 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



1.导论
激光-电弧复合焊接(LAHW)是一种通过电弧与激光束在共同熔池内相互作用的技术。这种相互作用产生协同效应,融合两种工艺的优势,从而可以提升焊缝的综合质量。研究表明,传统电弧焊(AW)技术在桥接间隙方面效果显著,尤其适合焊接高反射材料,且相比其他焊接方法具有更高成本效益,因此被广泛应用。
然而,电弧焊的焊接速度受限于热输入和材料特性。当超过最佳焊接速度时,会导致热量分布不均、焊接缺陷增多以及焊缝变形,需要额外焊道来保证接头热输入均匀。此外,相较于激光焊(LW)系统,电弧焊的热量分布更分散,能量密度较低,导致熔深较浅且热影响区(HAZ)更宽。
随着工业领域的快速发展,传统电弧焊技术(如TIG钨极惰性气体保护焊和MIG/MAG熔化极惰性/活性气体保护焊)难以满足现代工程制造对焊接质量和生产效率日益增长的需求。激光焊则更具效率,能获得比电弧焊更深的熔深,可实现大厚度材料单道焊成型,其焊接速度也远超电弧焊。高度聚焦的激光束,因能降低热输入并减少焊接变形而被广泛采用。
但激光焊系统成本高昂,对工件间隙和装夹精度要求严苛,且易产生气孔和裂纹缺陷。此外,对铝、银等高反射材料的吸收率较低,因此操作复杂性更高。
LAHW是一种比传统焊接工艺更高效的技术。该技术通过整合不同热源的优势,有效克服了单一热源单独使用时存在的固有局限性。如图1所示,LAHW的工作原理是:激光生成的热点将电弧导向匙孔,形成稳定的阴极斑点,从而改善电弧控制并显著提升焊接过程稳定性。此外,LAHW还具有多重优势:在达到相同熔深时可减少焊道数量、降低热输入、缩小热影响区,并减少气孔与裂纹缺陷。通过耦合激光与电弧热源,其互补优势可实现热输入的有效控制,防止局部过热现象。该技术还能缓解因冷却过快导致的焊缝局部应力集中风险,从而显著减少焊接过程中工件过量残余应力和变形的形成。
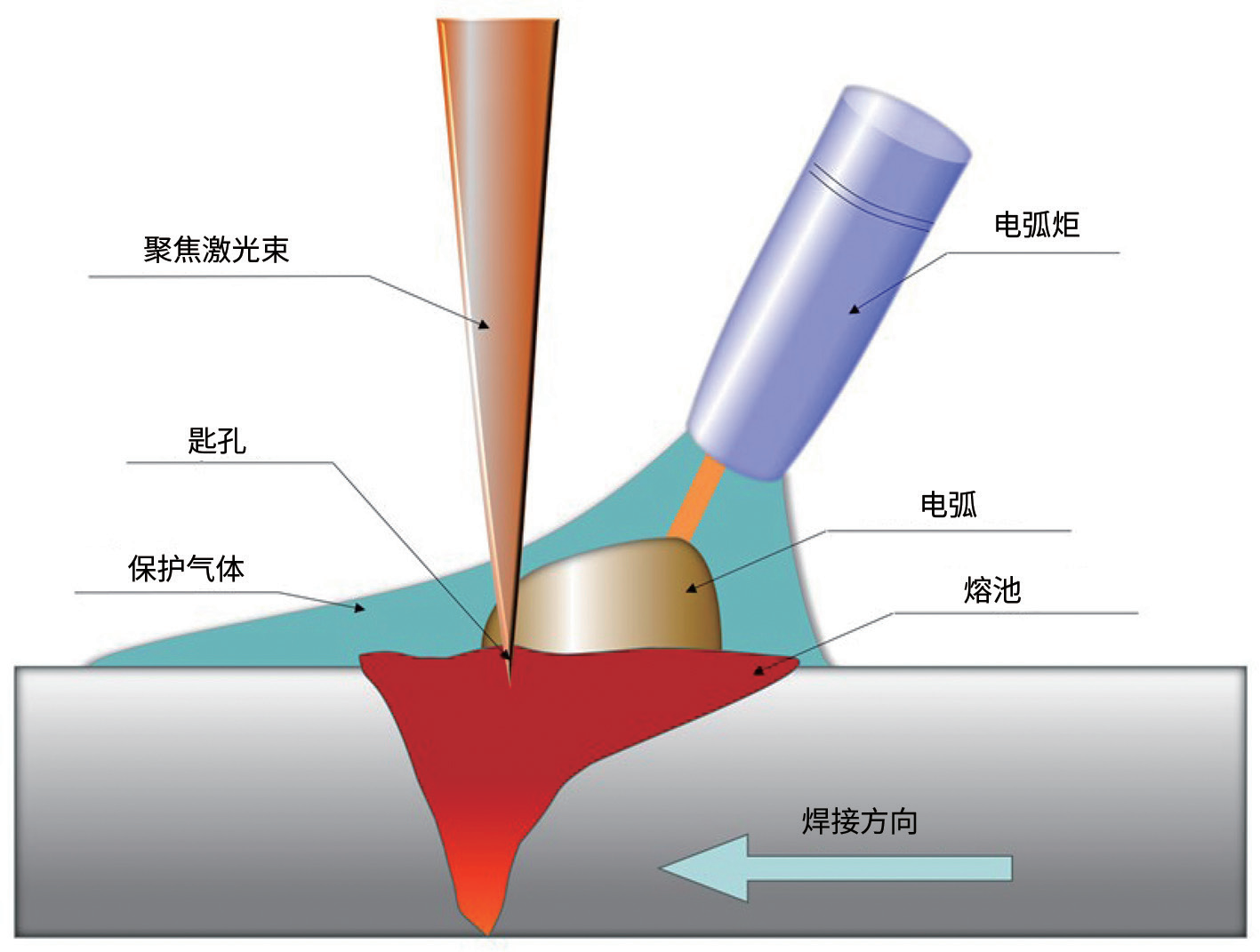
图1:激光-电弧复合焊(LAHW)原理示意图
20世纪80年代,Steen等人开创性地将激光焊与TIG电弧焊相结合,以解决当时激光焊接面临的普遍技术难题。研究发现,激光-电弧复合焊接能稳定热输入、减少角变形并加速焊接进程,同时兼具低成本和高稳定性的显著优势。但由于当时技术条件不成熟及初始投资成本过高,复合焊接技术的发展受到制约,工业应用受限。至20世纪90年代,大功率激光器(如CO2激光器)因其经济可行性和优良的焊接特性,在复合焊接中得到广泛应用。此后,该工艺逐步被车辆制造、船舶建造、航空航天及管道运输等行业所采纳。
激光-电弧复合焊接存在两种不同的热源集成方式。第一种为电弧增强型激光焊接工艺,该方式有效缓解了大功率激光窄焊缝范围的局限性。在此方法中,激光在接头处产生匙孔以实现深熔焊接,电弧则作为辅助热源提供填充金属,从而增强桥接间隙能力并扩大热输入范围。因此,该方法特别适用于中厚板焊接,能显著减少裂纹及焊接缺陷的产生。
第二种是激光增强型电弧焊工艺,其中电弧通过将等离子蒸气导向熔池来实现金属主焊接,而激光仅用于金属预热和增强电弧焊接过程。此种情况下激光输入功率大幅降低,熔深也不会显著增加。
相反,当激光作为主热源时,形成的匙孔具有更高稳定性并能最大限度减少焊接缺陷。两种复合焊接工艺都比单一工艺复杂得多,需要同步控制的参数数量大幅增加。因此,单一工艺的最佳参数未必能在复合焊接中获得理想效果。
由此可见,精确的参数模拟对激光-电弧复合焊接至关重要,它能确保焊缝具有优异的力学性能和尺寸精度。这种相互作用的常见效果是:辅助热源的存在降低了激光功率需求,从而减少生产成本。但热源耦合增加了工艺复杂性,需要精确控制和同步多个参数。这对操作人员提出更高的要求,因为即使微小偏差也可能导致裂纹或气孔等缺陷。
此外,尽管激光-电弧复合方法能降低初始激光功率需求,但由于需要复杂设备、频繁的参数调整以及严格的材料质量标准,总体生产成本仍然居高不下。因此,该工艺仍需进一步改进完善。
在初步检索约500篇文献后,根据质量、相关性和领域贡献度筛选出200篇进行精读与总结。通过文献系统梳理,确定了激光-电弧复合焊接的若干关键研究领域:包括匙孔行为、熔滴过渡行为、焊接质量分析(含残余应力分析、金相组织分析及焊接参数影响)、焊接缺陷分析以及工业应用。基于这些突出研究方向,本综述构建了分析框架,以期深入解析这些基本原理及其对激光-电弧复合焊接工艺性能的影响。
本文旨在全面综述激光-电弧复合焊接技术应用现状,评估其优势与局限性,并为未来研究方向提供建议,同时强调该技术在推动工业应用方面的重要性。图2展示了本综述涉及的具体主题框架。
2.激光-电弧复合焊接技术
通过参数优化,激光技术可与多种电弧系统集成,开发出多样化、高效率的激光-电弧复合焊接系统。常用焊接激光器包括CO2激光器、Nd:YAG激光器、光纤激光器及半导体激光器(图3A);激光-电弧复合焊接中最常用的电弧系统为MIG/MAG和TIG。除上述工艺外,埋弧焊等其他电弧焊技术也可与激光结合,实现“1+1>2”的协同效应。
两种热源的相互作用产生的焊接效果远超单独使用激光或电弧焊接。但由于热输入较高易导致焊缝变形,其工业应用仍受限。CO2激光器由三种主要气体构成:作为活性介质的二氧化碳(2-5%)、作为填充介质的氮气(10-55%)以及作为冷却剂的氦气(40-88%)。其中氦气最常用于复合焊接,因其能减少等离子体屏蔽并提升激光吸收率。
CO2激光器分为连续波(CW)与脉冲波(PW)两种类型,连续波CO2激光器输出功率范围从数十瓦至数万瓦。由于能提供显著输出功率和较高加工效率(脉冲模式下峰值功率可达百万瓦级),CO2激光器被广泛应用于工业领域。Nd:YAG激光器主要通过掺钕离子的钇铝石榴石(YAG)晶体产生激光,该系统同样支持连续波与脉冲波两种工作模式。
不同激光器的根本区别在于工作波长。Nd:YAG激光器的工作波长为1.064μm,与光纤激光器相近;而CO2激光器的波长达到10.64μm,远长于Nd:YAG激光器。由于工作波长较短,Nd:YAG激光器在金属表面反射率较低,可实现微米级直径的高精度激光加工。
因此,相较于光束强度更高但平均功率较低的CO2激光器,Nd:YAG激光器更常用于薄板金属加工。CO2激光器虽然平均功率较低,但峰值功率可达12kW,适用于工业领域的厚材料加工。光纤激光器相比CO2激光器具有更优的光束质量与效率,焊接速度可提升50%至200%,且通过大量使用氩气替代氦气来降低成本。
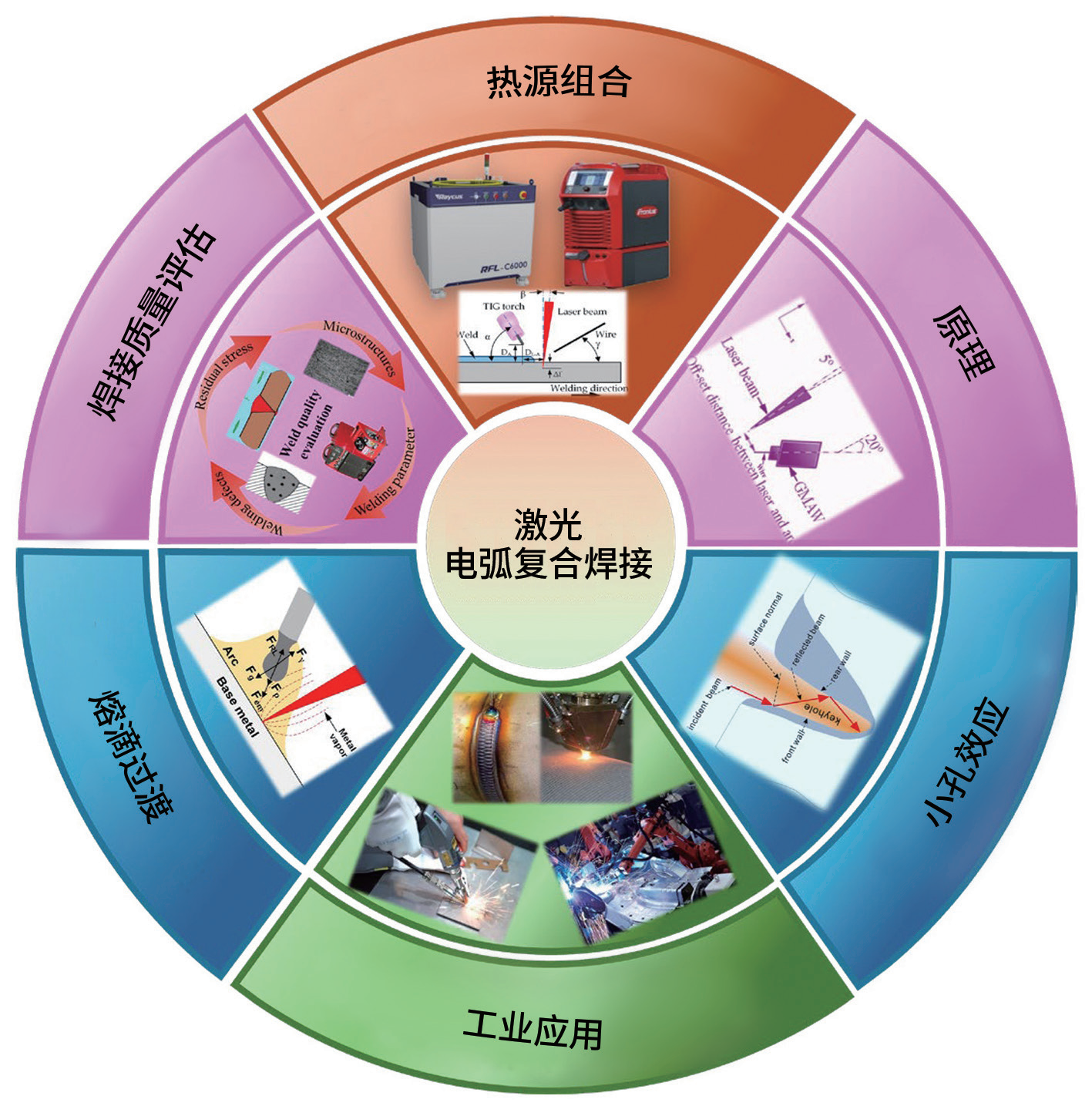
图 2:本综述框架图
与Nd:YAG激光器类似,光纤激光器工作波长也为1.064μm,这增强了其对金属的吸收效率。此外,光纤的柔性结构便于长距离信息传输,从而提升激光效率。其光路封装在保护层内,可提供更稳定的工作环境。
因此,光纤激光器的优化必将显著影响未来激光及复合焊接技术的发展。半导体激光器作为先进激光技术,具有高效率、小尺寸的特点,能提供优异的光束质量和可调波长。针对不同材料与工艺优化功率设置的能力,使其在多样化应用中日益受到青睐。将此类激光器集成到复合焊接系统中,可提升能效、降低成本并提高焊接精度,尤其适用于薄板金属与高速生产领域。下一节将全面概述当前激光-电弧复合焊接技术现状。
2.1激光-钨极惰性气体保护复合焊接工艺
TIG焊接采用非消耗性钨电极,能实现卓越的焊接质量与工艺适应性。由于钨电极的亲氧特性,其对外部气体高度敏感。最常用的焊接保护气体为氦气与氩气,这些惰性气体可屏蔽熔池并防止钨电极与氧气反应生成氧化物。相比其他焊接工艺,TIG焊接具有操作简便、电弧稳定、热输入控制精确及冶金质量优异等特点。
但TIG焊接存在单道焊熔深浅、热影响区大、焊前准备复杂等局限性,且非消耗性钨电极的使用需要在焊接过程中填充更多材料。然而过量填充材料可能因电弧高热而熔化。
为以更低成本提升焊接效率,如图3B(c)所示,目前已采用模式集成型激光与TIG技术复合工艺。激光光致等离子体的诱导与压缩作用能有效防止电弧漂移,增强焊接过程稳定性。由于激光与电弧双热源的协同效应,这种复合方法显著提升了焊接过程中的熔化能量,性能优于传统TIG焊接。此外,激光束对电弧等离子体的吸引作用提高了电弧稳定性,从而提升焊接过程的能量效率。
Avilov研究了激光-TIG复合工艺中电流密度的变化,发现引入激光源可使电弧电流密度显著高于单一热源。HLT接头相比单独使用激光或TIG电弧焊接的接头具有更高强度、更细晶粒及更均匀的横向残余应力。这些改进得益于激光通过连续波/脉冲波振荡在复合焊接中改善焊缝内部结构的能力,这是单一热源无法实现的。
然而当采用激光-TIG技术焊接异种金属时,可能出现焊接接头脆化现象。为解决该问题,通常采用镍、锌、钛等填充金属,并通过施加外部能量场进一步缓解接头脆化。
2.2激光-熔化极惰性/活性气体保护复合焊接工艺
该工艺分为MIG与MAG两种模式,均采用气体保护电弧和焊缝,其电极可连续使用无需更换。MIG/MAG适用于焊接高强度钢、铝合金等金属材料,具有低成本、连续焊接能力及高生产率等优势,是焊接应用的优选方案。但MIG/MAG的低熔敷能力会影响焊接效率,焊接厚板时需要多道次完成。过高的热输入会导致热影响区扩大并增加微观结构复杂性。
激光-熔化极气体保护复合焊接(HLM)可有效控制填充金属量以增强桥接间隙能力,从而实现更高的能量利用率和工艺效率。因此其优势远优于传统MIG/MAG焊接方法。图3(C)展示了传统MIG焊接与HLM的对比,凸显了HLM的优越性。
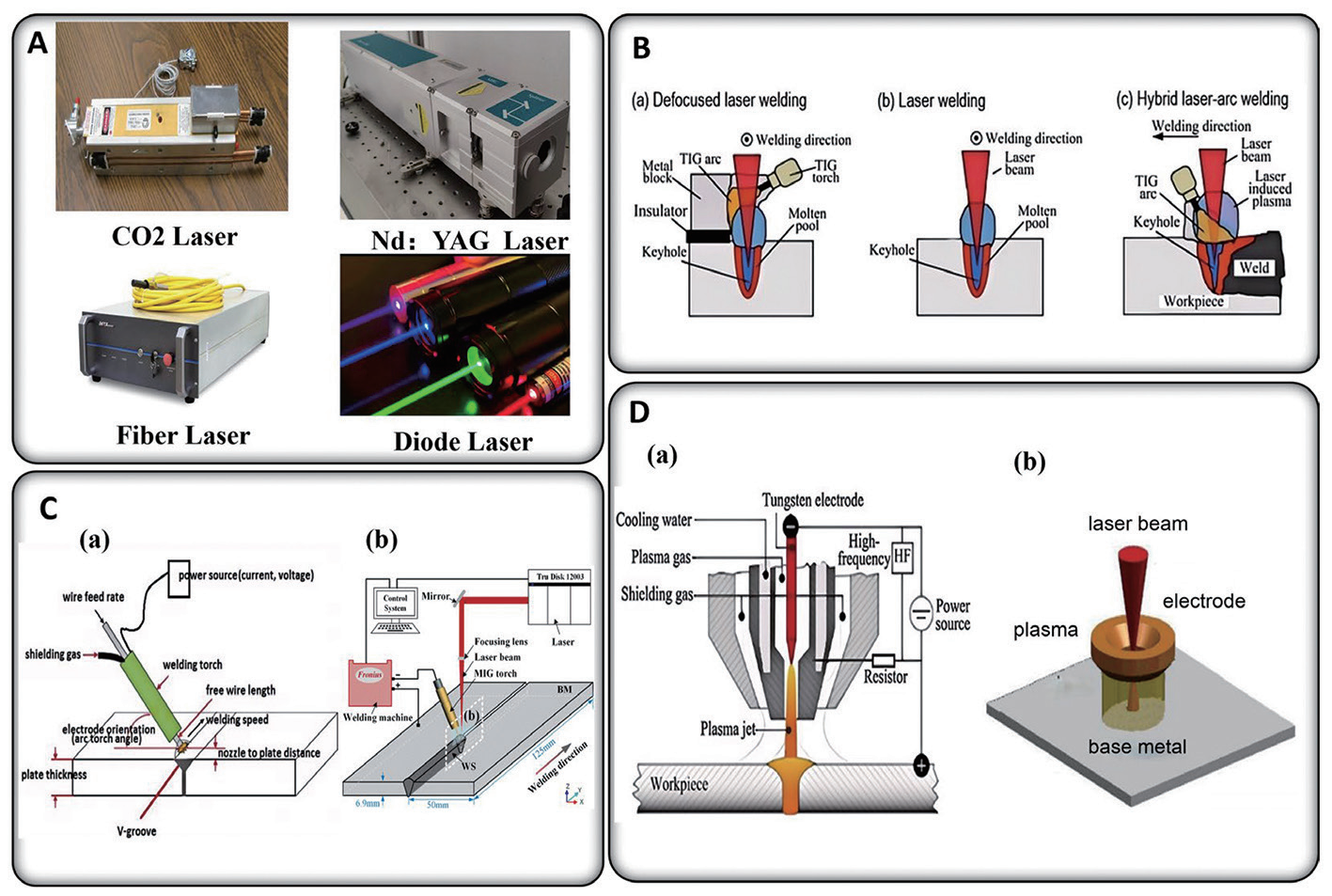
图3:(A)激光器类型:二氧化碳激光器(左上)、Nd:YAG激光器(右上)、光纤激光器(左下)、二极管激光器(右下);(B) (a)离焦激光-钨极氩弧复合焊,(b)传统激光焊,(c)激光-钨极氩弧复合焊;(C) (a)传统熔化极氩弧焊;(D) (a)传统等离子弧焊,(b)激光-等离子弧复合焊方法
当激光与MIG焊接联用时,通常采用氩气和氦气等惰性保护气体;而与MAG焊接配合时,则更多使用二氧化碳和氧气等活性气体,保护气体由不同比例的二氧化碳与惰性气体混合组成。既往研究表明,在激光-MAG复合焊接中使用100%二氧化碳作为活性气体时,焊缝几乎无气孔缺陷。
然而此类焊接接头的强度略低于采用氩气和二氧化碳混合保护气体焊接的接头。电弧在激光引导下进入匙孔,从而增加焊接过程中的熔深。此外,电弧与激光光致等离子体的混合作用显著提升了焊件对激光能量的吸收率。HLM通常用于中厚板构件焊接,因其在提升焊接质量的同时能提高焊接速度。对于更厚的焊件,可采用激光与脉冲MIG电弧复合系统,以较低热输入实现单道全熔透焊接。
HLM相比标准MIG焊接能提供更稳定的热输入,有助于晶粒细化、消除微孔缺陷,并显著提升显微硬度和抗拉强度。由于热影响区与焊缝区晶粒更细小,且形成的交错晶粒结构增强了整体强度,HLM生产的焊接接头具有优异质量,几乎无缺陷。
与其他焊接工艺相比,HLM具有更大的熔池体积,即流动熔融金属的覆盖区域更广。这一特性使其桥接间隙能力优于其他复合焊接方法。此外,通过采用不同焊丝成分可改善焊缝性能,展现出高度的工艺适应性。这些独特优势使激光-MIG复合工艺成为该领域研究最深入、应用最广泛的技术。
2.3激光-等离子弧复合焊接工艺
激光-等离子弧复合焊接(PAW)技术通过结合激光的高能量密度与等离子弧的高热稳定性(如图3D(b)所示),有效提升焊接效率与焊缝质量。PAW采用非自耗钨电极,通过在电极与基材间产生电弧放电,利用钨电极和惰性气体保护熔池,形成具有高电流密度的电弧。
与需要多道焊的MIG不同,PAW可实现单道焊完成焊接,效率更高。相比TIG焊接,PAW具有热损失更小、能量密度更高以及焊缝深宽比更优的特点。但PAW的电弧能效(47-66%)远低于MIG/MAG(67-82%)和TIG(68-84%),这是因为PAW的匙孔模式常导致等离子弧延伸,造成较高电弧损失,从而降低能量效率。
激光-等离子弧复合焊接的优势在于:通过等离子弧对金属进行预热,可有效降低焊后冷却速率并提高激光吸收率。因此相比其他复合焊接技术,激光-PAW复合焊接能在保持热输入不变的同时提升焊接速度。当采用连续波电弧替代脉冲电弧时,激光-PAW复合焊接技术可降低熔合区热裂纹风险,并能获得比激光焊更宽的熔合区域。此外,激光与等离子弧的联合作用有助于稳定电弧并提升焊缝质量,这是因为大部分电弧等离子体聚焦于激光束产生的介质层间隙,从而增强了电弧稳定性。
与激光焊接相比,此类复合焊接工艺能使焊接接头获得更高的机械强度。研究表明,该技术能显著降低残余应力导致的热变形,尤其在铝合金焊接中——可在焊接同时进行阴极清理以去除氧化膜;PAW的效率比普通激光焊接高出数倍。因此,PAW在铝合金焊接领域备受重视并被广泛应用。这些工艺与经济优势使激光-PAW复合焊接成为未来工业应用中极具吸引力的选择。
3.激光-电弧相互作用原理
激光-电弧复合焊接中的热源协同效应,源于激光诱导等离子体与电弧等离子体间的相互作用(图4A示意)。这种相互作用显著影响焊接过程稳定性、焊缝质量及耦合效率。等离子体的存在为激光形成保护屏障,而其高密度特性影响焊件对激光能量的吸收方式。
值得注意的是,激光诱导等离子体的温度与带电粒子密度均高于电弧等离子体,导致两者相互作用时激光诱导等离子体的带电粒子密度降低。这种密度减少会降低等离子体对激光的散射,从而增强激光吸收率。通过优化工艺参数可稳定这种相互作用行为。
传统激光焊接速度通常超过1m/min,而电弧焊接速度普遍约为0.4m/min。若焊接速度超出这些范围,可能导致焊道成型不良、焊丝熔融异常及工艺失稳。两种工艺间的显著差异还因激光产生的金属蒸气对电弧性能的影响而进一步加剧。
传统上,复合焊接的协同效应主要通过焊缝表面形貌或熔深进行评估。例如,Liu等人研究了电弧功率对熔深的影响,并根据熔深幅度与焊缝表面硬度来评估协同效应水平。但由于结果评估可能存在误差,Gao等人引入了一个称为增量熔化能(ψ)的无量纲参数,能更直观地表征热源间的协同效应。该参数通过量化熔化能的变化来定义,即焊接过程中熔化工件与填充材料所需的热量。
具体而言,热源的联合作用越强,ψ值就越高,这与熔化效率的提升呈正相关。基于熔化能概念,Zhang等人进一步提出能量利用增量ΔU(相同焊接速度下激光-电弧协同效应导致的能量利用增量)与ΔP(激光-电弧协同效应引起的熔深增量),用以量化LAHW方法相对于相同焊接速度下单一焊接的能量利用增量与熔深增量。
此外,由于协同效应与电弧电流变化密切相关,Meng等人采用电弧电流增量(ψ)对该效应进行量化,发现电流变化越大协同效应越强。这种测量方法能更直观地展示不同复合焊接技术中热源耦合的协同效应。图4A展示了这种相互作用的示意图,该相互作用显著影响焊接过程稳定性、焊缝质量及耦合效率。
等离子体的存在为激光形成保护屏障,而其高密度特性影响焊件对激光能量的吸收方式。值得注意的是,激光诱导等离子体的温度与带电粒子密度均高于电弧等离子体,导致两者相互作用时激光诱导等离子体的带电粒子密度降低。这种密度减少会降低等离子体对激光的散射,从而增强激光吸收率。此外,激光有助于引导电弧方向,而电弧产生的热量又能提升激光作用效能。如图4A(a)(b)所示,这种协同相互作用可显著提高焊接效率。通过优化工艺参数可稳定这种相互作用行为。
在激光-电弧复合焊接中,激光束与电弧电极的布置可分为同轴与旁轴两种构型,主要区别在于两者间距与对中方式。同轴布置中激光与电弧几乎沿同一轴线重叠,使激光可穿过电弧中心。这种构型能产生高度集中的能量与热输入,最大化双热源的协同效应。
相比之下,旁轴布置将激光与电弧置于不同轴线或呈一定角度,导致相互作用更独立且能量输入更灵活。虽然同轴布置能最小化热源间距以增强能量集中度,但可能阻碍电弧等离子体有效吸收激光能量,从而降低熔透效率并扩大热影响区尺寸。而旁轴布置则因间距增加可能削弱或消除协同效应,导致热输入更分散且更难控制。
Zou等人发现,同轴布置的TIG电弧能抑制激光等离子体羽流的形成,集中能量并增加熔深,从而显著提升激光能量利用率并减轻羽流对焊接过程的影响。
热源协同效应需要通过多参数同步调控,才能实现预期效果。该协同效应的关键特征参数包括激光功率、保护气体参数以及激光-电弧间距(DLA)等。图4B展示了不同焊接参数下双热源协同效应的变化规律:其中(a)图表明协同效应通常随激光功率增加而增强,因为与电弧等离子体相互作用的激光粒子数相应增加。
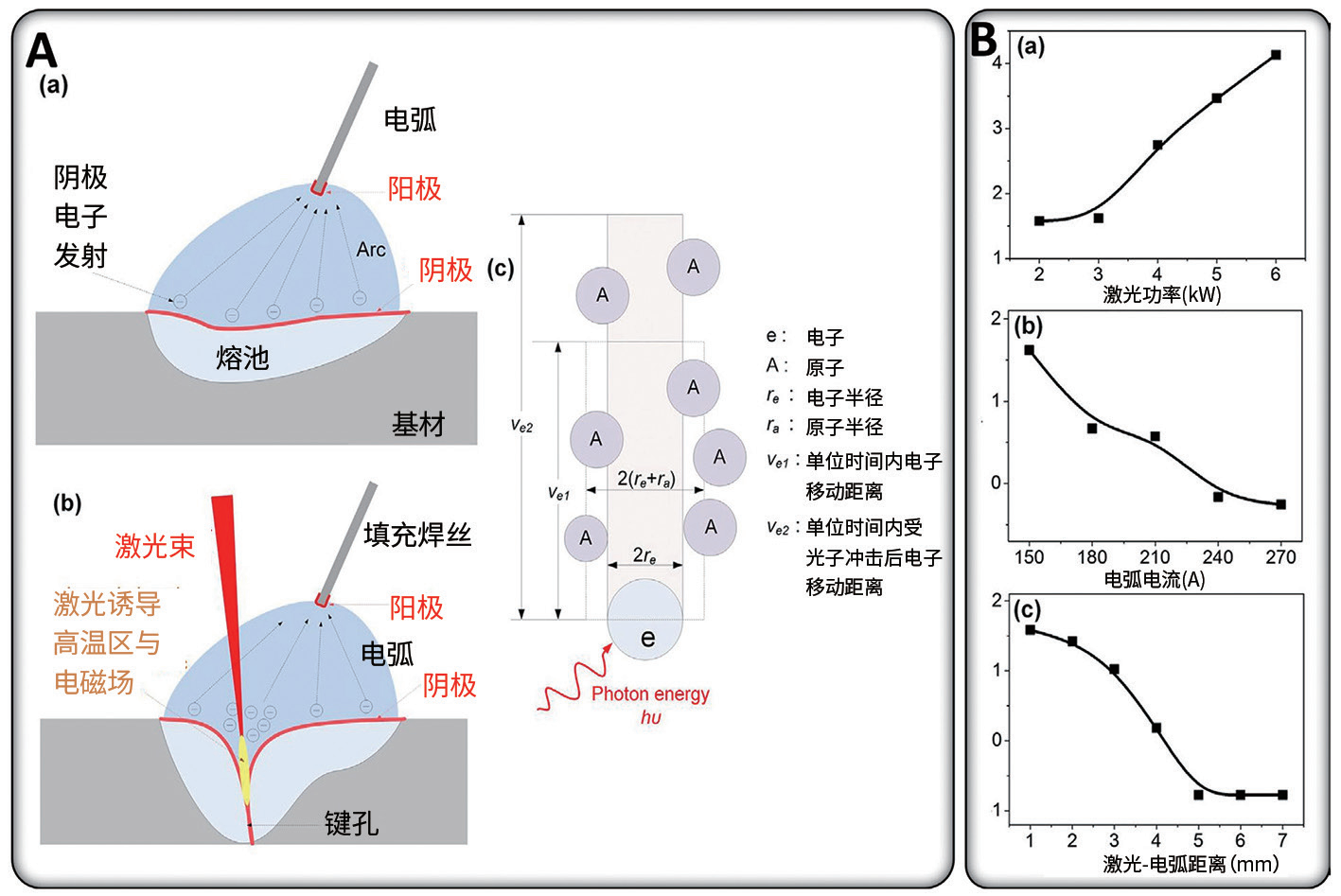
图4:(A)热源协同效应示意图:(a)单电弧作用,(b)激光在激光-电弧复合焊中的作用,(c)激光对LAHW中电弧内部的影响;(B)不同焊接参数下热源协同效应的变化:(a)激光功率,(b)电弧电流,(c)激光-电弧间距
然而,激光功率与协同效应之间存在复杂的关系。当功率超过特定阈值时,功率增加会导致热输入过量,造成热影响区扩大和激光等离子体极度不稳定,最终产生弊大于利的负面效果。图(b)说明随着电流增大,电弧体积扩张导致单位面积内相互作用的粒子数量减少,从而削弱协同效应。图(c)显示随着DLA增大,参与反应的粒子数量减少致使浓度降低,继而造成协同效应减弱。保持适当的激光-电弧间距对于实现有效的热耦合至关重要。
研究表明,该间距会对小孔行为、焊缝成形及电弧稳定性产生显著影响。过大的间距会消除激光-电弧的协同效应,主要通过对激光-电弧等离子体行为的作用机制,导致无法达到预期焊接标准。热源分布状况及DLA的影响效应因焊接材料而异:例如在焊接铝材等高导热性材料时,必须避免过热输入以防止热变形或开裂;相反,在焊接不锈钢、钛合金等低导热性材料时,通过精确控制热输入能更有效发挥热源间的协同优势。
因此,热源分布模式和DLA的设定主要取决于材料特性与工况条件。然而DLA与协同效应的关系具有复杂性,且会随其他参数变化而产生动态响应:较大的DLA值可能降低激光与电弧的关联度,从而削弱协同效应;反之却可通过减少等离子体干扰来增强电弧稳定性。由此可见,最优DLA值取决于激光功率、电弧电流等焊接参数的综合调控。为获得最佳工艺效果,应将DLA对焊接过程的影响与其他因素协同考量,而非简单假设其存在线性关系。
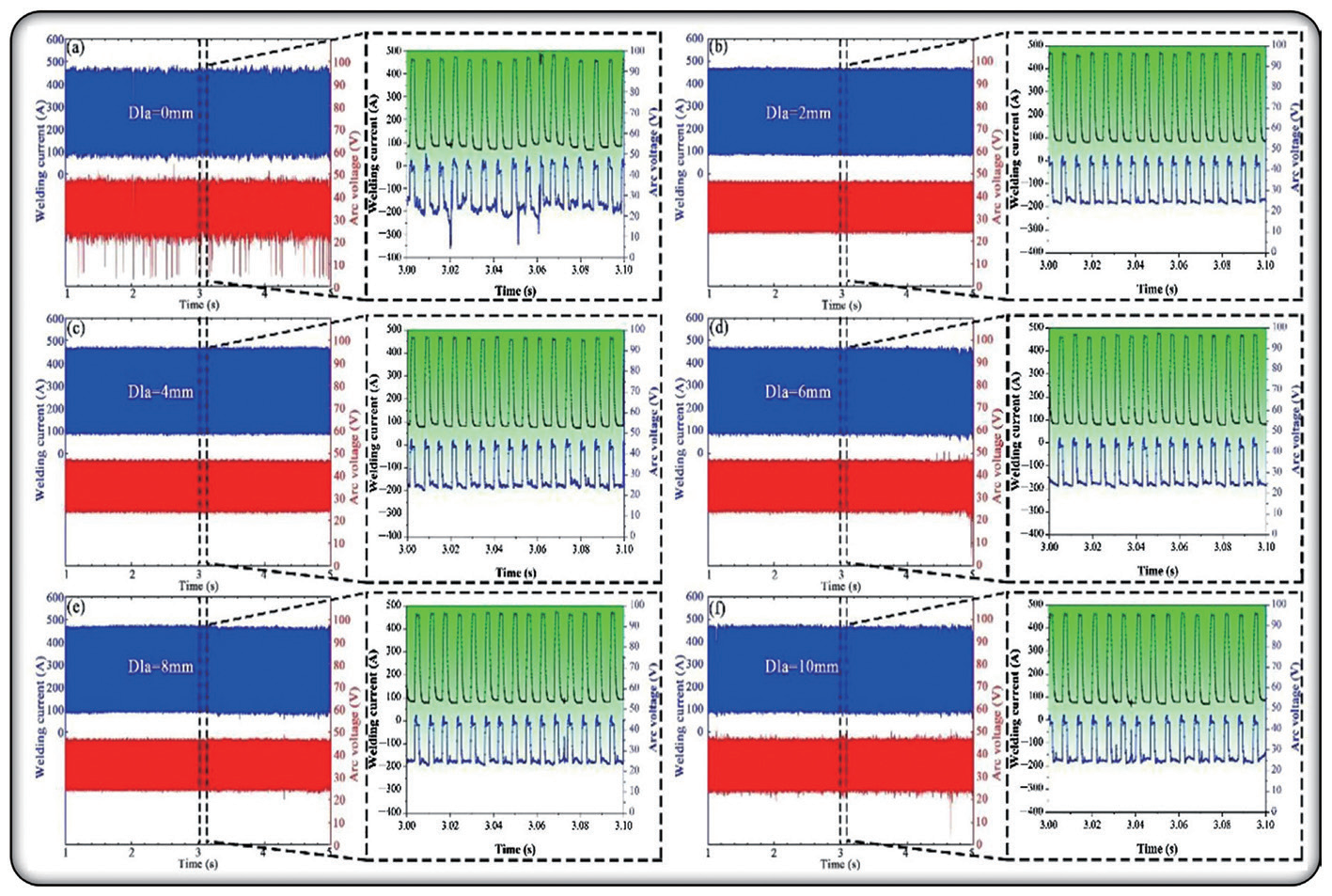
图5:不同激光-电弧间距(DLA)条件下激光引导电弧模式的电压与电流波形如图(a-f)所示,其中蓝色波形代表焊接电流,红色波形代表焊接电压;当DLA过小(a)或过大(f)时,波形均呈现不稳定特征
图5展示了激光引导电弧模式下DLA对焊接稳定性的影响。蓝色波形代表焊接电流,红色波形则表示焊接电压。图(b-e)显示当DLA值从2毫米增大至8毫米时,电弧稳定性随间距增加而提升;相反,图(a)与(f)则呈现出显著的电信号波动,表明焊接过程存在异常。研究发现电弧稳定性随DLA增大而增强。当DLA过大或过小时,等离子体扰动加剧会导致电弧稳定性下降,焊接质量恶化。为获得熔池内更显著的协同效应,应尽可能对DLA参数进行精确调控。
因此,激光束能否有效作用于熔池并提升焊接效率,关键在于对工艺参数的精确调控。具体而言,通过调节激光-电弧间距(DLA)和激光功率等参数,将直接决定复合焊接优势的发挥程度。(未完待续)
来源:荣格-《国际工业激光商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


