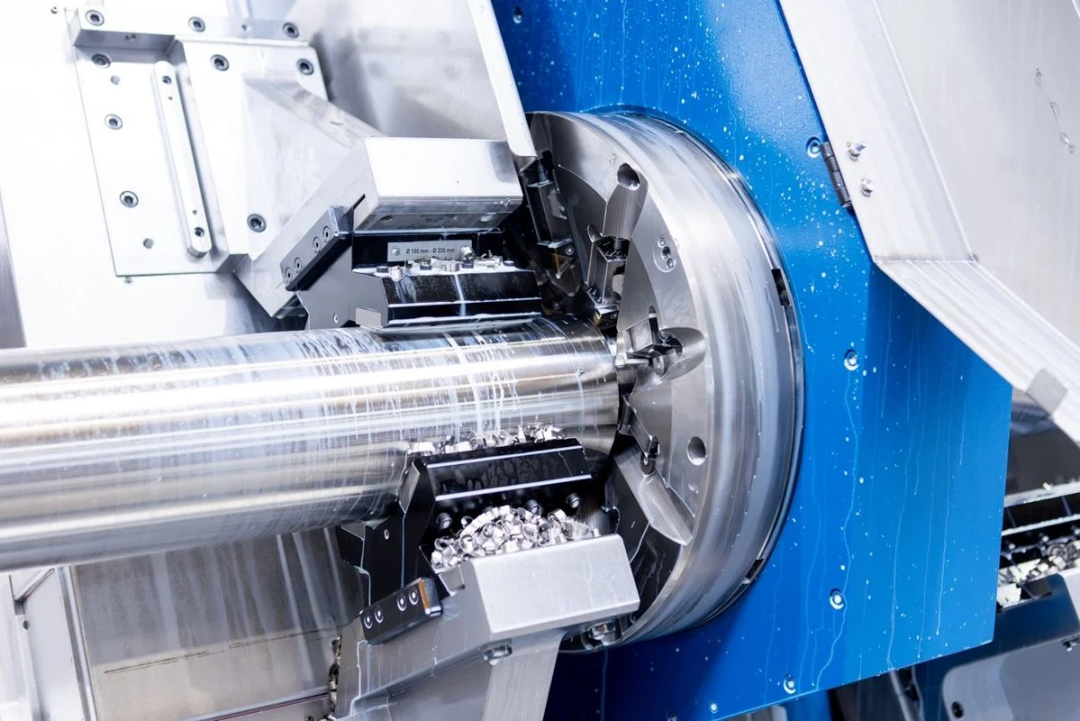
某泵业行业客户目前正委托魏因加特纳以合同制造方式生产约60根渐进腔泵转子。公司采用自有的vario+ 700加工中心,配备车削-剥皮复合刀头,可在单次装夹中完成预车削轴的全工序加工。

项目特殊性:
尽管客户已采购该设备,但其指定工厂尚未就绪。因此,魏因加特纳临时承接了工艺设计与转子生产任务,并在基希海姆总部完成制造。
加工材料为奥氏体耐腐蚀不锈钢(1.4435材质),毛坯直径160mm,长度达3900mm。通过车削-剥皮工艺,直径方向需去除约60毫米余量,最终加工至100.5mm的直径尺寸。
车削-剥皮工艺的挑战
车削-剥皮工艺是重载加工中最严苛的金属切削工艺之一。从技术上讲,这是一种运动学上双向纵向车削过程——采用旋转刀具配合持续进给的工件。魏因加特纳的工艺略有不同:工件采用偏心定位。"可转位刀片同时承受断续切削和连续切削,这对切削刃提出了极高要求,"韦伯解释道。
该工艺的核心挑战在于:整个加工过程必须单次装夹完成,且不允许换刀。任何刀具失效或寿命衰减都可能不仅损坏工件,更会危及剥皮刀头。"我们需要用同一套刀具完成整个部件加工——不停机、不换刀、零崩刃,"韦伯强调。原因很明确:每次换刀都会影响表面光洁度,并导致单件约30分钟的停机——在刀具夹持区域操作空间受限的情况下,人工换刀尤为困难。
技术攻坚之路
初期与多家刀具供应商的测试均未达预期——多数刀片中途即需更换,部分甚至突发崩刃,不仅导致工件划伤,更存在重大设备损伤风险。直至采用肯纳金属的KCU25B材质刀片才实现突破。"我们立刻发现了与众不同之处,"韦伯回忆道,"其刀具寿命从一开始就表现惊人,表面质量稳定可控,断屑性能也极为可靠。"最终实现了单件连续加工150分钟的里程碑——全程无需更换刀片。
该剥皮刀头配备10个ISO标准刀座,其中9个安装肯纳金属粗加工可转位刀片,1个用于精加工。具体配置为:
粗加工:KCU25B材质 + RP槽型(切深ap=5.5mm)
精加工:KCU25B材质 + MS槽型(切深ap=2.0mm)

"通过工艺优化,我们将单件加工时间从150分钟压缩至126分钟,且质量始终卓越,"负责该项目的肯纳金属销售工程师马库斯·普莱尔(Markus Pleyer)表示。
涂层技术:破局关键
新型刀片的核心优势在于创新的KENGold涂层技术—该物理气相沉积(PVD)工艺被应用于高韧性硬质合金基体。"这种组合在加工难切削材料及变工况条件下,展现出卓越的耐磨性和工艺稳定性,"普莱尔解释道。KCU25B材质专为不锈钢材料的平滑切削而研发:"配合新型涂层,即使在魏因加特纳案例中的低进给与断续切削工况下,仍能保持极其稳定的加工状态。"
可控断屑成为另一决定性因素。"必须形成短碎屑--任何长屑都会立即引发加工与对刀问题。优化的工艺设计也直接体现在表面质量上,"韦伯补充道。最终表面粗糙度在高产出目标下可达Ra2.2µm,该指标使后续磨削工序的工作量大幅降低;高表面质量目标下可达Ra0.6µm,甚至免磨!

人-机-刀具协同效应
肯纳金属的深度技术支持构成另一成功要素。"我们共同分析切削数据、调整槽型,最终通过KCU25B实现完美配置,"普莱尔强调。这种刀具技术与应用经验的融合对魏因加特纳至关重要:"当供应商不仅销售产品,更能洞悉机床实际工况时,突破性成果便水到渠成,"韦伯评价道。魏因加特纳的专机研发经验与肯纳金属的刀具技术形成黄金组合,最终交付给终端客户的方案兼具:
超高工艺可靠性
优异表面质量
全程免换刀特性
真正实现了高效、经济与技术完备的统一


丹尼尔·韦伯总结道:"我们尝试过多种方案——但要在全长加工中保持如此稳定性且无需换刀?坦白说超出预期。肯纳金属的解决方案不仅在技术上说服了我们,更经受了生产实践的严苛考验。"

技术方案速览
加工目标:
在一次装夹中完成转子(Ø160mm×L3900mm)的车削-剥皮全工序加工,全程无换刀
加工材料:
1.4435不锈钢(奥氏体耐腐蚀钢)
解决方案:
魏因加特纳vario+700机床搭载10工位肯纳金属刀头(KCU25B材质,RP/MS槽型)
核心优势:
✔ 超高工艺可靠性
✔ 卓越切屑控制
✔ 优异表面质量(高产出目标下可达Ra2.2µm;高表面质量目标下可达Ra0.6µm,甚至免磨!)
✔ 连续加工150分钟免换刀

重载加工利器
肯纳金属带来的KCU25B材质硬质合金刀片目标为车削各类材料,包含重载车削。针对不锈钢、奥氏体不锈钢等难加工材料设计,即使在严苛工况下仍能提供:
◼ 超长刀具寿命
◼ 卓越耐磨性能
◼ 顶级工艺稳定性

KENGold PVD涂层技术:
该材质的创新核心是将物理气相沉积涂层与高韧性基体的完美结合,使其在断续切削、大切深及冷却受限工况下表现非凡。
关键优势一览:
▸持久耐用:连续加工超2小时
▸可靠断屑:复杂几何条件下仍生成可控短屑
▸零崩刃或不可控磨损
▸提升表面质量:根据客户工厂配置及工艺需求,高产出目标下可达Ra2.2µm;高表面质量目标下可达Ra0.6µm,甚至免磨!
▸全能适配:不锈钢/高强度材料及不稳定工况的理想选择

结论
KCU25B是现代刀具技术的典范——通过切削材料、涂层与槽型的精准配合,为重载加工用户提供稳定可靠的解决方案。魏因加特纳的实际案例证明:在与多款竞品的直接对比中,KCU25B以双倍刀具寿命、更强的工艺可靠性及惊艳的表面质量脱颖而出。



