 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



日益互联、精度更高的激光工艺正在攻克工业制造中的难题——从异种材料连接到部件传感器集成,再到材料表面特性的功能化处理。
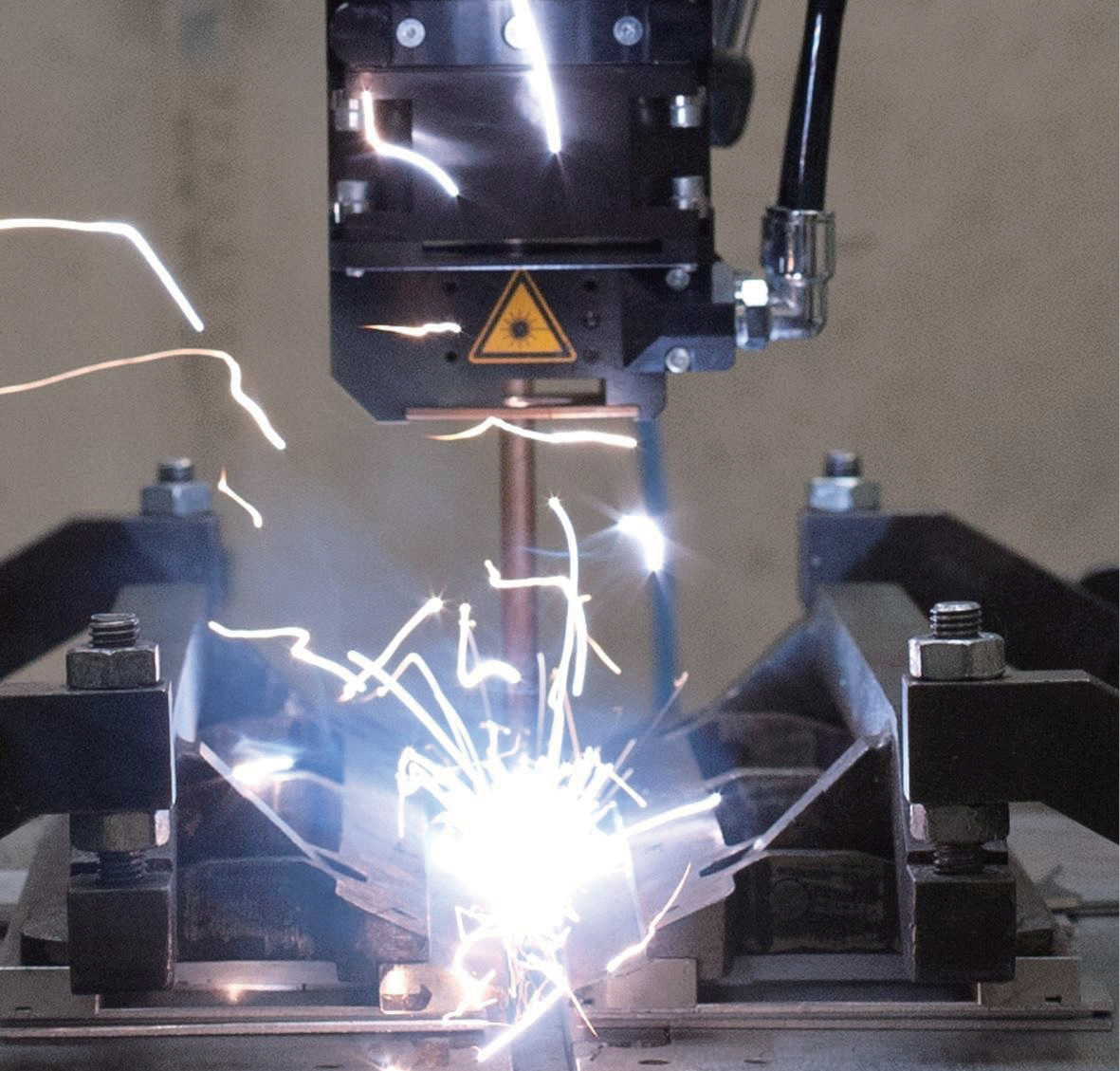
新型激光焊接工艺可实现船体异种金属材料的永久连接
轻量化结构制造商深谙钢铝材料可靠结合的难度,造船商也正为此困扰:为降低船体重量及能耗,船体结构仍需钢材保证稳定性,而上层建筑却日益采用铝合金。这要求两种材料必须形成与船舶寿命持久的永久性连接。为此,德国汉诺威激光中心(LZH)联合Coherent高意、Precitec、B.I.G.等工业伙伴开发了新型激光焊接工艺。
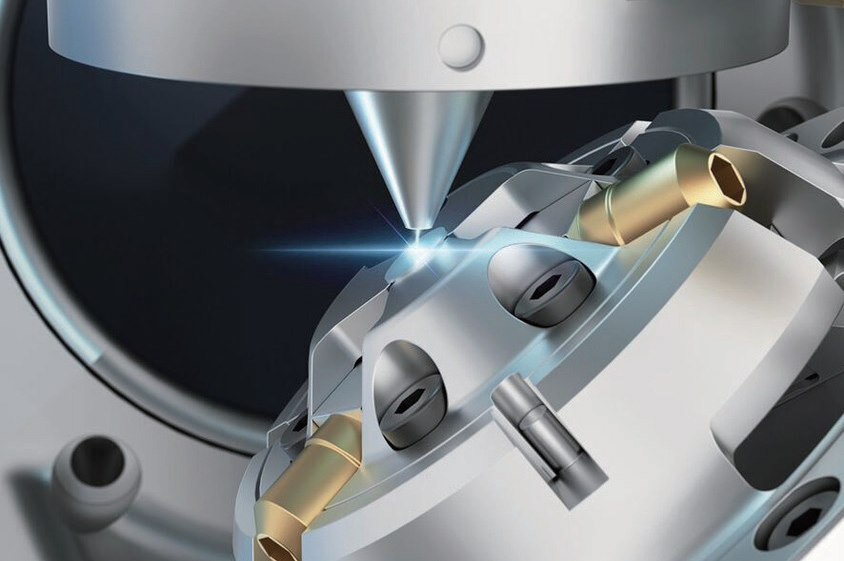
喷油嘴精密微钻孔加工(采用飞秒激光及五轴扫描系统)
该工艺的核心是采用交叉激光束输出的激光加工头。焊接过程中,X形锚固结构会深入表层搭接焊缝下方的钢铝复合材料数毫米。通过工艺发射光谱分析和短相干干涉测量技术,可对过程进行精准监控。即使材料存在差异,也能精确控制契合式咬合结构的材料渗透深度。
完全监控、精确控制且独立
这种由光子学仪器提供的激光工艺精密计量监测,正是现代激光制造工艺的独特之处。它使工业4.0的愿景——完全网络化、100%质量监控、数据驱动的生产过程——成为现实。
另一个例子来自SCANLAB,他们开发了一种新型激光微钻孔头,与STOBA定制机械的光学测量系统相连。该系统持续评估测量数据,以便在加工过程中实时调整参数,即使与目标值仅有微小偏差也能及时修正。由于误差无法再悄悄混入,这显著减少了废品率,并降低了质量控制所需的工作量,使得五轴微加工系统非常适合全天候的工业应用。
同时,由于实现了包括文档记录在内的自动化成品检测,该解决方案惊人地接近了近乎自主运行的智能工厂愿景。最重要的是,与测量系统配合使用的飞秒激光器带来了必要的灵活性,可在任务切换时实现平稳过渡。
除了无缝的计量监测外,光束整形也出现了新的可能性,例如Coherent高意的可调环形模式(ARM)技术。该技术通过光纤激光器发射一个中心点光束,外围环绕另一个环形激光束。中心光斑和环形光斑的功率和调制可以相互独立控制,并且能单独开关。这使得即使像铜这样难加工的金属,也能用低成本的红外激光器实现高精度无飞溅加工。
其背后的机理是由于铜对红光的吸收率低,通常需要使用绿光或蓝光固态激光器。而ARM工艺通过环形光束预热金属,优化其吸收特性,从而有利于后续中心光斑的精密加工。这种灵活的光束整形能力,使红外光纤激光器成为一种可行的技术替代方案——这正是汽车等行业迫切需求的。
随着电动化转型,铜已成为电机、电池、转换器及其线路的标准材料。行业需要能够适应大规模生产流程的解决方案,在保持每秒数十厘米常规加工速度的同时,实现符合最高质量标准材料连接。
生产力至关重要
目前,位于德国亚琛的弗劳恩霍夫激光技术研究所及其合作伙伴正在推进的各项项目表明,激光工艺中仍存在尚未发掘的生产力潜力,而这些潜力可以通过创新手段加以释放。这包括利用超短脉冲(USP)激光实现的高速率激光烧蚀技术。本质上,该技术非常适合为高质量材料连接(例如锂离子电池电极接触)奠定基础。
为消费电子设备供电的锂离子电池在生产线上需采用多种电池规格,这对电池制造商提出了技术挑战,必须以更高的生产效率实现多样化生产。核心生产工序是在金属基材箔上涂覆活性材料。该涂层是将数微米厚的浆料涂布于铜箔或铝箔表面,但需保留特定区域不涂覆以形成电极触点。
为此,涂覆工艺必须反复启停以制造这些极耳。而更简便的做法是先均匀涂覆活性浆料,再通过加工暴露接触区。超短脉冲烧蚀技术因其冷加工特性和高精度优势,可避免损伤极薄金属箔,成为理想选择。但此前的烧蚀速度始终无法满足需求。
这一技术挑战正推动市场对尺寸形状日益多元化的锂离子电池需求,因此电极生产线必须兼具高速与柔性。弗劳恩霍夫激光技术研究所微纳结构研究组研究员Karsten Lange博士解释道:解决方案之一是实现整面涂覆后,通过激光精确暴露所需电接触区域。过去由于烧蚀工艺效率不足,该激光方案未能实现。更重要的是,激光烧蚀质量无法满足易焊接触点的高标准要求。
基材箔厚度为6-15μm,产线传送带速度通常达60m/min,因此激光工艺必须以高生产率暴露触点,且不得残留任何碎屑或损伤精密箔材。研究所采用超短脉冲激光,以高达1760mm3/min的速度去除10μm厚铜箔上的石墨基阳极材料,且不造成基材损伤。新一代多千瓦级超短脉冲激光系统有望将烧蚀速率进一步提升。如今,该技术已经真正具备了工业化应用的条件。
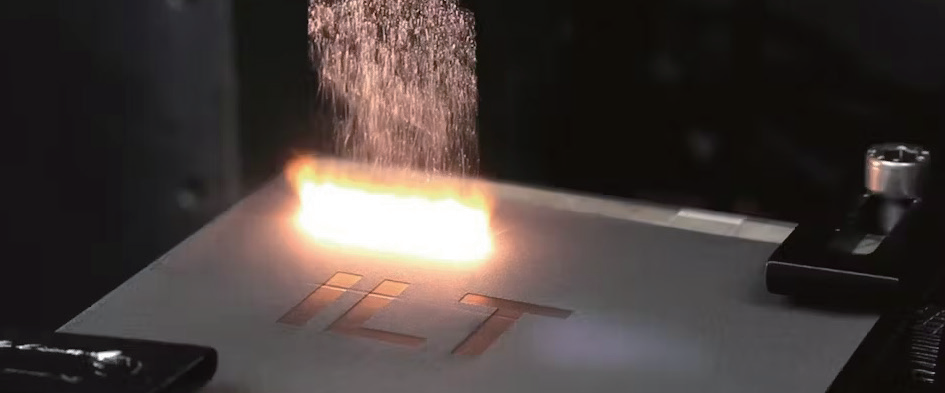
同样的情况也适用于完全相反的工艺,由弗劳恩霍夫激光技术研究所同步开发的超高速激光熔覆技术(EHLA),通过激光在气流中熔化金属粉末并将其沉积到金属表面。例如,该技术能以高达500m/min的速度,精准施加至少25μm厚的防护层,使高负荷部件区域获得抗腐蚀和耐磨损特性。在此过程中,铝和钛等冶金不相容金属也能形成耐热影响的永久结合层。
目前,该研究所的研究人员正与航空和机械工程领域的合作伙伴共同推进,使EHLA技术能够应用于具有高堆积速率的增材制造领域。在金属增材打印工艺中,研究人员还将传感器和执行器集成至金属部件内部。这些智能组件被安装在德国铁路列车车门机构、减震器和轮轴轴承上,通过人工智能支持的状态监测系统实时采集温度和加速度数据。

采用新型多光束雕刻系统制作的大幅面(1m×1.5m)压花模板
多光束系统与自动化大批量加工
弗劳恩霍夫激光技术研究所与EdgeWave公司联合开发的另一项极具突破性的技术方案,有望显著提升激光加工的生产效率。该多光束系统最初将单束激光分割成为了16个子光束,现已升级至64个子光束。这些子光束可实现并行独立控制,用于功能性表面的微结构加工。

高亮度红外ARM激光焊接铜材截面(输出功率3.5kW,焊接速度300mm/s)
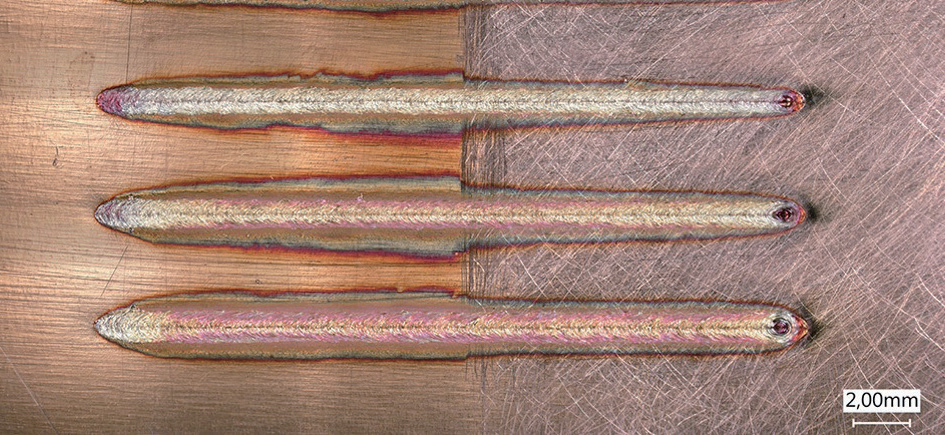
采用4kW ARM激光在不同焊接速度(自上而下300-150mm/s)下于抛光和喷砂铜板上获得的均匀焊道
搭载超短脉冲激光的烧蚀工艺将极大提升加工效率
该系统的核心是EdgeWave公司提供的500W超短脉冲激光器,其输出光束通过特殊光学元件分配至数十个子光束。每个子光束均保持相同的初始参数,同时支持独立调制,所有光束均可单独启停。据研究所介绍,这种新型多光束系统不仅适用于电池与氢能技术领域,还能用于飞机机翼和风力涡轮机叶片的大面积表面结构化处理,从而有效降低空气阻力。
通快近期宣布已实现激光生产效率的显著提升,具体体现在一套全自动钣金切割系统上。该系统通过激光冲裁技术,可无人化精准加工高达25吨的卷板材料,且废料率极低。相较于传统机械式冲压设备——每项新任务或工艺变更都需更换模具——该激光系统展现出高度灵活性,无需耗时耗材的模具再造即可完成加工程序切换。
由于激光切割路径可实现最优排样,通快宣称该技术可降低高达30%的原材料需求。在以往由机械冲压主导的大规模生产领域,激光冲裁正成为快速、低成本的替代方案。这项网络化、数字控制的激光工艺,正为工业4.0的实现铺设又一块基石。
来源:荣格-《国际工业激光商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


