 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



在提升激光粉末床熔融(PBF-LB)增材制造生产率的竞赛中,设备制造商普遍选择增加激光器数量的路径。而恩耐(nLIGHT)公司则认为,需要的未必只是更多的激光器,而是具备光束整形能力的激光系统。
通过采用动态光束整形技术,PBF-LB工艺的生产效率、稳定性和冶金性能均已获得显著提升。鉴于该技术近期取得的商业成功——包括获得Aconity3D、AMCM、EOS和DMG Mori等企业的采用,特邀团队成员解析光束整形技术及其对增材制造行业的潜在影响。
作为金属增材制造的主导工艺,PBF-LB技术正在深刻改变商业航空、卫星部署、国防科技和个性化医疗等诸多领域。然而,若要在工业模具、消费品和汽车制造等大批量市场实现更广泛的应用,PBF-LB技术必须通过显著提升生产效率来降低零件成本。当前,PBF-LB设备的生产效能亟需大幅提升,才能与锻压、铸造和CNC加工等传统制造技术形成竞争力。
近年来,OEM厂商开始通过为每台增材制造设备配置更多激光器来提高产能。虽然多激光系统相较单激光设备具有产能优势,但单纯增加激光器数量不仅会带来边际效益递减,还会将综合持有成本推高至限制市场接受度的水平。
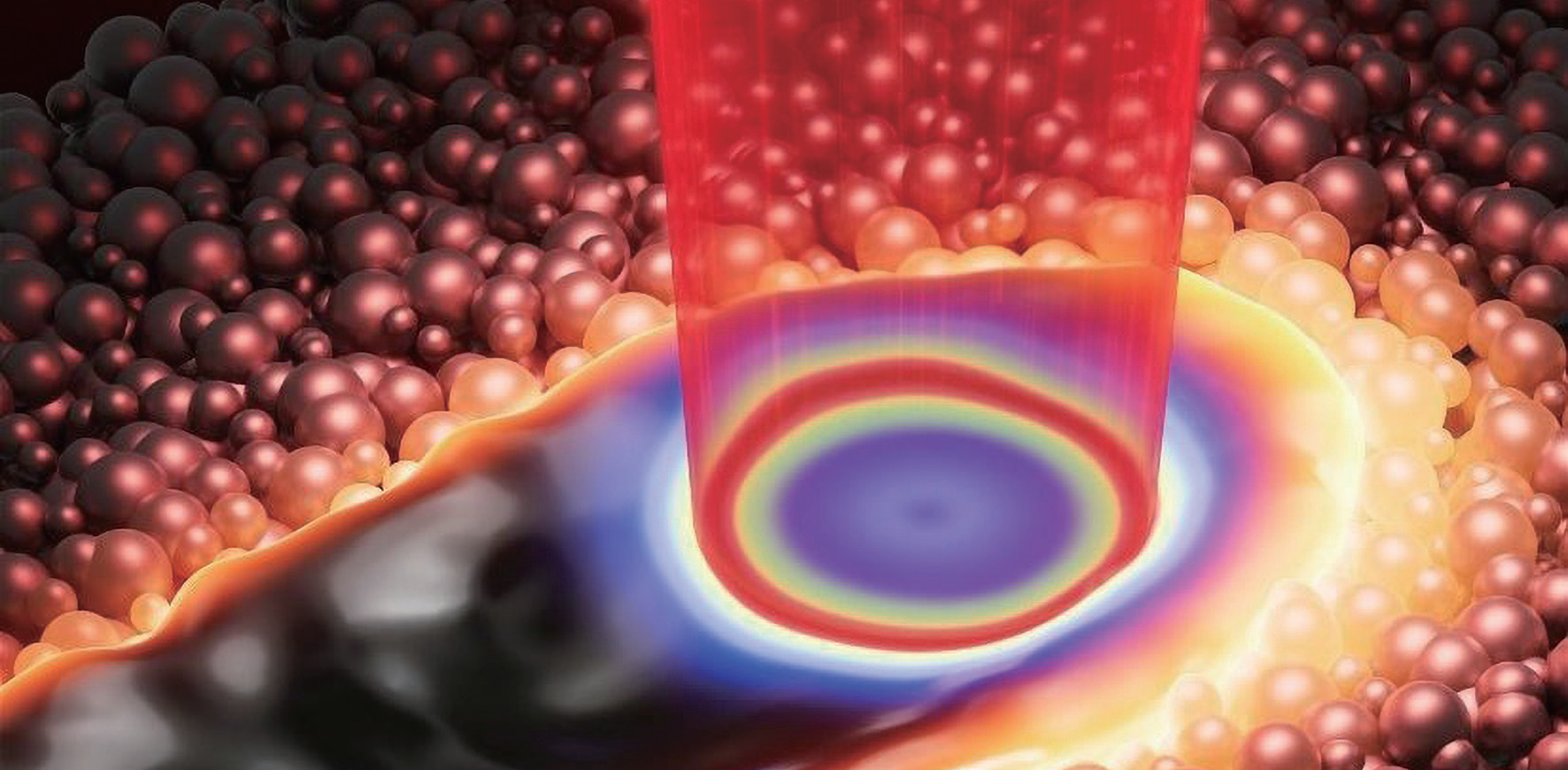
图1:动态光束整形技术正推动金属增材制造设备的革新,使其既能生产高性能零件,又可实现媲美传统制造的成本效益
更关键的是,当前行业采用的高斯激光束形态存在可扩展性的固有局限。本文将阐释动态光束整形技术(图1)如何推动金属增材设备的革新——既能制造高性能零件,又可实现媲美传统制造的成本效益,从而开辟全新市场空间。
激光技术的演进
现代金属增材制造用粉末床熔融设备通常采用单模掺镱(Yb)光纤激光器,其发射波长约为1070nm,并大多配备了二轴、三轴乃至四轴振镜扫描系统。单模光束的低发散度和卓越的聚焦特性,使其即使配合小孔径光学元件或在远距离工作时,仍能实现最小光斑尺寸,从而精确成型细微特征。过去25年来,连续波掺镱光纤激光器已成为绝大多数PBF-LB设备的首选光源。
单模光纤激光器的功率输出始终与金属增材市场需求保持同步。21世纪初,PBF-LB设备初始配置100-200W激光器,2010年代逐步升级至400-700W。对于典型的100μm直径聚焦光斑,500W单模光纤激光器被证实足以满足大多数工艺和材料需求。
到2020年,设备制造商通过两种方案成功部署1kW单模激光器:要么采用变焦透镜扩大粉末床上的光斑尺寸,要么利用扫描器的离焦功能。这些策略通过增大扫描间距提升了生产效率,有时还会同步增加铺层厚度。虽然该技术在不要求高空间分辨率的场景下确实有效提升了产能,但由于以下多重因素,导致激光系统在增材设备集成中变得复杂而笨重:
● 变焦光学系统的引入不仅增加了成本和结构复杂度,更多的光学表面使用显著提高了污染风险;
● 离焦方案存在本质上的工艺复现性挑战——在偏离焦点的状态下工作,微小的离焦误差会导致功率密度出现二次方级偏差;
● 更重要的是,无论是变焦还是离焦方案,高斯强度分布的特性始终存在根本性局限。
在这种高斯能量分布下,熔池的过热现象与极端温度梯度问题不仅依然存在,还会随着熔池尺寸的扩大而进一步放大——更大的熔池意味着更严重的不稳定倾向。因此,当加工无需高光束质量的部件(例如无特征结构的块体材料)时,高斯光束分布非但无益,反而成为工艺负担。
因此,行业面临的挑战已十分明确,要实现更高生产率、更低成本且更稳定可靠的PBF-LB工艺,就必须开发全新的激光技术方案。
光束整形技术的早期探索
光束整形技术的初期研究主要聚焦在测试各类光束形态与能量分布,旨在实现激光作用区域内熔融材料温度场的“扁平化”。平顶光束分布看似是最直接的选择,但将高斯分布转换为其他能量分布时,光束质量会急剧劣化。虽然业界期望能实现单模光束与更大非高斯分布之间的切换,但必须确保光束质量不会过度退化,以免影响扫描系统的传输性能。
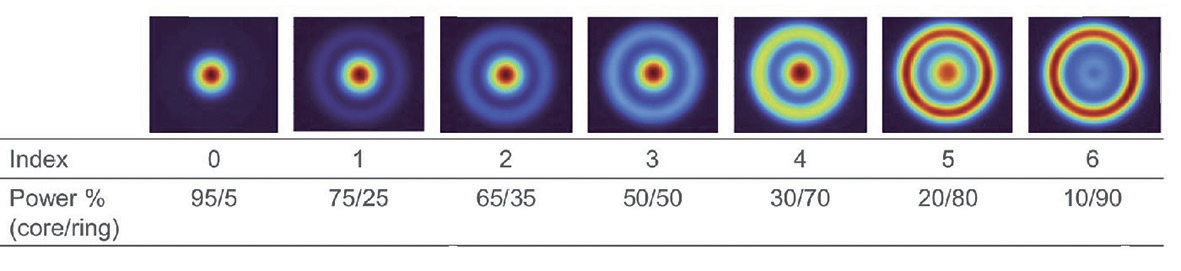
图2:nLIGHT Corona™ AFX激光器模式0-6的核心与环形能量分布对比
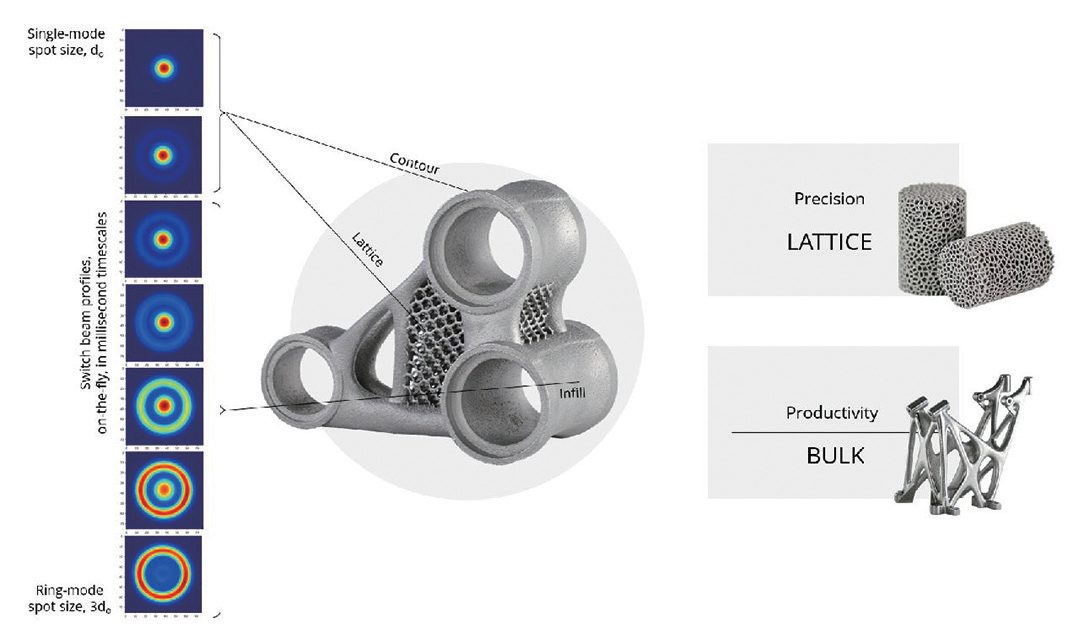
图3:根据几何特征选择最佳光束模式(图示物体仅作演示用途)
尽管高斯-平顶光束转换光学元件已在市场上出现,但与扫描光束传输系统的集成始终存在显著问题。主要技术障碍包括:
● 极高的对准灵敏度——需要频繁进行维护校准;
● 焦深过短——需针对工作距离反复执行Z轴校准;
● 与常规扫描光学系统存在光束质量兼容性问题;
● 附加光学元件引入的污染风险;
● 采用自由空间光学实现单模/平顶快速切换带来的成本激增与系统复杂性。
除诸多工程技术挑战外,平顶光束分布对高斯能量分布问题的改善效果也较为有限。这其实在预料之中,因为即便采用平顶光束,熔池内的热传导仍会产生显著温度梯度,只是相比高斯分布稍显缓和。
为适配高功率PBF-LB设备,环形光束分布作为平顶/高斯光束的替代方案进入研究视野。环形光束有效解决了高斯分布中心能量/热量过集中的问题,创新性地通过将能量分布至环形外缘实现逆向调控。慕尼黑工业大学的研究团队通过316L材料单道焊实验验证了这一理论。实验表明,环形光束可产生比单模光束大250%的聚焦光斑,从而显著提升生产效率。
推出Corona™ AFX激光系统
2010年问世的nLIGHT Corona AFX激光器,成为首款能在单模高斯光束与六种其他光斑模式(部分光斑面积可达三倍)间切换的光纤激光器。AFX激光器可作为标准高斯光束(标记为模式0)运行,但其独特之处在于能将能量转移至外环区域(如图1所示)。
核心区与外环的能量始终保持比例分配,随着模式指数提升,能量会以阶梯式从核心向外环迁移。尽管模式0-6的总功率可保持不变,但随着更多能量转移至外环,功率密度(单位面积功率)将逐步降低(图2)。
这种能在微秒级时间内实现纯高斯光斑到环形光斑的无损切换能力,被称为动态光束整形技术。通过AFX激光器的动态光束整形功能,可根据具体应用和成型需求选择最优光束模式。EOS集团展示的典型几何构件案例中(图3),不同结构部位需要匹配不同光束模式:例如采用模式0的小光斑进行轮廓精加工和高分辨率细节成型,而在需要高效熔融-致密化的区域则切换至模式6的大环形光斑——通过增大扫描间距显著提升整体生产效率。同理,中间模式可对应过渡型几何特征。
动态光束整形在PBF-LB中的应用,可以用绘制肖像画来类比:如果画家只能使用一支细尖画笔,创作效率必然低下。虽然细尖画笔是勾勒精细特征的理想工具,但在处理大面积区域时,画家理应换用更宽的画笔。
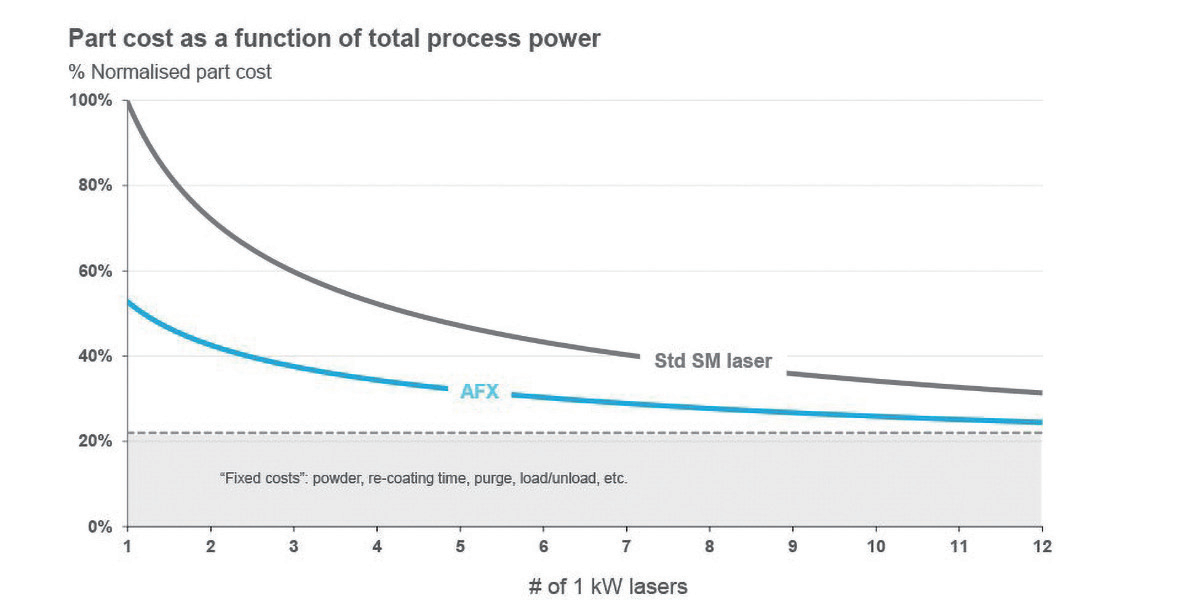
图4:nLIGHT AFX动态光束整形技术重塑PBF-LB成本曲线
如图4所示,对比1kW标准激光器,采用1kWAFX激光器可显著降低PBF-LB零件成本。这种生产力提升源于动态光束整形技术,在大面积制造区域采用更大光斑和更宽扫描间距的工艺方案。在此案例中,单台AFX激光器的单件成本效益相当于四台标准激光器。随着激光器数量的增加,成本曲线会趋于平稳,这部分固定成本主要来自铺粉及其他设备操作环节。
动态光束整形的技术原理
图5清晰地展示了高斯光束与环形光束的本质差异,其中包含焦平面光束强度分布俯视图及对应的激光强度截面曲线。高斯光束呈现中心强度峰值分布,具有陡峭的边缘梯度,在粉末床上形成典型80μm的小光斑,产生的熔池呈窄半椭球状。
相比之下,环形光束的强度截面呈现双峰分布,但熔池温度场分布更为平缓且宽泛,典型光斑尺寸可达240μm。通过Corona AFX光纤激光器,可根据局部几何特征、材料体系和扫描速度优化温度场分布。

图5:高斯光束、平顶光束与环形光束的能量分布特征、理论温度响应及熔池形态对比
环形光束之所以能高效利用更高功率,源于其熔池的固有稳定性。图5揭示了高斯光束加工的典型问题:中心强度峰值会导致熔池失稳,在熔融材料内部产生向下的作用力,将熔滴(即飞溅物)抛射至成型腔体内。激光的中心高强度还会造成熔池中心过热,加剧金属汽化,进一步增加熔池内部向下压力,从而形成更多飞溅。
此外,还会出现熔道球化或隆起等缺陷。当激光强度过高时,熔池内部向下作用力会使熔融模式从热传导型转变为匙孔型,在熔融材料表面形成深凹陷,并遗留大量气孔。这些熔池异常、飞溅及匙孔现象,正是PBF-LB设备产生孔隙和缺陷的主因,也解释了为何高斯光束在高功率下的工艺窗口如此受限。
与高斯能量分布在粉末床上形成的温度场不同,平顶光束虽能略微改善这一状况,但其温度分布仍存在中心峰值。而将能量从光束中心转移至环形区域后(如环形光束所示),温度场分布可实现显著平坦化。
环形光束熔融形成的熔池具有高度一致性,这使得粉末床能够获得更精确的能量输入,从而将温度精准控制在略高于合金熔点的理想区间。如图5所示,动态光束整形通过改变熔池内部温度响应,最终调控PBF-LB成型轨迹的凝固截面形态。
行业验证
Aconity3D针对Inconel 718涡轮叶片制造的研究表明,从纯高斯模式切换至光束整形优化构建策略后,总成型时间(及成本)显著降低。如图6所示,两种工艺在构建准备、惰性气体置换和铺粉时间上保持一致,但采用环形光束带来的更宽扫描间距使激光作用时间锐减82%,从而大幅缩短总成型时长。

图6:动态光束整形技术经济效益示例——基于Aconity3D GmbH联合Access e.V.与B&B-Agema GmbH提供的几何构型研究
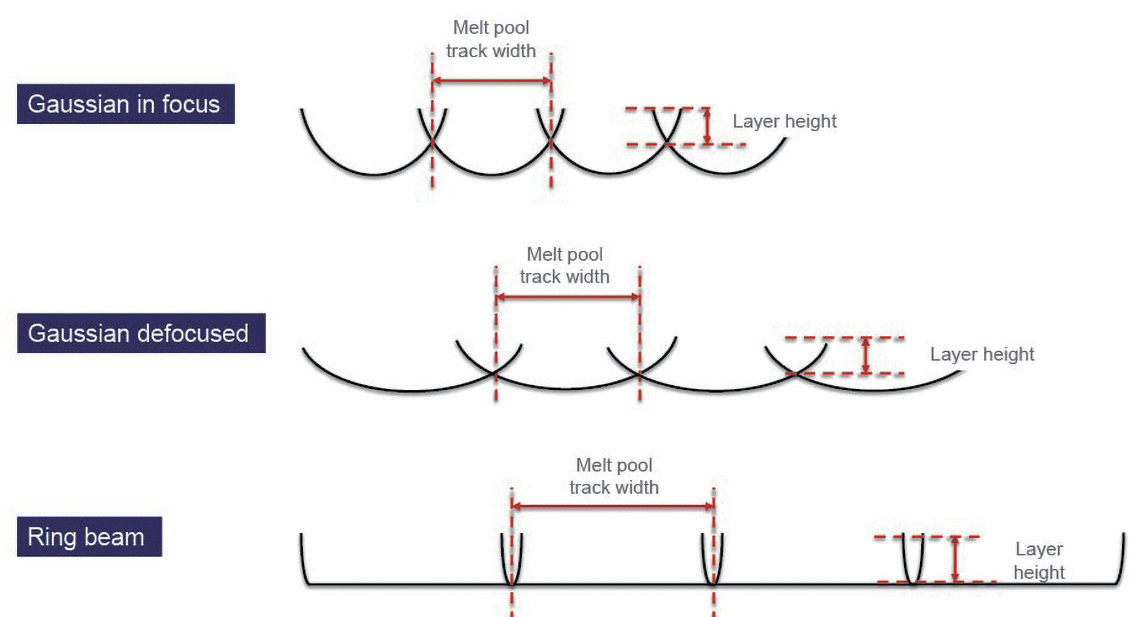
图7:环形光束可实现更大扫描间距与更厚铺层
该研究还表明,得益于熔池稳定性的提升(图7),采用光束整形技术可成功将铺层厚度从50-100μm增加。铺层厚度的提升带来进一步的生产效率增益——将原本需要三天的成型周期缩短至半天,相应使零件制造成本降低75%(图6)。
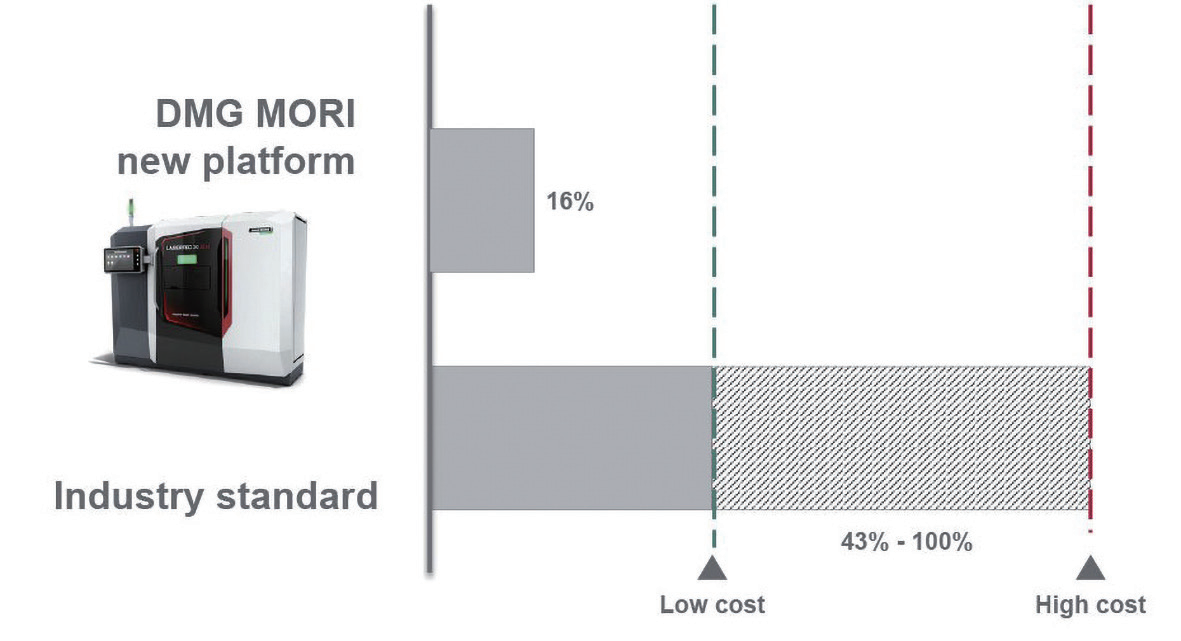
图8:基于DMG Mori美国公司的研究数据,采用单台1kW AFX激光器(具备光束整形功能)实现的单件成本vs行业标准设备(无光束整形)对比
另一项由DMG Mori美国公司开展的研究显示(图8),对比八台配备2-12个激光器的行业标准PBF-LB设备,其单台搭载1kWAFX激光器的设备在镍基合金加工中展现出显著优势。研究数据显示,其他设备的零件制造成本达到DMG Mori平台的2-6倍。
学术界同样验证了AFX激光光束整形技术的增效成果。Cozzolino等学者的研究表明,在Inconel 718材料加工中,环形光束相较高斯光束可提升23%的生产效率。Grünewald团队的研究也证实,借助AFX激光器实现的更高扫描速度与更大铺粉间距,可使316L材料的PBF-LB加工效率提升约两倍。
实现高功率稳定加工
采用AFX激光器的环形光束加工优势,不仅限于生产效率提升。环形光束形成的熔池具有固有稳定性,可带来多重加工与冶金学优势。熔池稳定性最显著的效果是拓宽工艺窗口——在确保零件高致密度的前提下,可采用的工艺参数范围大幅扩展。
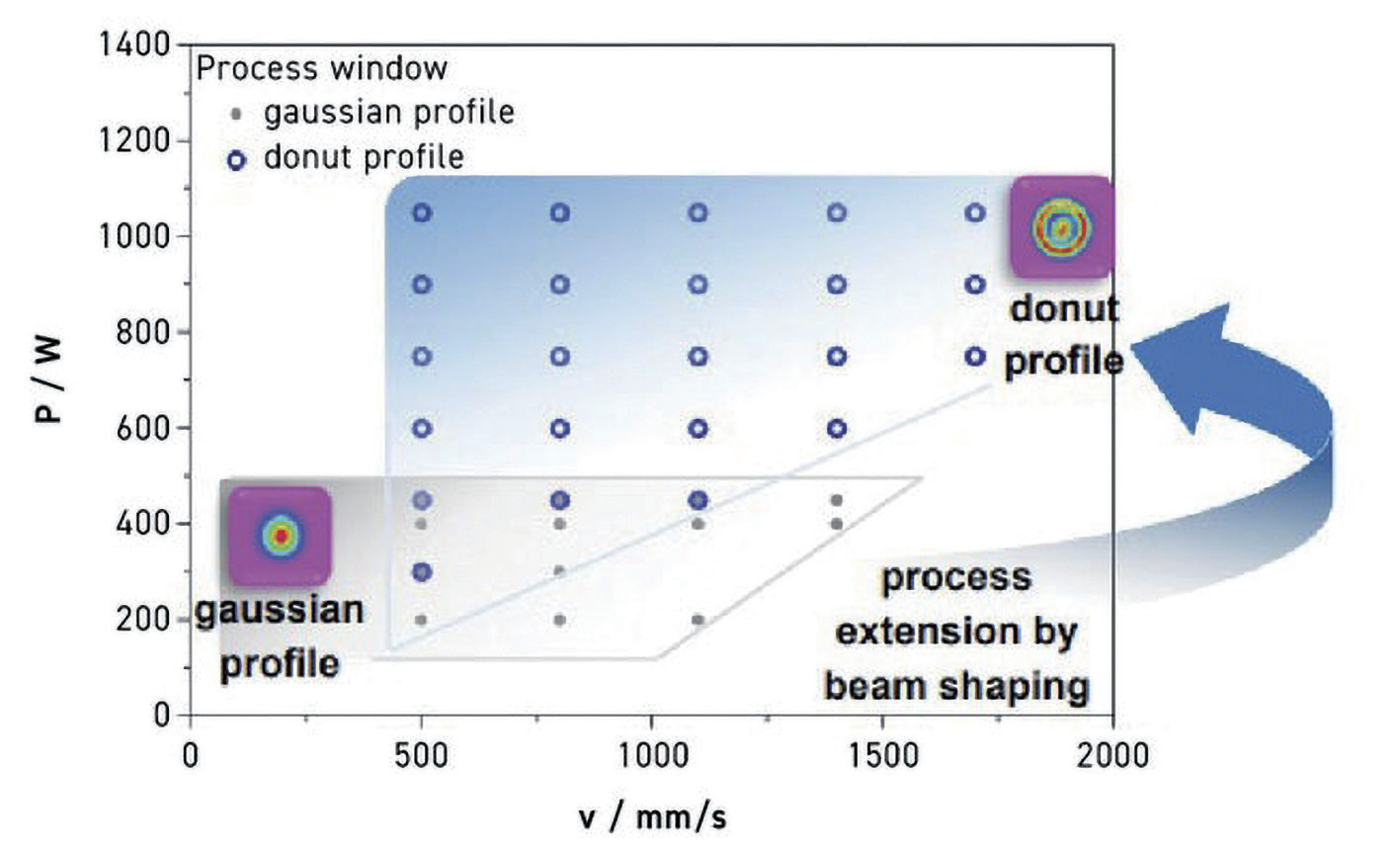
图9:高斯光束与AFX光束工艺窗口对比
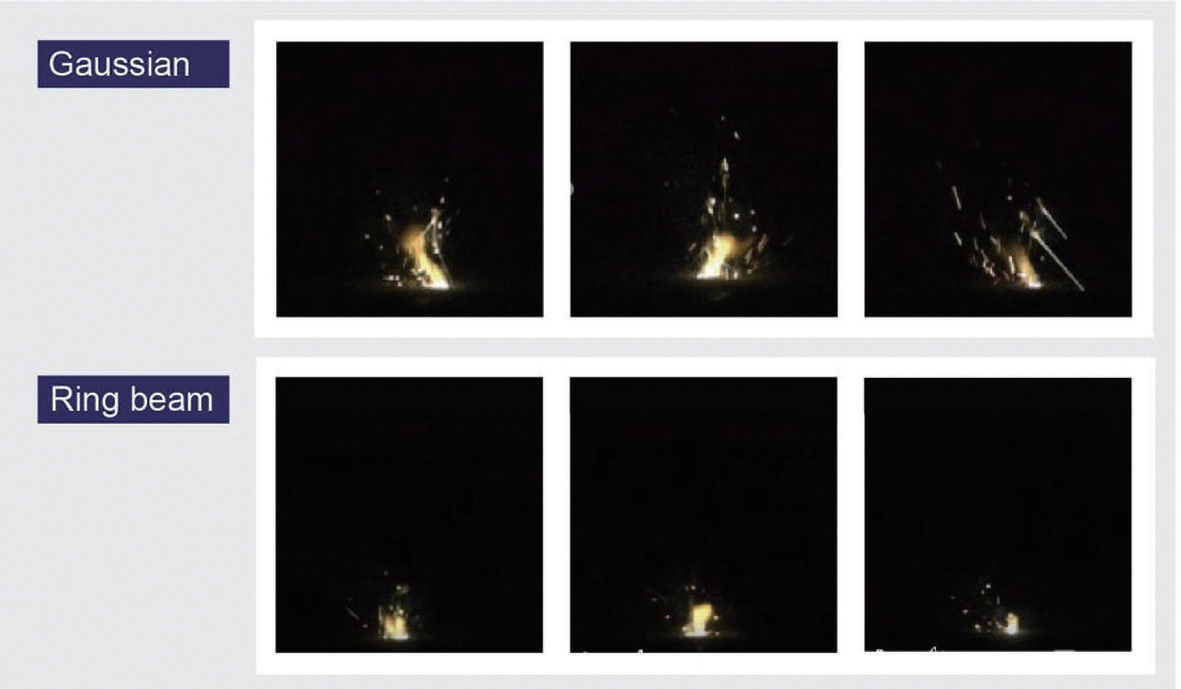
图10:环形光束加工使AlSi10Mg材料的烟尘与飞溅物减少75%
多个研究团队在不同材料体系中均验证了这种兼具高生产效率和宽工艺窗口的特性。慕尼黑工业大学针对316L不锈钢的研究表明(图9),使用AFX-1000激光器配合环形光束模式时,其工艺窗口较高斯光束实现显著拓宽。
宽工艺窗口的关键优势在于环形光束对高功率激光的兼容性。环形能量分布使热输入在粉床更均匀,整体能量密度得以降低。因此,PBF-LB设备采用环形光束时,功率超过1kW仍可稳定加工。nLIGHT公司2022年推出1.5kWCorona AFX激光器后,又于2024年发布2kW型号。某商业客户验证显示,2kW AFX激光器实现了传统认为高致密零件无法达到的成型速率。
弗劳恩霍夫IAPT研究所的Jan Johannsen团队针对AlSi10Mg的研究表明:在相同功率和参数下,环形光束相较高斯光束可减少75%的烟尘和飞溅。使用AFX激光器时,飞溅颗粒更细小,熔池内氧化大颗粒减少,熔道球化现象减轻。如图10所示,飞溅减少最终降低了粉床污染,同时延长了过滤器使用寿命。
单模光束伴随的高温峰值可能超过材料沸点,这对某些合金会导致低沸点元素(如镁、锌)的汽化。除在成型腔内产生烟雾外,这些汽化气体被困在熔池中还会直接导致气孔等缺陷。更严重的是,轻质元素的过度汽化会造成成分偏差,极端情况下可能导致零件最终不符合合金规格要求。
如前所述,金属汽化问题在匙孔焊中尤为突出。加工高反射性合金(如铝、铜)时,匙孔焊往往难以避免。而高斯光束形成的匙孔容易塌陷,在零件内部留下含气孔隙。采用环形光束加工时,多数情况下可避免从热传导焊转向匙孔焊。例如Baldi团队的研究表明,使用AFX激光器加工未来电池电极用纯锌时,由于熔深浅避免了匙孔效应,工艺窗口得以显著拓宽。
赋能未来前景
虽然影响焊接性的因素众多,但热裂纹是主要诱因。环形光束通过精准调控峰值温度、空间温度梯度以及瞬态加热/冷却速率,实现对熔凝过程的精细管理。多模式光束调控能力使得微观组织可控,进而定制局部材料性能,为PBF-LB零件带来前所未有的性能表现。这种微观结构控制还能降低零件间的性能差异,并有望减少后处理工序——这对提升金属增材制造的经济性至关重要,是推动PBF-LB成为规模化标准制造工艺的关键。
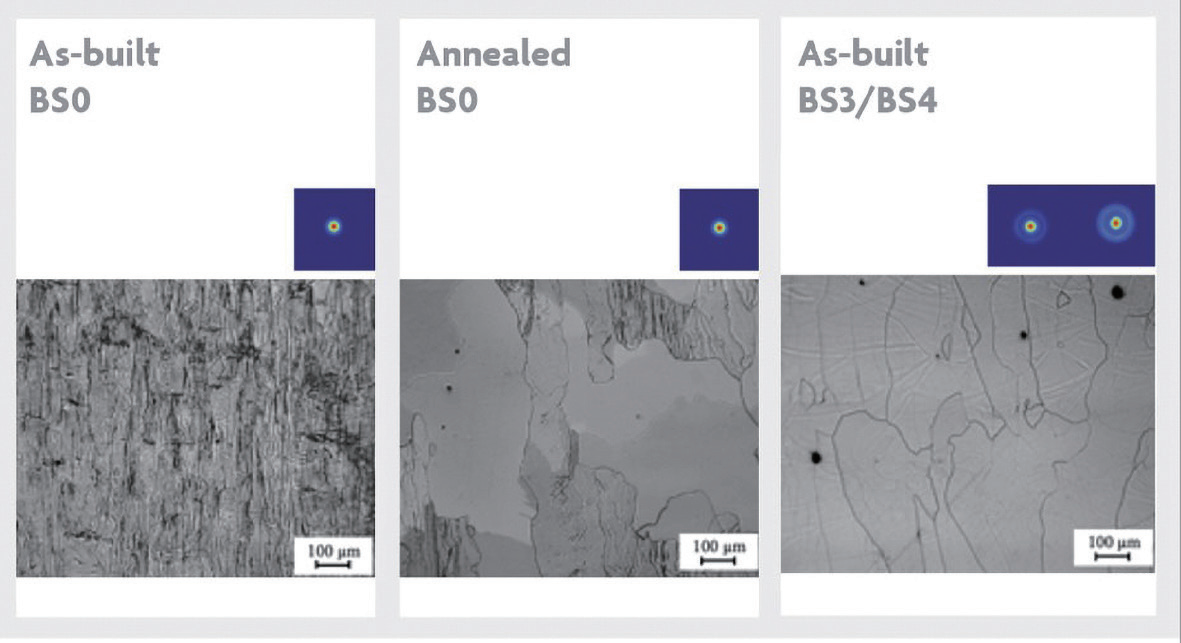
图11:光束整形技术可促进成型件形成更均匀的等轴晶组织,其效果堪比热处理后微观结构
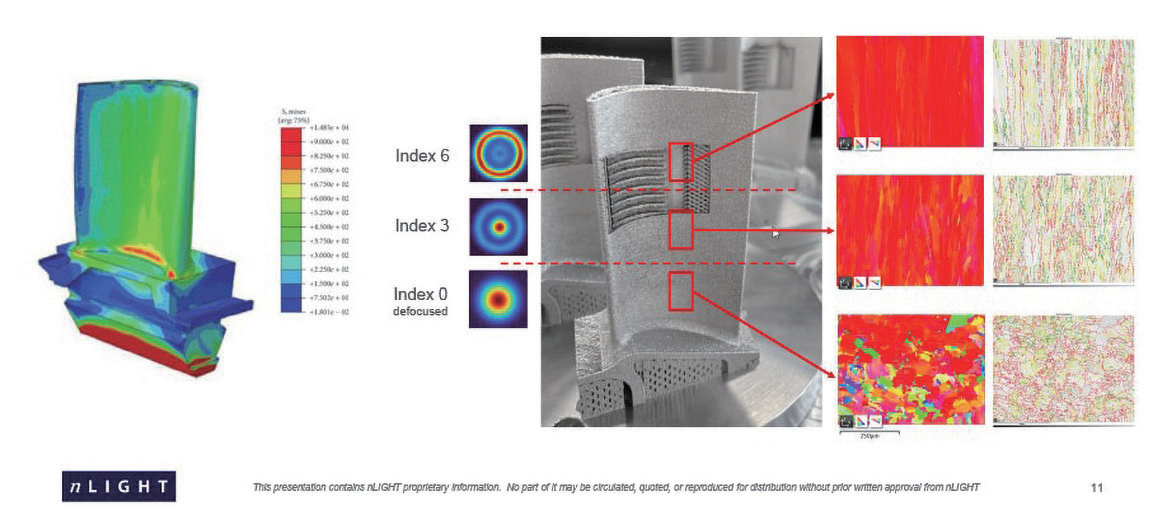
图12:应用光束整形技术局部优化涡轮叶片微观结构以提升功能性表现
Galbusera团队研究表明,采用AFX光束整形加工电机用铁硅合金(新一代电机关键材料)时,可省去退火后处理。环形光束促进形成更均匀的等轴晶组织,这对最大化铁硅材料磁导率具有决定性意义(图11)。Aconity3D开展的涡轮叶片试点研究(图6)除验证生产效率外,还实现了零件微观组织的分区调控,以匹配不同部位的力学性能需求。涡轮叶片基部承受高应力,因此采用更等轴化的晶粒结构来增强强度;而中上部则优化为兼顾生产效率和纵向强度的组织形态(图12),完美诠释了如何根据零件不同区域的载荷工况定制微观结构。
作者:Rob Martinsen、Alex Kingsbury(恩耐激光)
来源:荣格-《国际工业激光商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


