 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



近20年来,总部位于奥地利上奥州格里斯基兴的Pöttinger Landtechnik GmbH一直依靠一套包含4台加工中心和托盘库系统的自动化生产线进行机械制造。凭借这一配置,Pöttinger长期以来在柔性制造领域处于领先地位。然而,5年前,公司认为是时候寻求一种新的解决方案,以便在生产技术上再次走在行业前列。
Pöttinger生产用于草地、农田和数字化农业技术的机械与设备。无论是割草机、装载车、犁、松土机,还是辅助系统与软件——所有产品都代表着顶尖技术水准。Pöttinger生产与物料管理执行董事Jörg Lechner解释道:“作为一家家族企业,我们重视可持续性、质量和长远思维——这些价值观直接体现在我们的制造理念中。”
这一理念的核心原则是一种高度灵活的生产方式,能够根据客户的个性化需求进行定制。Pöttinger并非面向库存生产,而是以每周为周期制造产品,并可根据市场需求进行调整。这一点在犁的制造中体现得尤为明显,其产品种类繁多,几乎没有两台设备完全相同。支撑这种高度个性化的,是Pöttinger研发的模块化设计体系,它使得在复杂度很高的情况下仍能实现后期的产品差异化以及准时化生产。
在运行中完成系统更换
Pöttinger所需加工的零部件种类极其广泛:从重量约300g的简易建筑钢制小板件,到由铸坯制成、重达27kg的复杂变速箱壳体,应有尽有。此外,长度接近900mm的焊接框架件也必须在该生产系统上进行切削加工。对精度的要求同样极为严苛,例如在变速箱壳体的加工中,必须确保达到μm级的公差。“这就需要既坚固又高精度的加工中心。”机械制造主管Iskender Merkezoglu如是强调。

4台Heckert H75加工中心以及由Promot提供的托盘与高架仓储系统组成了Pöttinger全新的全自动化生产线
对旧系统进行改造的方案很快被否决,因为那样会耗时过长,而且不同的软件版本也会带来问题。于是,Pöttinger决定在生产不中断的情况下实施一次彻底更换。
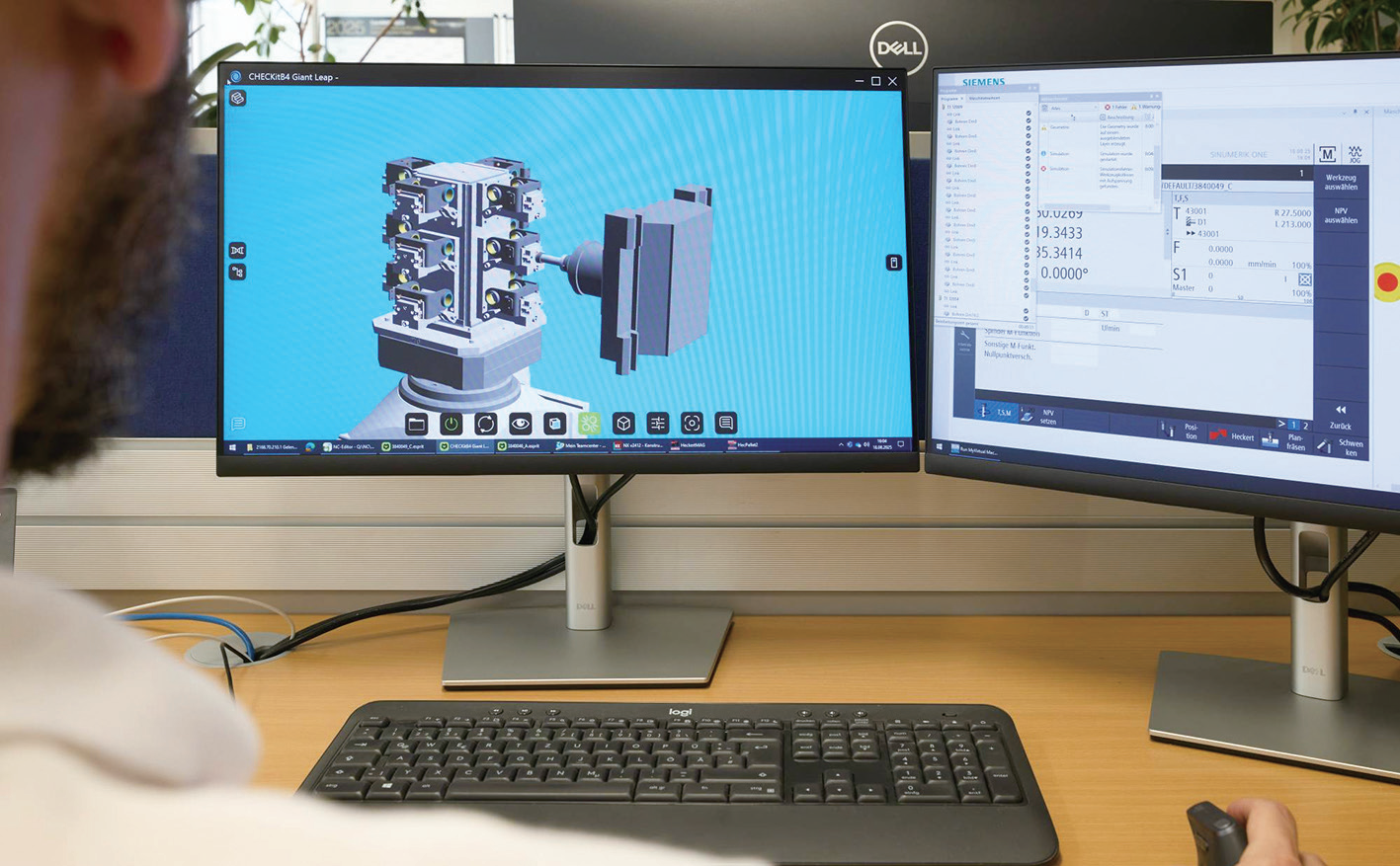
借助CHECKitB4软件平台和Heckert H75的数字孪生,零部件已经在虚拟环境中完成调试——为仅用十二周即可顺利投产奠定了基础
最终,中标的是机床制造商斯达拉格,其提供的Heckert H75卧式加工中心成为核心选择。这款在开姆尼茨工厂新研发的机床,凭借比同类机床更大的工作空间和干涉圆直径,同时却拥有更小的占地面积而脱颖而出。Merkezoglu解释说:“在我们场地有限的情况下,这是一个重要优势。同时也考虑到未来,因为我们的零部件很可能会在尺寸和复杂度上进一步增加。”负责整个生产的Raimund Hohensinn补充道:“斯达拉格的加工中心还具有极高的能效,这对我们来说非常重要,因为Pöttinger非常重视能源的节约使用。”
在自动化合作伙伴的选择上,Pöttinger选定了来自奥地利上奥州Roitham的Promot Automation GmbH。Merkezoglu进一步介绍说:“斯达拉格Heckert H75机床配备了一个经济型的260位刀库。通过Promot的Toolmaster龙门装载系统,可以将4台机床的刀库互联,总共可容纳1040把刀具。这样,我们可以根据需要在4台机床之间自由调配刀具。这意味着一把专用刀具可供4台机床共享——相比过去每台机床都必须配备相同刀具的方案,这带来了巨大的成本优势。”
这一方案不仅节省了成本,也为生产计划带来了新可能性。生产控制系统可以在任何时候、毫不费力地将工件任务重新分配到空闲机床上。Merkezoglu还指出,所有机床都能即时获取刀具数据,这得益于集成在刀柄中的巴鲁夫芯片,该芯片由卓勒预调仪写入。
数字孪生
Pöttinger负责整体协调,并直接分包各个专业工程。集成商角色由自动化公司Promot承担,他们将4台Heckert H75加入一个共有134 个货位、分为五层的高架仓库中——由Palmaster FFS1500 货架操作机操作。该灵活生产系统还包含4个Vario装夹站,其中2个可电动倾斜,从而大幅提升操作便利性。整个系统的大脑是由Promot提供的中央控制计算机,它与SAP通信,负责控制整个生产系统。
在项目团队中,Pöttinger的编程与生产准备负责人Mario Hamedinger也发挥了重要作用。他早期就意识到,若要在仅有的12周时间内完成设备更换,必须借助数字化手段。他建议引入Pimpel GmbH及其软件平台CHECKitB4,该平台可以提前在精确的虚拟控制系统上进行 NC 程序的试运行。
虚拟试运转过程
斯达拉格提供了其Heckert H75的数字孪生,精确再现了机器和控制系统。这使得Pimpel软件能够对ISO 代码进行图形化模拟,验证零件的可加工性,并提前发现控制系统潜在的错误——这一切都发生在实际设备安装的几个月前。Hamedinger强调数字化的优势:“借助CHECKitB4,我们能够在正式投产前测试流程,并虚拟试运转零件。”
此外,斯达拉格还提前在开姆尼茨工厂提供了4台Heckert H75中的一台,使 Pöttinger的程序员和调试员能够在交付前,在真实条件下对所有零件加工进行测试。Hamedinger补充道:“我和同事们在开姆尼茨 工作了大约4周,先虚拟试运转程序,再进行实际调试。没有数字孪生和CHECKitB4,我们根本无法在十二周的改造时间窗口内完成所有工作。”
机外零件清洗
Hamedinger还在工艺链中发现了改进空间及潜在的节省机会。此前,加工完成的工件清洗过程都是在机床内完成的。Hamedinger解释道:“我们的目标是将清洗过程从机床中剔除出来。”在斯达拉格和Promot的支持下,实现了将加工完成的工件通过一个旋转工作台转移到仓库的装夹位上。该位置配备了自动闭合门以及用于空气和冷却液的冲洗喷嘴。在这里进行清洗的同时,机器已经开始加工下一个零件。Hamedinger高兴地表示:“这每次托盘更换至少节省一分钟加工时间,相当于周期时间的近20%。这是显而易见的生产力提升,而且并没有缩短铣削时间本身。”
在改造过程中,Pöttinger还对基础设施进行了现代化升级。原本的分散式冷却液供应系统被中央冷却液系统取代,容量达8500升。这不仅提高了工艺安全性,减少了维护工作量,也在日常运营中带来了便利。
来源:荣格-《国际金属加工商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


