 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



射频(RF)屏蔽测试舱使军事与国防、医疗设施以及汽车等行业中的OEM厂商(开发电子组件的企业)能够在无电磁和射频干扰的受控环境中测试其设备。这些高度敏感且精确的测试对于验证设备性能及符合各项标准至关重要。因此,制造金属板材测试舱需具备精准度、准确性和可重复性。
“自2008年公司成立至2024年,我们一直将外壳制造业务外包,”JRE机械设计师兼制造部门负责人Mark Dedes表示,“公司内部工作主要集中于测试舱电子设备的研发及组装。我们会与本地加工厂合作制造铝制外壳,随后添加射频吸收泡沫及其他屏蔽材料,以在舱体周围形成导电密封层。制造精度和外壳质量至关重要。在某些情况下,我们因外壳的装配质量和焊接问题而不得不拒收或返工。此外,我们无法控制生产进度,因此在订单波动时缺乏灵活性。这迫使我们不得不维持过大的库存。”
内部切割
最终,该公司不得不将钣金加工业务内部化,以实现按需切割和成型所需的部件。2024年5月,该公司在其9000平方英尺的车间内新增了一台6kW激光切割机,即LVD LaserOne Model 3015,其工作区域为5×10英尺。LVD将LaserOne系列机器定位为“简洁实用、价格亲民且易于操作”,而Dedes对此描述深表认同。
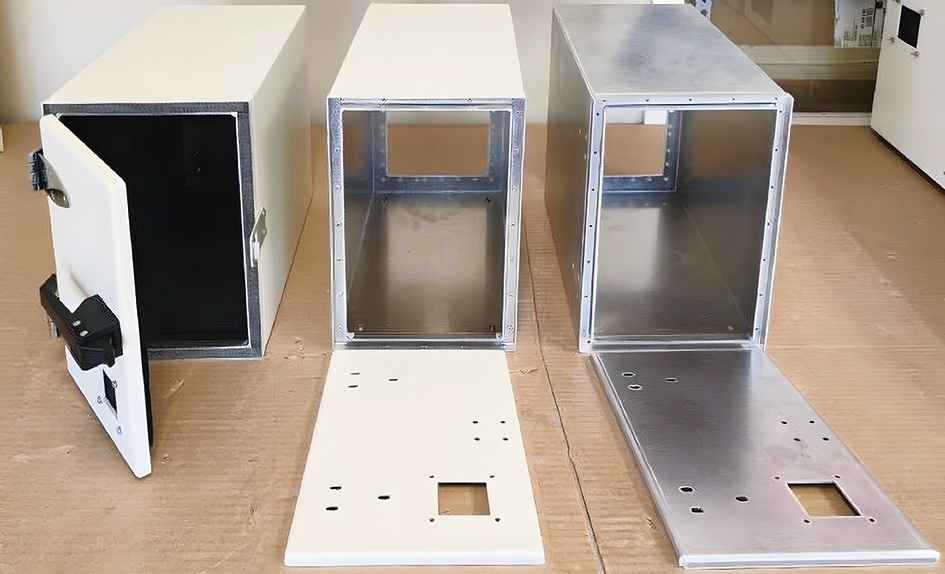
JRE生产多种型号和尺寸的射频屏蔽金属板腔室,从右到左依次为:成型、未焊接的单元腔室;JRE 合作伙伴焊接并粉末涂装后的腔室外观;以及完全组装好的单元
“尽管我几乎没有激光切割经验,但仍能迅速掌握激光编程和板材排产技巧。”他分享道。随后他描述了一个特定挑战,而他已成功克服了这一难题。
“我们正在加工厚度在0.063英寸至1/8英寸之间的5052型铝板,”他说,“由于我们工厂的布局,无法引入氮气作为激光辅助气体,因此我们使用高压压缩空气。从运营成本角度来看,这是一个非常高效的过程,但它会产生大量热量,可能导致我们切割的薄条材向上翘曲,这可能会给我们的供应商合作伙伴带来焊接配合问题。但花一点时间调整机器控制和LVD的Cadman-L编程软件,以及调整工艺参数和切割路径的编程以平衡热量,我很快克服了零件翘曲的问题。”据LVD介绍,该软件提供智能碰撞避免、自动排产以及机器和切割参数的优化。

2024年5月,JRE在其9000平方英尺的车间内新增了一台6kW激光切割机,该设备为LVD LaserOne Model 3015型号,配备5×10英尺的工作区域
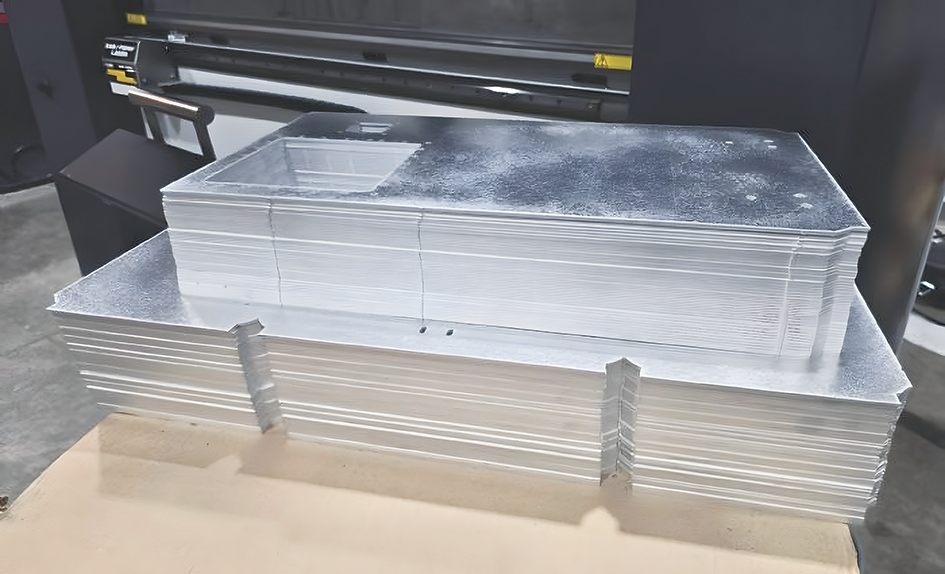
堆叠的激光切割好的毛坯,即将进行折弯加工
Dedes随后阐述了将激光切割工艺引入内部的另一大优势:能够与合作的焊接车间协同工作,重新设计柜体面板以提升设计与功能。
“机柜基本上由两部分主要金属板组成——一个U形和一个L形,以及门和一组成型通道,”他说,“在将制造流程内部化之前,这些通道是通过铆接固定在其他面板上的。这种设计意味着,当我们的激光切割供应商切割通道时,也会在金属板的特定区域切割铆钉孔,导致这些区域的热量集中,可能导致部件变形。但通过对切割过程的内部控制,并配合我们的合同焊接车间,我们重新设计了导轨,改用激光焊接替代铆接。这不仅显著提升了导轨及整体组件的外观,还消除了铆接接头处潜在的射频泄漏源。”

仅仅几个月后,JRE Test就决定在车间内新增一台折弯机,型号为LVD Dyna-Press Pro 40/15
折弯第二阶段
仅仅几个月后,Dedes在掌握激光切割工艺后,决定承担更多的加工责任,在车间内新增了一台折弯机,型号为LVD Dyna-Press Pro 40/15。这款电动驱动折弯机配备了Wilson Tool 78°和30°冲头工具,用于空气折弯,具备五轴后挡料装置、5英尺板材容量和43吨压紧力。Dedes还选择了LVD Easy-Form自适应折弯包,提供激光折弯角度测量和校正功能。
“尽管此前没有折弯成型经验,”他说,“LVD Cadman-B编程软件的易用性结合自适应折弯功能,使我能够快速掌握折弯编程、设置和操作。”
据LVD介绍,该软件的智能折弯数据库可自动展开零件、精确计算折弯余量、生成2D DXF文件,并确定最佳折弯顺序、模具、工具及定位销位置。
“此外,折弯机还配备激光辅助功能,”Dedes补充道,“该功能可根据零件编号清晰标记上下模具位置,使设置过程快速简便。”
“成型两个主要柜体部分——U形和L形部分——然后由我们的合作伙伴进行焊接,”他继续说道,“需要完美的对齐和垂直度,以确保正确安装,并在现场保证无泄漏可能。知道我们能够在这里生产出可重复的高质量零件,这让人感到欣慰,这确实让我们省去了不少麻烦,而不是在柜体完成粉末喷涂后再去解决装配问题。”
Dedes进一步阐述了返工讨论:“我们曾有高达20%的粉末喷涂柜体被拒收,往往是因为面板折弯不足导致门密封不良。如今我们在制造过程中已实现零拒收。”
作者:Brad Kuvin
来源:荣格-《国际金属加工商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


