 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



多年来,造船业始终面临复杂生产工艺优化的挑战,其中厚板焊接更是关键环节。意大利焊接系统制造商Castellini与的里雅斯特造船企业Fincantieri合作,针对Civan Lasers动态光束激光器(DBL)在厚钢板焊接中的应用,开展了深度研究。

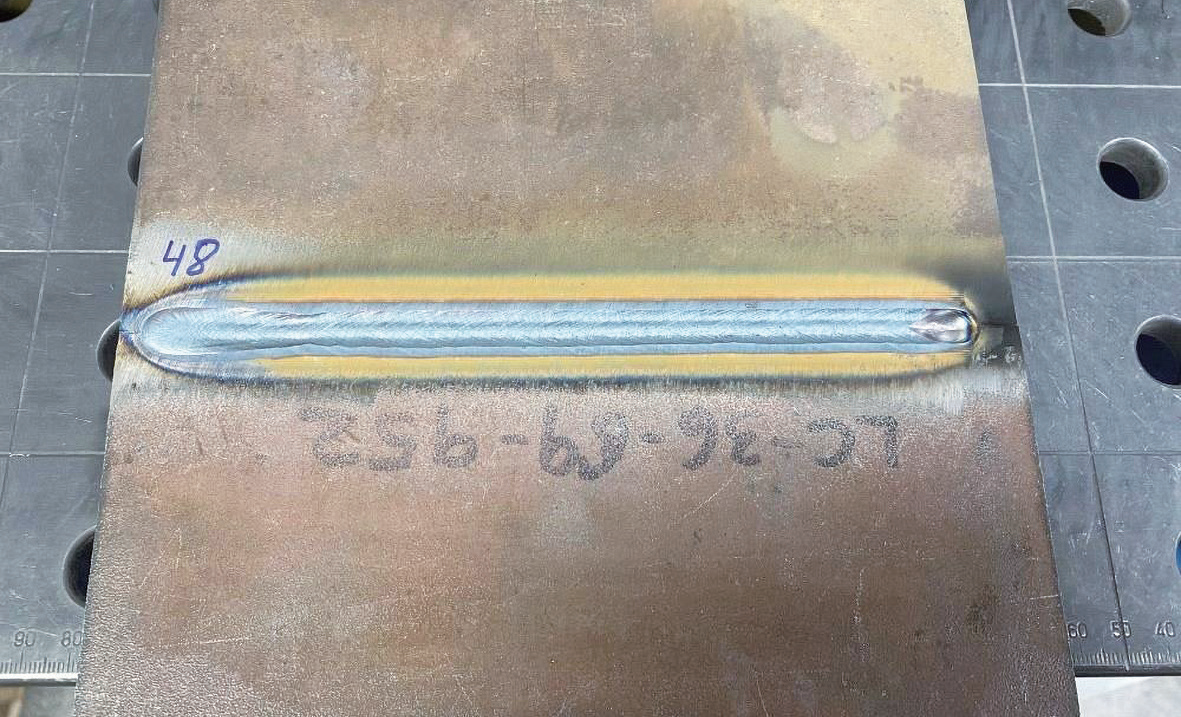
本概念示意图展示了动态光束激光单道焊完成70mm超厚板材的工艺过程
研究数据显示,该技术可实现焊接速度提升40%、成本下降与环境影响降低的三重效益。DBL技术通过简化工艺流程、减少热输入,在提升质量的同时,确保可持续性。其动态光束管理与高度自动化特性,不仅满足效率需求,更被视为未来造船业的标杆技术。
行业痛点与技术突破
测试表明,DBL技术在厚钢板焊接领域展现出巨大潜力。Castellini研发创新部物理学家Simone Peli表示:DBL测试源于Fincantieri在新型船用板材焊接系统产业化阶段的特定需求。这套基于激光-MIG/MAG复合焊接技术的系统本身,已具备扎实的技术基础。
Fincantieri希望探索能覆盖其生产线全厚度范围(甚至更广)的DBL技术解决方案。初期目标是在无需特殊坡口处理的情况下,单道焊完成4-25mm厚度板材焊接。Peli指出,传统激光-MIG/MAG复合焊接技术若不采用多道焊和特定坡口处理,将无法突破厚度极限。
相较之下,DBL提供纯激光解决方案——通过焊接过程中的动态能量聚焦,既免除坡口预处理需求,又实现焊接速度的飞跃式提升。
质量提升与可持续性突破
相比传统焊接工艺高达40%的速度提升,对需要以生产效率争夺全球竞争力的造船业来说,至关重要。DBL焊接技术通过消除坡口加工、填充材料施用等环节,实现更快速、更经济且更可持续的工艺流程。
Fincantieri制造总监Alessandro Nevierov强调:我们测试该技术旨在提升效率、改善工艺质量并增强生产可持续性——这些正是造船业的核心目标。实践证明,DBL是实现这些目标的关键使能技术。
该激光技术显著降低焊接热输入,有效控制板材变形与热影响区。在船用AH-DH36和S355J0-J2钢材的测试中,焊缝机械性能得到验证。激光焦点位置的电子化控制确保母材在熔融区和热影响区均保持特性,这对焊接结构的韧性和延展性至关重要。
Peli补充道:采用工作距离超过1.5m的长焦距系统,能最大限度降低激光头光学元件的污染和磨损风险,延长设备寿命并减少维护成本。数据显示,相较现有工艺,DBL技术可实现能耗降低60%,填充材料用量减少90%,这些优势直接提升了焊接工艺的环保效益。
革命性光束整形技术
与传统光纤激光器产生的静态光束不同,DBL技术可实现实时光束形态调节以适应特定焊接需求。这种动态光束整形技术能优化能量分布并改善接头性能,其能力是标准光纤激光器无法企及的。

Castellini与Fincantieri就Civan Lasers动态光束激光技术展开深度合作研究,以精准把握这项技术在造船业未来发展中的战略定位
Castellini研发专家Peli指出:动态调节光束形态的能力使工艺可精准适配特定需求,从而进一步提升焊缝质量。DBL技术不仅简化了操作流程,还通过支持远程激光操作显著提升工作场所安全性。该技术有效降低了污染风险、工具损耗及整体作业危险系数。
采用DBL技术焊接的焊缝横截面金相图
迈向工业化应用
当前测试已验证,该技术能单道焊完成25mm厚度焊接并满足认证要求。下一步将突破更厚材料的焊接极限,在保持高效的同时实现工艺复现。
这一进展将为DBL焊接方案融入现有产线的可行性研究铺平道路,并拓展至其他工业领域。例如海上平台建造和工业基础设施所需的超厚材料焊接,将需要更高功率的激光源支持。
Fincantieri将DBL技术应用列为中期目标,计划逐步整合至生产线。Nevierov表示:可焊厚度的提升与工艺产业化,将满足风电塔筒、海上浮式平台等短周期建造需求。这项创新工艺为造船业带来了兼具竞争力与可持续性的双重优势。
动态成形激光束特性
根据Civan的白皮书,DBL技术通过四种方式改变光束特性。首先是光束成形,用户可以设计特定形状以匹配特定应用。这使工程师能够测试多种形状以优化特定焊缝的最佳形状。例如在焊接异种金属时,DBL允许同时使用两个移动的激光点(想象厨房搅拌器的运动)来提供均匀的焊缝。
另一个变量是形状频率,即在不同间隔创建形状的能力。频率越高,光束表现得越接近静态。例如,像50MHz这样的快速频率非常快,以至于光束表现为准静态形状。白皮书补充说,如此快的频率产生的效果与赫兹或千赫兹范围内的频率完全不同。
第三项参数是光束序列控制——可实现微秒级速率的激光束形态切换。这意味着用户能创建一系列不同光斑形态,并按预设顺序、速度及间隔进行编程控制。第四项参数是焦点动态调控。白皮书强调:该技术能在加工过程中随时以任意速度调整材料内部Z轴焦点位置。对于厚板焊接尤为有利,可确保更平滑均匀的焊缝质量。
这种焦点动态调控技术正被AMET等企业应用于单道厚板焊接领域。此前,Civan公司已经宣布70毫米超厚材料单道焊成果,正是基于此项技术突破。
厚板焊接仅是该公司近年攻克的应用方向之一。在厚度谱系的另一端,其参与的德国弗劳恩霍夫激光技术研究所“Eureka”项目中,实现了燃料电池双极板超高速度焊接——该项目涉及厚度仅0.1mm的极薄板材,焊接速度高达1500mm/s。
研究团队通过特殊光束整形,将高强度光斑与低能量区域组合:这种排布方式能对材料进行瞬时预热与后热,有效控制熔池形成与凝固过程。他们还创新采用动态变轨技术(加工中实时将光束调整为椭圆形),降低匙孔后方熔池流速,从而在提升焊接速度的同时避免缺陷产生。
尽管Civan深耕激光焊接领域,其技术布局已延伸至其他工业激光加工工艺。例如,该公司与德国Smart Move GmbH合作,共同开发面向增材制造的新型激光焊接与激光粉末床熔融技术。
该公司还发表多篇论文详述激光切割应用测试成果,突显焦点动态调控的技术优势。在一项典型实验中,采用8kW单模深焦激光对15mm厚304L不锈钢进行切割——通过将光束整形为垂直方向双点螺旋形态,实现焦点在材料中部沿Z轴±8毫米范围内动态调控。论文数据显示:当进给速度为15-18mm/s时,焦点调控频率设定为5.4-16Hz……该技术显著提升熔融材料控制能力,可获得更光滑的切面粗糙度与更少熔渣。
此外,Civan还与印度企业Sahajanand激光技术有限公司合作,开发出集三维激光焊接与切割功能于一体的复合加工设备。据Civan透露:该项目将构建配备动态光束整形激光器的全流程端到端系统。Civan的技术或许预示着一个新趋势,工业激光束已突破静态局限,进化为金属加工领域的万能工具——通过多形态、多频率的光束整形、序列控制及动态调焦技术,实现与具体工艺需求的高度适配。
作者:Edoardo Oldrati(The Welder杂志编辑)
来源:荣格-《国际工业激光商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


