 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



本刊曾介绍过T模与双模机均能提高注射的生产效率(请参考1,2)。生产效率η 定义为T/(Tn/2),其中T是标准模具在标准注塑机的周期时间,Tn是T模在快速机、保压装置机等的周期时间。Tn除以2是为了对等比较,让η 定义的分子与分母都是每个分模面所需的时间。
η 的范围从100% 到200%。其中,100% 代表T模的生产效率等于标准模具在标准机的,用了T模没有好处。200% 代表T模的生产效率是双倍标准模具在标准机的,是理论上的最高效率。当η > 167% 时,推荐采用T模来生产。本文列出η 的方程式以便读者清楚T模采用哪种注塑机来生产才划算。
双模机能容纳两套标准模具。他们经历的过程类似T模的A与B分模面。我们讨论两种双模机:单泵双模机(标准机)与双泵双模机(快速机)。
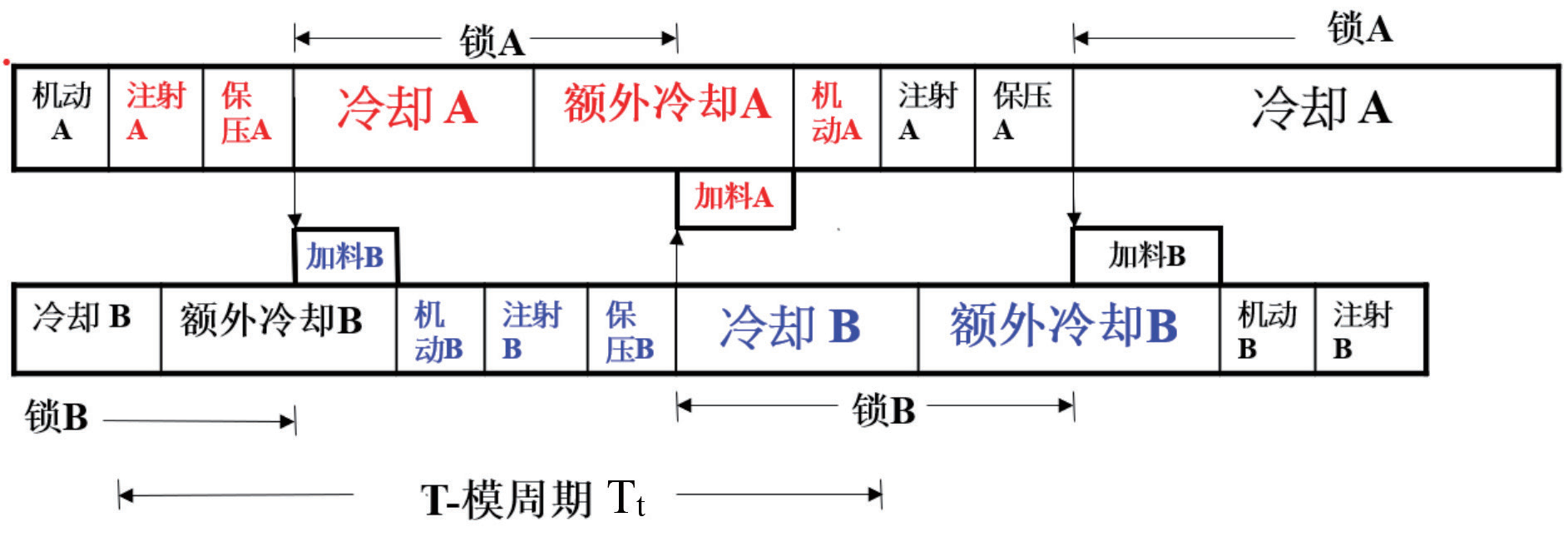
图 1:在标准机上的 T 模周期
T模在标准机上
参考图1。我们用符号代表动作时间:注射 = I,保压 = H,冷却 = C,加料= P,机动 = M,电机闲置时间是X = C – P。
表 1:标准机与快速机的 4 个象限 1 到 4

标准周期时间是T,T模周期时间是Tt。当A = B,X ≥ 0 时,你能看出来T = I + H + C + M,与Tt/2 = I + H + P + M = T – X 吗?从Tt/2 = T – X,可以看出Tt/2从T节省了X,并能导出 ηt = T/(Tt/2) = 1/(1 – x), 其中x = X/T 是电机闲置时间的无量纲,是一个没有单位的数字。
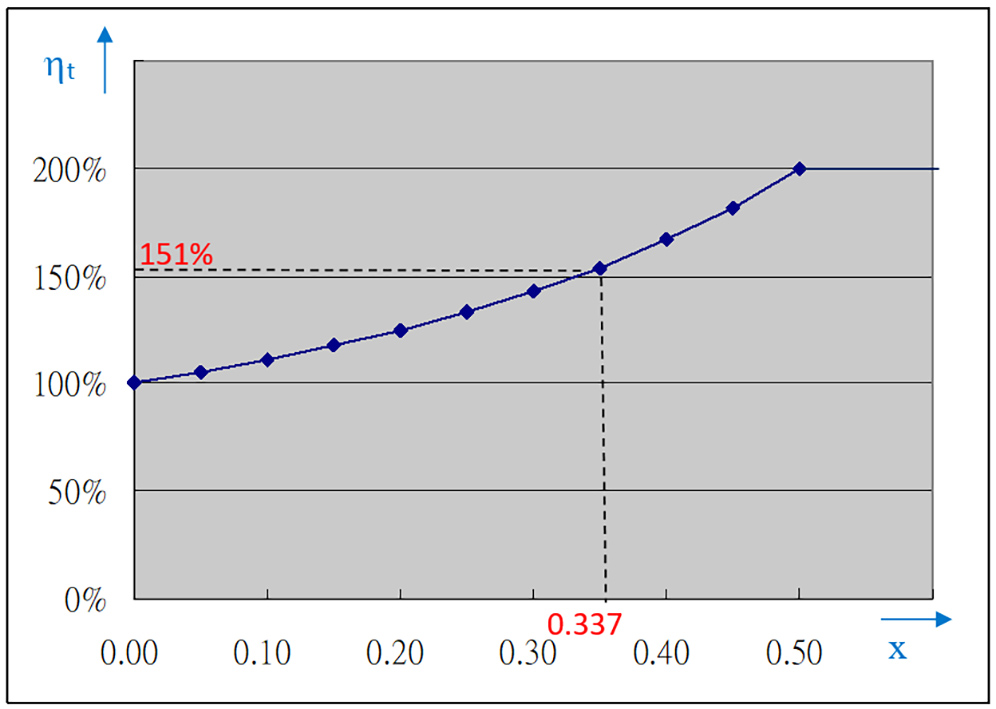
图2:ηt = 1/(1 – x)
图2将 ηt 对x画了出来。在 0≤x≤0.5 的范围里,100%≤ ηt ≤200%。因为 ηt 不能超过200%,更大的x 也只有200% 的效率。这个函数的特点是x越接近0.5,ηt增加得越快。x = 0.337是来自包装盒子的例子,ηt = 151% 不算高。X ≤ 0时,T = I + H + P + M = Tt/2,故 ηt =100%。
T模在快速机上
参考图3。注塑参数是X ≥ 0,M ≤ P。当 A = B,你能看出来T = I + H + C + M,与T2/2 = I + H + P = T – X – M 吗?请你导出 η2 = T/(T2/2)= 1/[1 – (x + m)], 其中m = M/T 是机动时间的无量纲。这个函数与 ηt 的类似,只不过用了x + m 代替x作为独立变量 (水平轴)。在 0≤x+m≤0.5 的范围里,100%≤ η2 ≤200%。
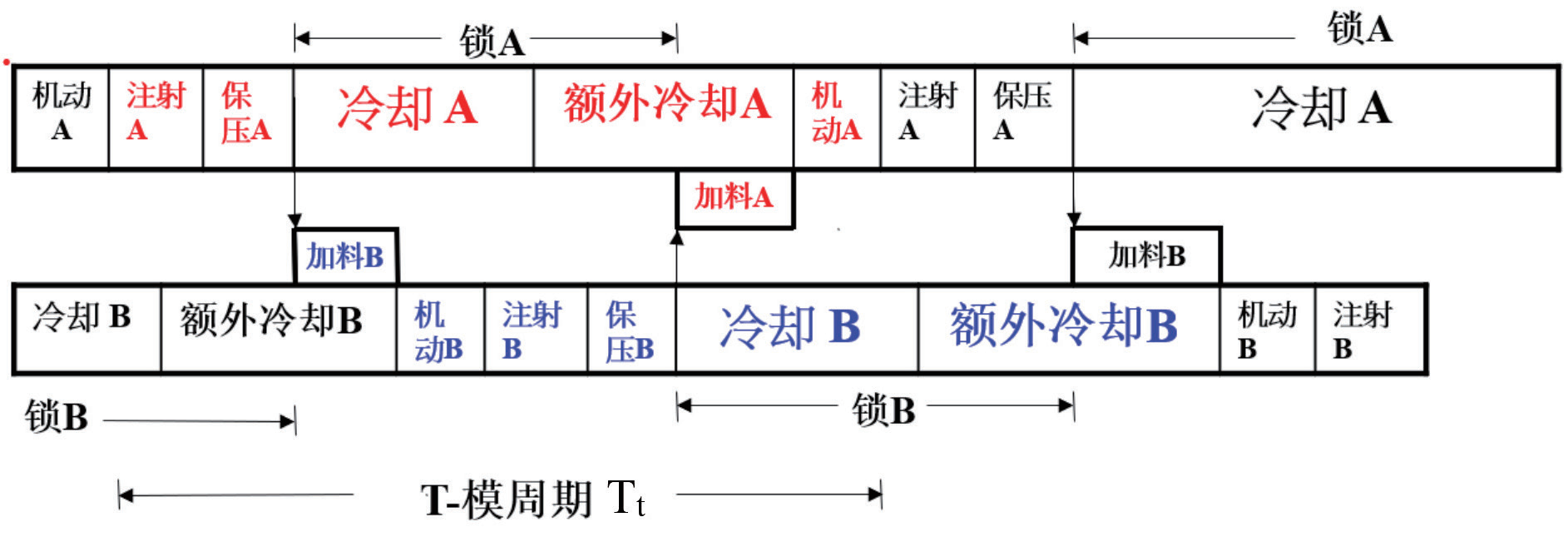
图 3:在快速机上的 T 模周期
其实快速机还有三个范围,我们称每个范围为象限n,每个象限都有其ηn的方程式。他们都是 ηt模样的,请见表1。c = C/T, p = P/T 分别是冷却时间与加料时间的无量纲。在X≥0与M ≤ P的象限2里,η2就是刚刚推导出来的生产效率方程式。
表1也包含了T模在标准机上的 ηt以作比较。负的电机闲置时间就是没有闲置时间,故采用T模没有好处。
比较ηt 与η2 后发现η2 ≥ηt 。留意η2有M ≤ P的条件,ηt 则没有。
你能证明η2 ≥η4, η1 ≥η3吗?这说明了正数的电机闲置时间有助于提高效率。负数的X在快速机上还能提高效率,但在标准机上的T模则不能 (ηt =100%)。
T模在保压装置机上
T模在保压装置机上的过程示于图4,其参数范围是X ≥ 0,也兼顾了H > P (点线) 与H < P (虚线)。留意机动B永远跟着保压A (T模原理)。由于只有一个泵,机动B不能与加料B重叠。H = P用实线表示。
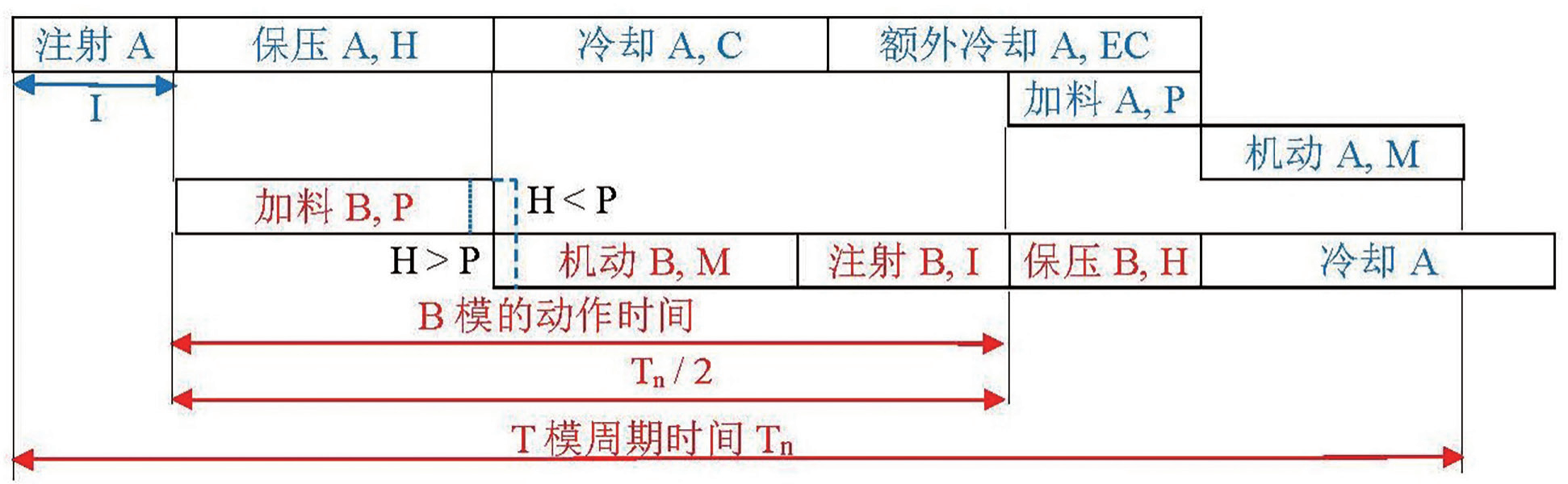
图4: T模在保压装置注塑机上, X ≥ 0
以H < P为例,注塑参数是在象限6,n = 6,见表2。
你能看出来T = I + H + C + M,与T6/2 = I + P + M = T – (X + H) 吗?请你导出η6 = T/(T6/2) = 1/[1 – (x + h)], 其中h = H/T 是保压时间的无量纲。
用无量纲的好处是让快速机与保压装置各自能提高效率多少做出对比。请对比η2 与η6 。在符合在快速机时的M ≤ P条件与在保压装置机时的H ≤ P条件下,可以比较两个效率。按有关的ηn方程式,对比m 与h 便可。同样,η4 与η8也可以这样对比。
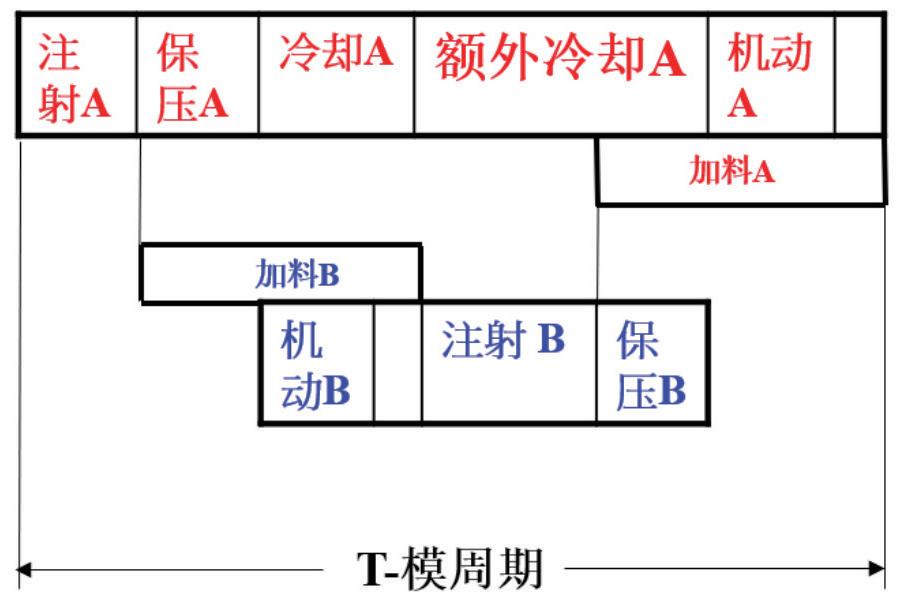
图 5:在加了保压装置的快速机上的 T 模周期
T模在含保压装置的快速机上
参考图5。注塑参数的范围是X ≤ 0,H + M ≤ P。在表3,这是象限12。
你能看出T = I + H + P + M 与 T12/2 = T – H – M 吗?你能导出η12 = 1/[1 – (h + m)] 吗?
你能证明η10 ≥η6,η10 ≥η2 吗?你能证明η12 ≥η8, η12 ≥η4 吗?
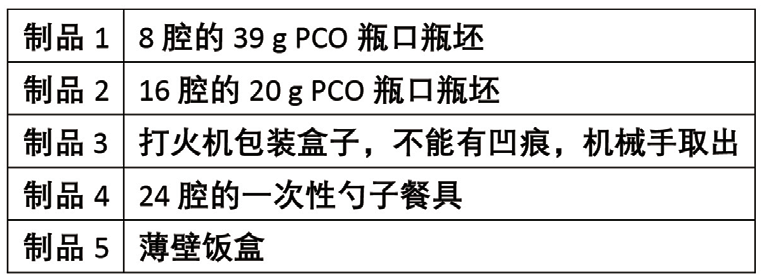
5个例子
上文1的5个例子,我们再列出来,见表4。
我们用分象限与该象限的效率公式再算一次。蓝字是原始数据,其他是计算数据。超过167%的效率用红字表示。此表可用试算表计算出来。
表2:标准机与保压装置机的4个象限5 到8

表3:标准机与含保压装置的快速机的4个象限9 到12

表4:5个例子
从表5可以看出快速机上的ηn都比ηt高,也可以看出壁厚的制品用保压装置比较有效,因为h > m (制品1、2)。反之亦然,因为m > h,如制品4、5。制品3的两个ηn都是1/(1 – c),故效率都是174%。
单泵的双模机
上文2的五加仑瓶坯专用注塑机是针对壁厚超过6 mm的PET瓶坯生产。此产品的保压时间是冷却时间的73%,故在A模的保压与冷却时间里能完成B模的加料、机动与注射,见图6。用单泵来驱动这三个串联动作还有时间剩余的。
表5:T模在标准机、快速机、保压装置机的效率
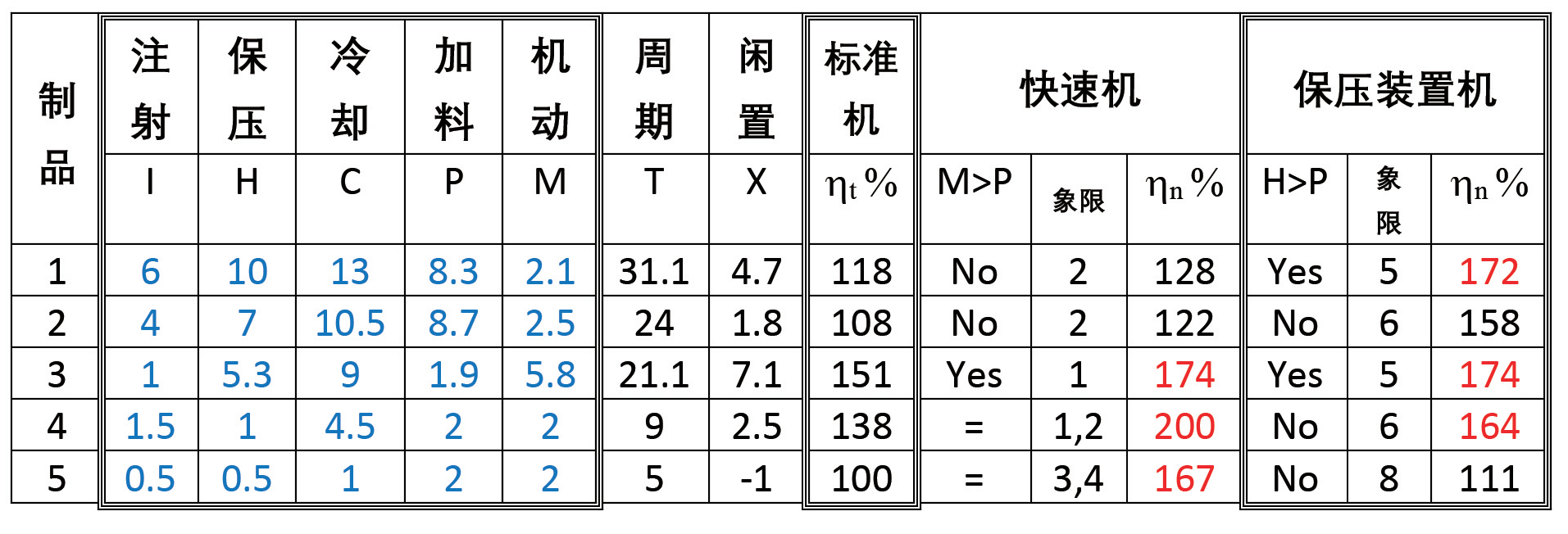
表6:双泵的双模机的4个象限13 到16

表7:T模在含保压装置的快速机与在双泵的双模机的效率

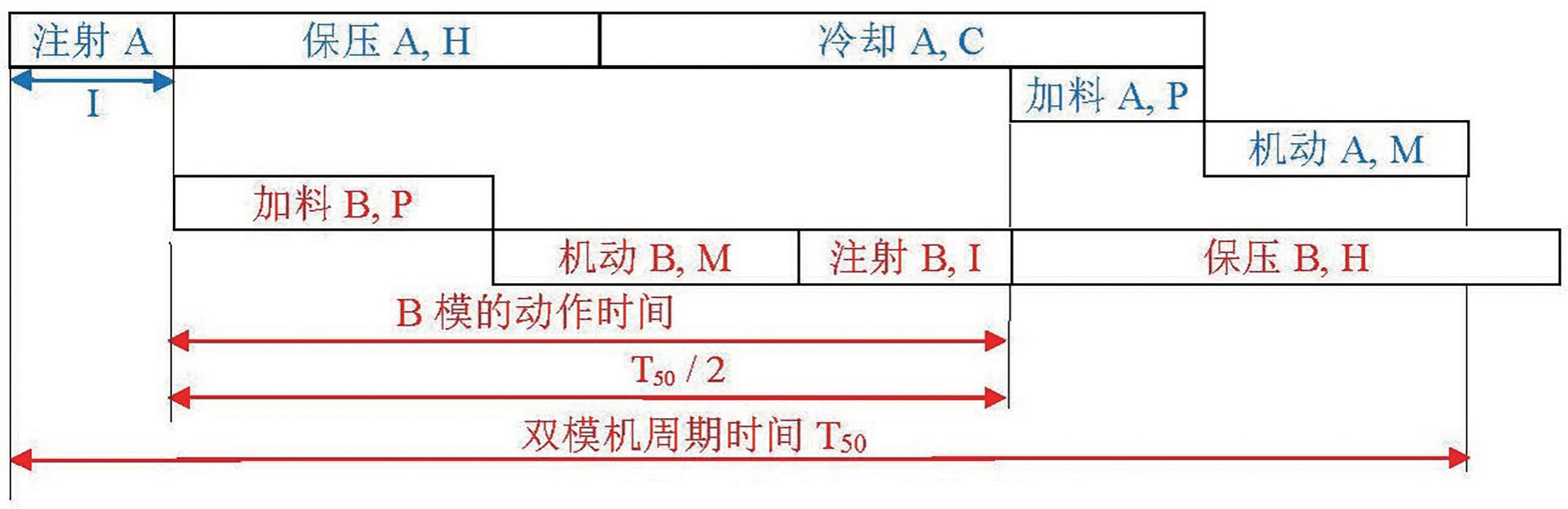
图6:双五加仑瓶坯模具在单泵双模注塑机上,X ≥
图6与图3的分别在于T模限制了机动B在保压A完成后才能开始,双模机则没有这个限制。
你能看出来T = I + H + C + M,与T50/2 = I + P + M = T – (X + H) 吗?请你导出η50 = T/(T50/2)= 1/[1 – (x + h)]。这个生产效率是与η6 一样的,象限是6。生产一次性的五加仑瓶坯 (6.36 mm 厚) 时,X = 4.7秒,H = 28.7秒, T = 76秒, 故x+h = 0.4395,η50 = 178%。更厚的瓶坯效率能达到200%。
双泵的双模机
双泵的双模机让图3的机动B往前移到注射A的开端。
如果M ≥ I + P,X ≥ 0,注塑参数是在象限13,请见表6。
你能看出T = I + H + C + M 与 T13/2 = T – I – H – C 吗?你能导出η13 = 1/[1 – (i + h + c)] 吗?其中i = I/T 是注射时间的无量纲。
在他们各自的象限里,η1 = η5 = η9 = 1/(1 – c) 让在不同机种的T模效率都一样,但双泵双模机的η13 = 1/[1 – (i + h + c)] 就明显高了。同样,η3 =η7 = η11 = 1/(1 – p) 让在不同机种的T模效率都一样,但双泵双模机的 η15 = 1/[1 – (i + h + p)] 就明显高了。双泵的双模机适合生产机动时间长 (M ≥ I + P) 的制品。下一节谈的制品3便是这个例子。
在他们各自的象限里,η14 = η10,η16 = η12,双泵的双模机就没有比含保压装置的快速机更有效率。
再看5个例子
从表7可以看出双泵的双模机效率比T模的高。以制品2为例,η9 = 1/(1 – c) = 178%, 而η14 = 1/[1 – (h + m + x)] = 189%。他们的无量纲完全不同,只能用数值来分高低。制品3则不一样。η9 = 1/(1 – c) = 174%,而η13 = 1/[1 – (i + h + c)] 只能比1/(1 – c) 高,达到了200%。
图 7:锁模力 123 吨的双泵双模机注塑两种不同的 PET 瓶坯
以下比较制品5在三种机器上的效率。在快速机上,表1给出η3 =1/(1 – p) = η4 = 1/(1 – m) = 167%。加了保压装置后,表3 给出η11 = 1/(1 – p) = 167%,没有增加。双泵双模机 (表6) 的η16 = 1/[1 – (h + m)] = 200% 则比快速机的η4 = 1/(1 – m) 高,这是由于有个虽然不高的h帮忙。
图7的双泵双模机在生产制品1与2。
总结
无量纲让我们能比较快速机与保压装置对效率的贡献。已知厚壁制品宜用保压装置,薄壁制品宜用快速机,但m 与h 就用方程式来量化效率,协助我们做出选择。
双泵的双模机在机动时间 (M) 长的时候比T模更高效。
从薄壁饭盒到厚壁的五加仑瓶坯生产都有合适的T模机或双泵双模机给你“双倍”效率。
(参考1,本刊2024.7,《注塑生产力加倍——T模设计的关键技术》 )
(参考2,本刊2024.9,《双模如何实现五加仑瓶坯的高效生产?》)
本文由达明科技有限公司供稿
来源:荣格-《国际塑料商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


