 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



克朗斯公司总部位于诺伊特劳布林,是流程、灌装和包装技术以及内部物流领域规划、开发和制造领域的全球市场领导者。每天,全球有数千万瓶瓶罐罐和塑形容器在克朗斯设备上进行加工,主要是在啤酒厂、软饮料行业、葡萄酒、香槟和烈酒生产商,以及化学、制药和化妆品行业。

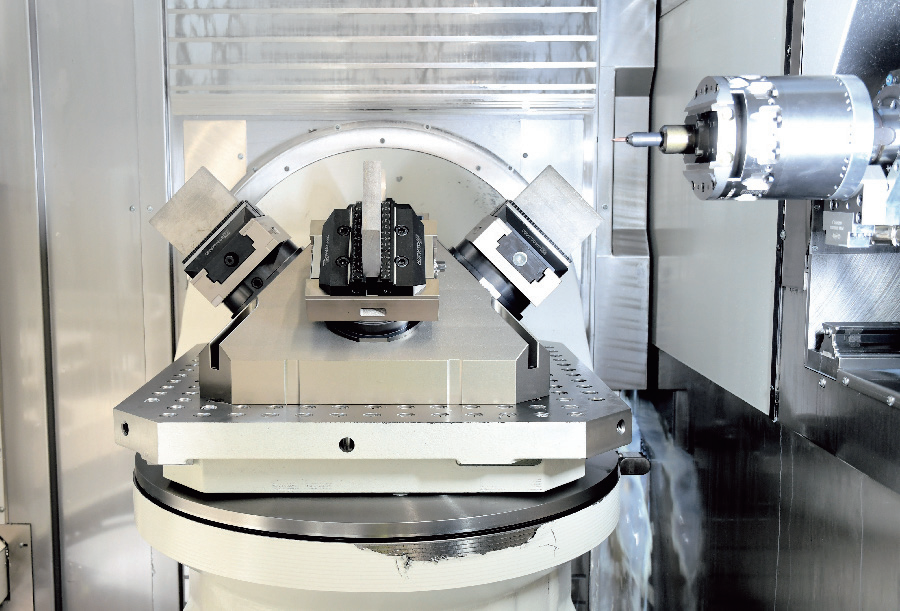
为了在远离机床的位置对托盘上的工件进行装配,Gressel使用了一系列夹紧装置:C2中心夹紧装置、Gredoc零点模块、五轴夹紧装置SC5X、S2固定夹具以及D2双夹具塔
克朗斯在奥伯普法尔茨州的尼滕瑙工厂为总厂生产大件和小件零件。2021年,公司投资了一套现代化的巨型加工设备,这是自2018年以来正在实施的三阶段重组计划的一部分。2020年,新激光焊接设备投入运行,同时优化了流程和物料流,这是该计划的第一项里程碑。第三阶段将安装更多的车床和铣床。
与此同时,克朗斯从2021年起还投资了5-1250mm的小型零件制造。此外,还进行了全面的自动化和数字化改造,以确保长期供应精密零件——该项目也分多个阶段实施。

如今,克朗斯采用自动化方案生产小型零件,其主要组件包括10台格劳博的五轴加工中心G550、用于工件和刀具搬运的无人驾驶运输系统Agilox以及Gressel的各种夹持系统
“我们制定了一个到2028年的计划,包括多个步骤,”部门经理Vitali Schmidt概述了该计划,“首先实施的是高度自动化的制造方案,其主要组成部分是铣床、夹具和无人驾驶运输系统。我们选择Gressel的夹具系统,部分原因是考虑到下一步的发展。我们将使用相同的夹具系统进行车削加工。因此,这是一项具有远见的投资。”
一条强大的链条
在现代化改造之前,克朗斯的铣削领域采用的是传统制造方式:“我们先在托盘上进行预加工,然后将它们运到机床旁,用起重机吊进去。”Schmidt描述道。虽然期间记录了工作小时数,并通过单独的准备工作区和优化的流程增加了工作小时数,但该方案现已达到极限。公司正在寻找一种流程,以减少机床上的准备工作,使员工不再受准备工作的束缚。只有通过自动化才能实现这一点。
基于这种方法,最终形成了一个由10台格劳博的五轴加工中心G550、一个用于工件和刀具搬运的无人驾驶运输系统Agilox以及一系列Gressel的夹持系统组成的方案。
Schmidt估计:“因此,如今我们不再需要传统的机床操作员了,工作准备方面也发生了巨大变化。如今,一切都必须做好100%的准备。程序必须完全正确,每颗螺钉、每个虎钳都必须事先绘制图纸。这对程序员来说是一个巨大的挑战。”
产量提高40%
除了调整设备外,克朗斯还希望通过此次转型实现两个主要目标。首先,机床运行时间应继续显著延长。“第一步计划将运行时间从3500小时增加到5500小时,”Schmidt说明道,“第二步,我们计划将运行时间增加到 6000小时,产量提高近40%,并大幅降低成本,以保持在国际竞争中的竞争力。”
第二点源于员工流动和专业人才短缺的问题。与旧的生产模式一样,克朗斯在新模式下也将实行三班制。Schmidt宣布:“明年,我们可能会开始实行无人夜班制。最初,现场仍会有一名员工负责更换零件,但不再需要设备操作员。除了提高机床产量外,我们还希望降低成本。”
● 第一循环:刀具
现在,控制系统会检查机床中是否装有所有必需的刀具。如果没有,则会组装刀具套件。例如,从另一台当前未使用该刀具的机床中取用。然后,Agilox将该刀具与中央预设中的其他刀具一起运送到第一台机床上。
在此之前,剩余需求已自动完成。一旦Agilox取走预设刀具并将其运送到1号机床,刀具装载就完成了。“生产过程本身受到使用寿命监控,系统也会考虑已使用刀具的剩余使用寿命,”Schmidt解释道,“根据操作的时间,系统会自动订购一个双工件刀具,以确保剩余加工的完成。这里也会检查是否可以从其他机床转移一个刀具,或者是否需要从刀具预设中取一个新的刀具。”
订单完成后,刀具通常会在机床中保留两天。毕竟,可能会收到新订单,甚至可能是需要该刀具的相同零件。超过两天没有需求的刀具将逐步从机床中取出,并由Agilox标记剩余使用时间,然后放回预设位置。
● 第二循环:工件
在第二循环中,另一支Agilox车队负责处理工件。在装夹位置完成装夹后,自动导引车将托盘运送到1号机床。Schmidt解释道:“在这里,托盘被存入一个有9个位置的缓冲存储器,同时被纳入内部系统。然后,该系统可以根据需求日期以不同的优先级从缓冲存储器中完成零件的生产。”
加工完成后,零件进入检查环节。如果一切正常,系统会再次启动,将装有下一个零件的托盘运送过来。可以灵活地确定每个周期要检查多少个零件。通过这种方式,可以制造所有在移动路径和夹紧能力方面可实现的零件,无论是铝、黄铜还是不锈钢。机床上的批量大小在1-50之间,通常在1-30之间。
夹持系统可进一步提高工作小时数,从而降低成本
“由于周转时间的原因,我们不想生产更多,”Schmidt强调道,“由于通过系统的不同零件数量非常多,因此简单、快速的夹具转换至关重要。”

使用Agilox将工件装入格劳博的PSS-R900圆形托盘存储器,部件通过S2固定夹具进行多重夹紧
展现出极大的多样性
“我们使用的夹具体现了这种极大的多样性,”Gressel销售工程师Sokha Hem强调道,“除了C2中心夹具以及Gredoc零点模块外,还包括 5 轴夹具 SC5X、S2 固定钳口夹具、夹具塔和 D2 双夹具塔。”
双方的合作,特别是在制定夹紧任务方面,非常富有建设性,体现了合作伙伴关系。克朗斯公司取得了初步成功,由于采用了夹爪和主轴快速更换以及夹紧范围快速调整等功能,设备效率得到了提高。“此外,夹具具有很高的稳定性,与机床的稳定性一起,对精度至关重要。”Hem说道。
Schmidt补充道:“机床的性能取决于其夹具的质量。对于百分之一毫米级别的制造,我们需要稳定性、重复精度和高拉力。”
对克朗斯而言,与夹具配套的标准化也是至关重要的。尼滕瑙工厂现已将Gressel定为铣削加工的标准配置。车削加工也将很快采用该系统,届时所有机床都将使用零点夹具系统。
此外,未来在诺伊特劳布林的主工厂也将使用这些夹具进行生产。“我们希望能够一键处理那里生产的部件。但只有使用相同的夹具才能做到这一点。”
统一化对国外市场也起着重要作用。例如在美国,这会影响到备件业务。通过在全球范围内推出相同的制造设备,可以在国外轻松地生产零件。Schmidt由此回到了基本理念:“整个概念是围绕自动化设计的。因此,重点在于各个数字化组件之间的顺畅协作。Gressel的系统是实现这一目标的可靠保障。”
本文译自德国Werkstatt und Betrieb杂志
作者:Michael Hobohm
来源:荣格-《国际金属加工商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


