 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



在智利的一座山峰上,全球最大的望远镜正在建造中,其镜面直径达39米。虽然研究人员希望借此获得观察宇宙深处的独特视角,但位于慕尼黑的Jakob Behr公司却面临着一个非常现实的问题:如何在望远镜的部件上制作出高质量的槽。Ingersoll的新型铣刀解决了这个问题。
成品铝部件的背面形状非常像一把椅子。受到这种启发,公司老板Sebastian Behr毫不犹豫地坐在了这张“座椅”上。这个有趣的场景掩盖了部件前侧的精细设计,在制造过程中必须遵守严格的精度和表面质量要求。
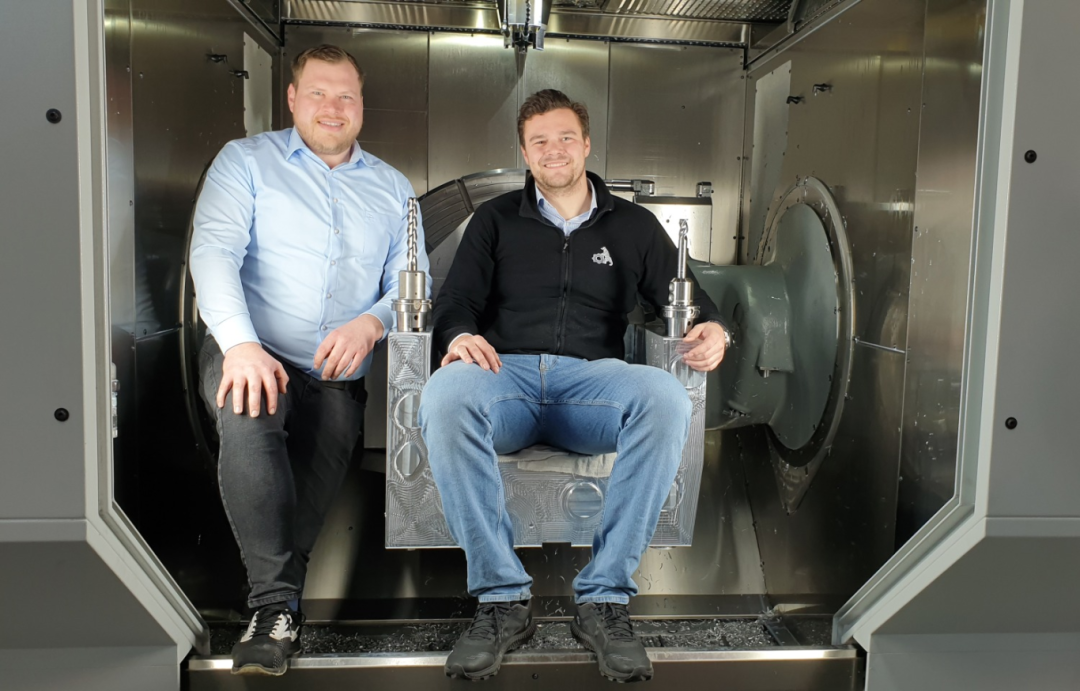
Ingersoll技术顾问Michael Bum以及总经理Sebastian Behr
铝块原本并不是公司的典型部件。该公司最初从事传动装置和车床的生产,后来主要设计和制造冲床。生产规模越来越大,随着机床的变化,3000㎡厂房内的机器设备也发生了变化,如今大型机床占主导地位。
当这家慕尼黑公司逐渐停止生产自己的机床,完全专注于合同加工时,专注于大型零件是显而易见的。其客户主要来自机械和设备制造行业,该行业需要加工许多焊接结构。近年来,对铝的需求日益增长。需要加工的是大型圆盘、环形件和立方体零件。
望远镜的最高精度
Behr公司正在制造用于欧洲南方天文台 (ESO) 在智利阿塔卡马沙漠建造的极大望远镜 (ELT) 。该望远镜的镜面直径为39米。
Metis是一款多功能仪器,安装在ELT上后,将用于观测中红外波段的太空。它包括一个自适应光学传感器、一个高分辨率光谱仪和一个高对比度相机。目前的铝制部件正用于该仪器。
望远镜上的测量仪器也尺寸巨大,Behr加工的部件将成为多功能仪器Metis的核心部件
Behr公司花了大约两个半月的时间来加工这个尺寸为950×900×850mm的铝块。Sebastian对此非常满意,尤其是之前加工一个非常相似的部件花了四个多月的时间。“虽然这些部件无法直接进行比较,但我们的速度确实明显加快了,这确实是一个进步,”Sebastian高兴地说道。在他看来,这是非常必要的,因为总共需要为ELT制造20个要求非常相似的部件。如果所有零件都能按计划完成,那么Sebastian专门为这类加工新购置的哈默机床,仅此一项就足以让它满负荷运转一年半了。
Sebastian解释了为什么加工最初花了这么长时间:“为了达到所需的表面质量,我们只能用现有的刀具进行非常少的进给。这耗费了大量时间。” 制造商遇到的问题主要是部件上的许多槽,这些槽无法高效地制造。“我们无法直接深入加工,只能在每个槽里蹒跚前行,”Sebastian承认。他最终向Ingersoll的技术顾问Michael Bum寻求帮助。

一台哈默C 62 U MT机床将一块950×900×850mm的铝块加工成一个高精度部件,该部件部分结构非常精细,加工总共耗时两个半月
新产品线PrimoLine
Bum推荐了Ingersoll的两款新产品:粗加工刀具3729605 P3N2RM250A038L054R008W和精加工刀具3729341P3N2FM250A153R002C,它们都来自全新的PrimoLine产品线。
尽管这些刀具从未在类似部件上使用过,但鉴于Behr公司面临严重的加工问题,他们还是决定尝试一下。在慕尼黑进行的首次测试就取得了成功。最重要的是,新刀具能够直接进入槽深处,这完全符合他们的期望。“这些刀具的特点,尤其是精加工刀具,是我们能够一次达到150mm的最大深度,且超差仅为0.1mm,”Bum解释道,“即使刀具在角落处缠绕得更多一些,它仍然能够非常平稳地运行。”
深腔,薄壁
除了槽的深度之外,还有另一个挑战:槽彼此紧密相连,壁厚只有5.5mm。尽管悬伸长度很大,但粗加工仍然非常平稳。根据Ingersoll的建议,首先进行了预钻孔,以避免刀具在加工过程中发生摆动。这样,使用6×D工具即可达到700cm3/min的切削量。
以前加工一个槽需要一个多小时,现在只需几分钟就能完成。“通过将粗加工刀具和精加工刀具进行全新组合,我们取得了惊人的成果,”Sebastian高兴地说道,“我们的速度提高了10倍。”
材料要求最高工艺安全性
除了高表面质量和精度外,望远镜部件的生产还非常注重工艺安全性。不仅因为加工时间长,而且因为材料难以采购,因此不容许出现任何错误。虽然AlMgSi1锻造合金并非稀有材料,但将其用于测量仪器对纯度提出了特殊要求。为了避免影响后期的光谱分析,真空室中不得存在其他元素。
尽管目前已实现了此类部件的经济加工,但Behr公司与Ingersoll之间的合作仍将继续。Bum宣布,他希望继续调整一些细节,并结合Haiger技术中心的经验进一步优化加工工艺。Sebastian承认,最初与刀具专家的沟通不够充分。这位总经理表示:“今后,一旦发现问题,我会立即征求专家的意见。”


