 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



来源 / Semiconductor Engineering;荣格电子芯片编译
作者 / Laura Peters
图片来源 / 豆包
Part 1
基于小芯片的封装
汽车行业开始采用基于小芯片(chiplet)的设计,这种方法的长期优势显而易见。
与在先进工艺节点上设计和制造具有大尺寸(掩膜版尺寸)裸片的系统级芯片(SoC)不同,其组成部分可以分解为在不同技术节点开发的单个小芯片,并使用更小的裸片尺寸,从而提高良率,并与平面SoC相比实现更大的复用性和更快的上市时间。
许多测试资源正在转向晶圆级,以在多小芯片系统的组装和封装前确保已知良好裸片(KGD)。“你需要已知良好的裸片,”泰瑞达的Zhang表示,“人们将运输已知良好的晶圆,因此需要在晶圆阶段进行越来越密集的测试。结果是,测试正在向左转移(shift-left)。”
然而,这种转移是有成本的。添加片上监控器和测试结构会影响硅片面积、工程时间和测试时间。“[基于小芯片的设计]意味着每个小芯片需要额外的结构和测试模式入口,这在硅片和测试时间方面增加了大量工作,”弗劳恩霍夫的Jancke表示。
Jancke认为,48V车载电源网络包含一组应从模块化小芯片方法中受益的关键器件。这些48V系统具有降低的电流,并减少了车辆中的总铜重量。“这对半导体技术有重要影响,需要包括能够处理48V标称电压加上安全裕量的功率器件。先进工艺节点技术并不适合这些电压,这是采用小芯片方法的理由之一。”
与此同时,由于无法访问裸片间和裸片-基板互连,需要更依赖能够观察硅片表面以下的检测工具,如声学和X射线技术。
声学晶圆检测工具可以识别10nm范围内两个晶圆之间键合的缺陷。通过去离子水介质发送的声学信号通过检测晶圆之间的微小间隙来工作。键合强度往往在晶圆中心附近最高,在晶圆边缘较低。旋转声学检测系统可以聚焦于这些晶圆边缘的空隙或缺陷,因为声学信号无法通过空气传播。
Onto Innovation产品管理高级总监Hu Jiangtao指出,声学技术特别适合监测凸块下金属(UBM)的界面特性,其中微小的空隙最终可能导致可靠性失效。“这些金属对光信号不透明,因此声学是首选技术。”
另一种有助于晶圆键合表征的技术是白光干涉测量法。“由CMP工艺产生的晶圆边缘滚降特性往往会影响一个晶圆与另一个晶圆的键合效果,”布鲁克(Bruker)应用开发主管Samuel Lesko表示,“因此,跟踪形貌非常重要。光学轮廓仪具有足够的自然分辨率和对垂直距离的极高纳米灵敏度,因此客户会将跌落斜率的多次测量作为晶圆键合前质量控制的一部分。”
即使对于先进封装,检测工具通常也必须在特征尺寸不断缩小的情况下提供更高的精度和吞吐量。“我们面临的最大挑战可能只是跟上节点尺寸的缩小,”诺信测试与测量(Nordson Test & Measurement)计算机视觉工程经理John Hoffman表示,“例如,间距正在迅速缩小。如果节点尺寸减半,粗略计算意味着我的检测尺寸缩小到四分之一,因此检测时间会增加四倍。”
Part 2
现场和系统内测试
“如今,汽车应用的现场测试主要支持预测性维护,包括使用嵌入式传感器和监控器进行实时任务模式测试,以测量路径余量或内存时序等指示器件退化的参数,”新思科技的Athavale表示,在失效前检测到这种退化至关重要,“随着行业向自动驾驶车辆发展,现场测试将演进为应对增加的AI工作负载,这将引入更高的故障率,因此需要更广泛、更先进的现场测试和更高的测试覆盖率。”
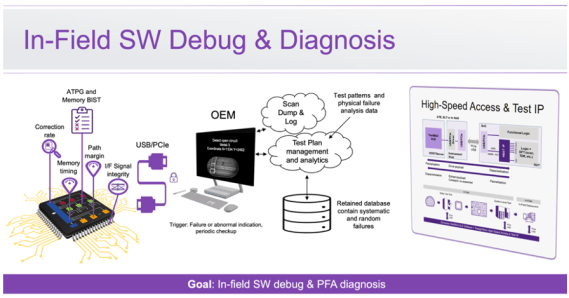
图 2:显示了片上监视器、高速 I/O 接口、测试程序 IP
以及用于现场调试和诊断的故障分析方法的插图。来源:Synopsys
系统内测试涉及测试整个系统(硬件和软件),以确保其按预期在功能和非功能要求方面运行。“系统内测试几乎成为汽车芯片的必备条件,”西门子EDA的Harrison表示,“这可以通过多种解决方案实现,包括系统内结构测试和通过软件测试库的系统内软件测试。通常,结构系统内测试将提供非常高的缺陷覆盖率,而功能软件测试库则用于针对特定功能。”
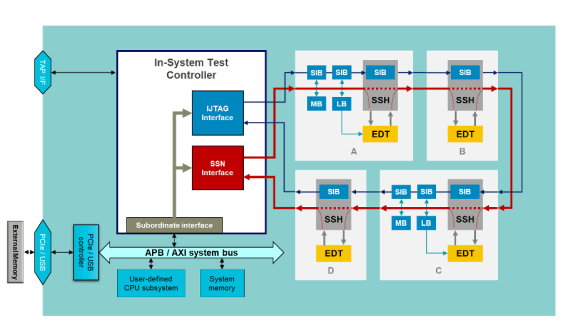
图 3: 通过片上流式扫描网络测试基础设施进行确定性测试。来源:Siemens EDA
“系统内测试的主要技术主要基于BiST,包括MBiST和LBiST,”Harrison表示,“随着质量要求的提高,系统内确定性测试是一种可以弥合差距的技术,将逻辑BiST实现的测试质量提高到与制造测试相同的水平。2024年11月推出的Tessent IST,通过片上嵌入式软件栈实现了确定性测试模式的系统内交付,这将逻辑BiST在系统内可实现的典型测试覆盖率从90%左右提升到98%以上。”
正如人们越来越关注汽车系统本身,对测试单元的维护也日益重视。“关注完整测试单元的互操作性变得更加重要,”爱德万的Dirscherl表示,“主动热冷却、每个站点的独立热管理以及大电流路径的插座/探针接触监控等问题都很重要。”
鉴于测试仪插座和老化插座上的触点数量不断增加,同轴插座的表征和维护也受到越来越多的关注。“我们需要测量触点的接触电阻,”Modus Test测试与表征总监Glenn Cunningham在最近的一篇博客中表示,“我们还需要能够测量同轴结构的有效性,例如信号和电源引脚与Vss屏蔽块的隔离,以及Vss引脚与屏蔽块的性能,这些都有助于同轴插座屏蔽高速信号免受插入/回波损耗和串扰的影响。仅靠良好的接触电阻并不能保证高良率。”
在测试厂或OSAT(封装测试外包)中使用插座测试协议进行定期测试,可以确保使用已知良好的插座。
Part 3
结论
由于车辆的运行时间为12到15年,而数据中心的典型运行时间为3到7年,因此汽车测试必须满足比普通 IC 高得多的可靠性和安全标准。
现在,在车辆的整个生命周期中进行持续监测和现场反馈至关重要,尤其是随着越来越多的领先节点设备被引入汽车应用。
由于这些原因,芯片制造商越来越多地采用现场测试和片上监控器,以及基于机器学习的软件,以查看实际设备性能是否与预测值相同,并确定预测退化和老化的准确性。
使用数字孪生的虚拟测试将在这些预测中发挥重要作用,左移测试也将发挥重要作用,涉及更多的晶圆处压力测试,以加速潜在故障并确保在先进封装之前获得已知的良好裸片。
资讯来源:(本文有删减)
https://semiengineering.com/challenges-in-using-sub-7nm-ics-in-automotive/
*声明:本文系原作者创作。文章内容系其个人观点,我方转载仅为分享与讨论,不代表我方赞成或认同,如有异议,请联系后台。


