 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



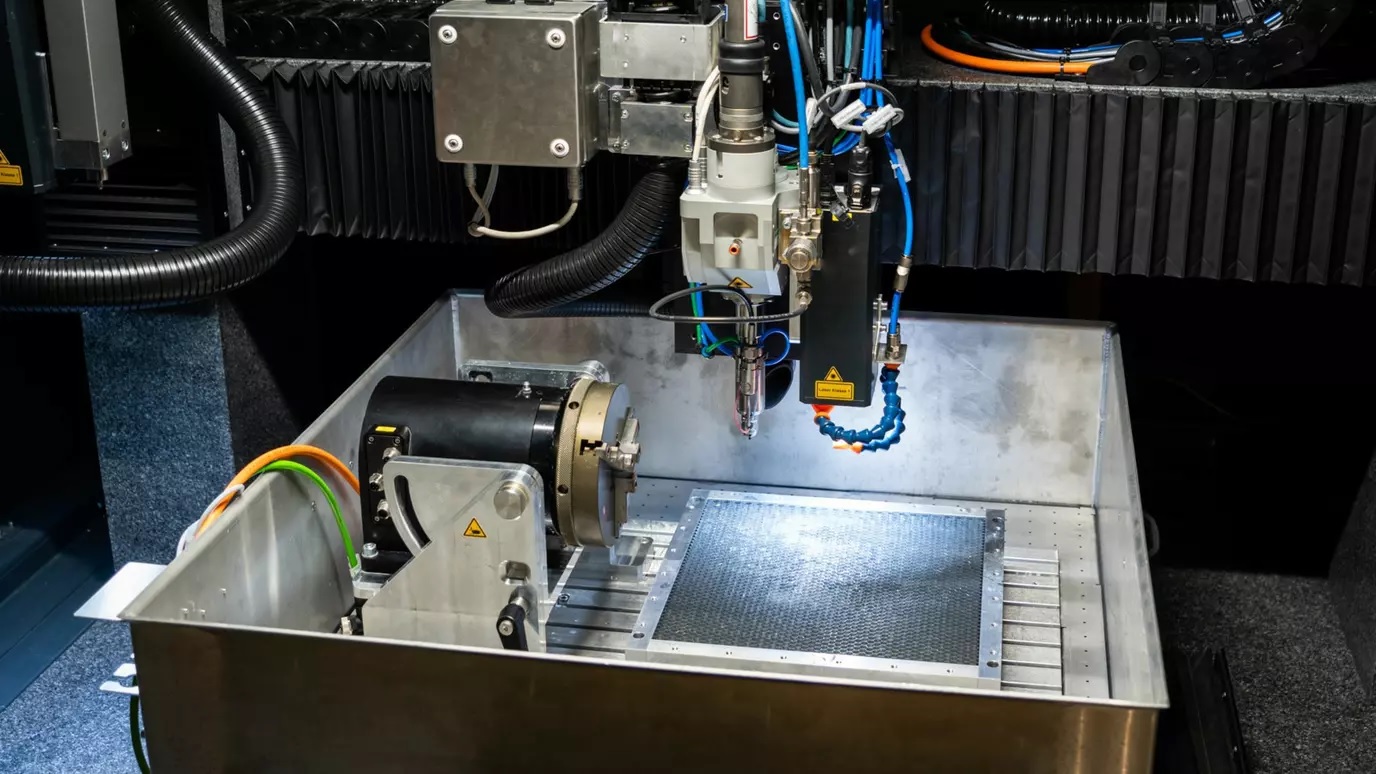
Synova将传统激光加工与激光水射流技术相结合,可以对陶瓷、碳化硅和硬质金属进行高精度切割,且不会造成热损伤或机械磨损。凭借RDX1000 LWJ,Pulsar Photonics推出了新一代精密加工系统。
脆性材料是一项挑战
“作为Schunk集团的一部分,我们追求进一步开发脆性材料创新制造技术的目标,”亚琛 Pulsar Photonics GmbH董事总经理Stephan Eifel博士解释道,“借助 RDX1000 LWJ,现在可以实现以前只能通过复杂机械工艺或复杂后处理步骤才能实现的加工。”
该激光系统基于Synova的专利激光微喷射工艺,该工艺通过细水射流将激光束引导至几毫米外。这使得光束引导保持稳定,同时材料也得到冷却。“这种组合为我们提供了传统激光工艺无法实现的加工深度和精度。”Eifel总结道。

Pulsar Photonics董事总经理Stephan Eifel博士
使用激光水技术对厚材料进行深切割
此外,典型的激光烧蚀切割工艺通常只能实现1:3至1:5的长宽比。这意味着一百微米宽的切口只能达到材料500微米的深度。对于更深的切割,必须选择更宽的切口,这会导致更长的加工时间。
另一方面,使用RDX1000 LWJ,可以实现高达1:100的纵横比——这一尺寸以前只有通过复杂的机械工艺才能实现。例如,可以在10毫米厚的陶瓷上钻孔或切割出宽度仅为100微米的结构——这为制造业开辟了全新的可能性。
据制造商介绍,另一个独特的卖点是两个加工站的组合:除了水导激光加工外,还有一个单独的干式加工站。“这为我们的客户提供了更多的灵活性,”Eifel说,“对于特别苛刻的加工,您可以使用传统激光工艺和激光水射流。”
这种多功能性使得实施混合加工策略成为可能。通过这种方式,可以先对材料进行结构化,然后用激光水射流进行精确钻孔——这对于生产复杂的功能部件来说是一个优势。
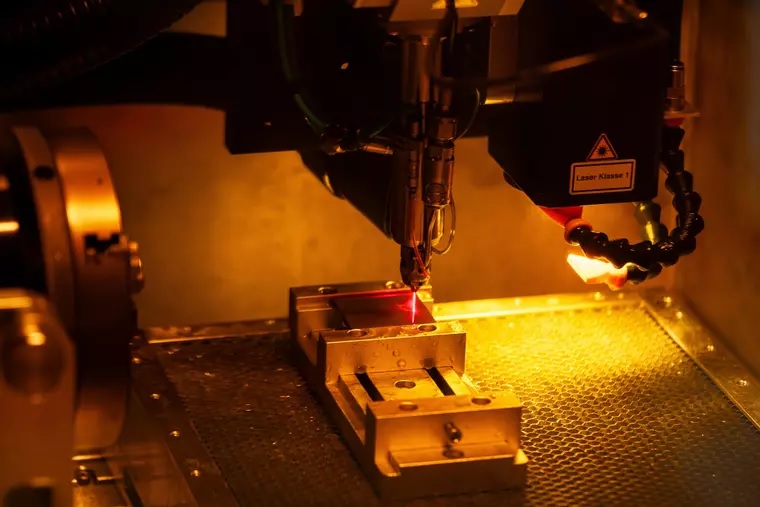
激光水射流技术精确而轻柔地切割材料厚度为10毫米的技术陶瓷,且无需任何后处理
在Schunk Machlab进行测试
Machlab是Schunk集团的跨公司应用中心,在实际生产条件下测试该技术。“我们在这里创建一个开发环境,新的应用程序可以直接投入生产。”Eifel强调说。Schunk看到了巨大的市场潜力,特别是在3D打印碳化硅的加工和微电子高精度元件的生产方面。
当涉及精密结构时,技术陶瓷的加工不断给制造商带来挑战。由于这些材料的硬度高且脆性大,使用传统方法加工时容易出现微裂纹或毛刺。而RDX1000 LWJ能够实现极其精确的切割和钻孔,且不会造成热损伤或机械磨损。
精确的冷却通道和精细的微钻孔
航空航天工业也越来越多地使用脆性、硬性、高性能材料,例如发动机叶片或隔热瓦。该激光系统能够在耐热材料中形成更深、更精确的冷却通道,而不会损害其结构。“这减轻了部件重量并提高了效率——这对该行业来说是一个真正的改变,”Eifel解释道,“我们才刚刚开始陶瓷部件激光材料加工范式转变的初期,通过与Synova的合作以及在Schunk集团 Machlab中的应用,我们正在不断推进激光水射流技术的工业应用。”


