 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



用超快激光加工透明材料
超快激光的脉冲持续时间非常短,热扩散尺度远小于激光穿透深度。超快激光能以极快的速度电离材料,并直接形成材料蒸汽和纳米级碎片。在整个激光过程中,由于较高电子温度下的能量不能及时传递到材料晶格中,因此可以忽略加工过程中的材料熔化和热扩散过程。此外,超快激光在加工过程中存在许多非线性效应,可用于打破光衍射极限,将加工尺度缩小到纳米级。迄今为止,超快激光已广泛应用于光波导器件、周期结构器件、微孔、微通道等的制备。
低折射率的材料实际上是用来构成传统光波导的核心,并包裹着高折射率的材料。当光波从稠密介质发射到稀疏介质时,当入射角大于某一临界角时,就会发生全反射。这一理论构成了任何光波导设备的工作机制。利用超快激光照射透明材料,照射区域内的折射率会发生变化,从而使光波被限制在微米级的微小区域内。目前,超快激光诱导透明材料折射率变化的物理解释主要包括熔融重熔理论和色心诱导理论。
根据工作区域折射率的不同,飞秒激光直接写入的光波导主要分为I型波导和II型波导。I型波导是指使用飞秒激光提高照射区域的折射率。II型波导是指使用飞秒激光写入两条折射率降低的紧密间隔的直线,形成中间区域作为波导区域。如图7所示,虚线围成的区域就是导光区域。
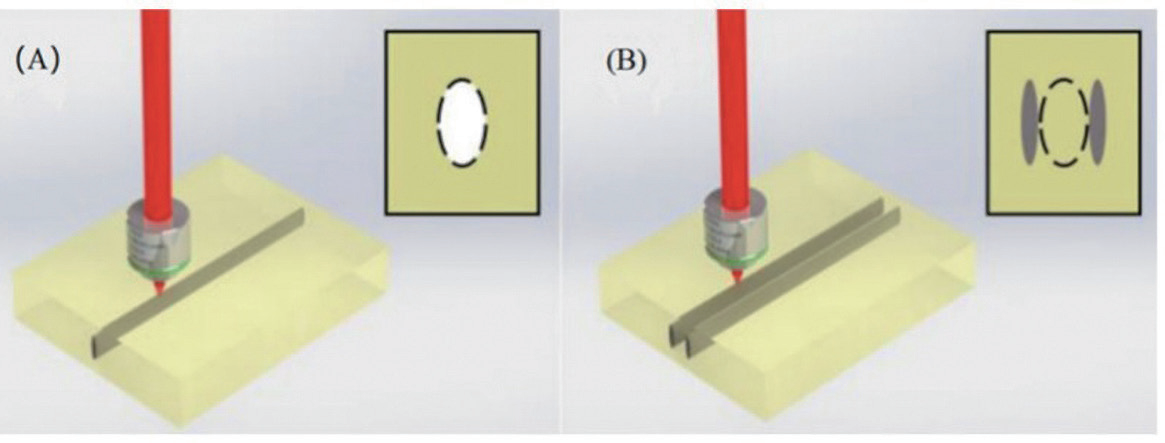
图7:光波导示意图。(A)I型波导。(B)II型波导
2022年,B. Wu等人利用飞秒激光在钽酸锂晶体(LiTaO3)中写入I型和II型波导,制造出集成的1×5分光器,如图8和图9所示。由II型波导结构组成的复合轨道包层波导用于光信号传输,减少了光子串扰和模场调制。由I型波导结构组成的单线波导用于分束。同年,B.S.Sun人制备了基于飞秒激光的光纤兼容玻璃波导,即球面相位诱导多芯波导(SPIM-WG)。这种波导可实现横截面的精确变形,并可沿水平和垂直方向精细控制高分辨率的形状和尺寸。
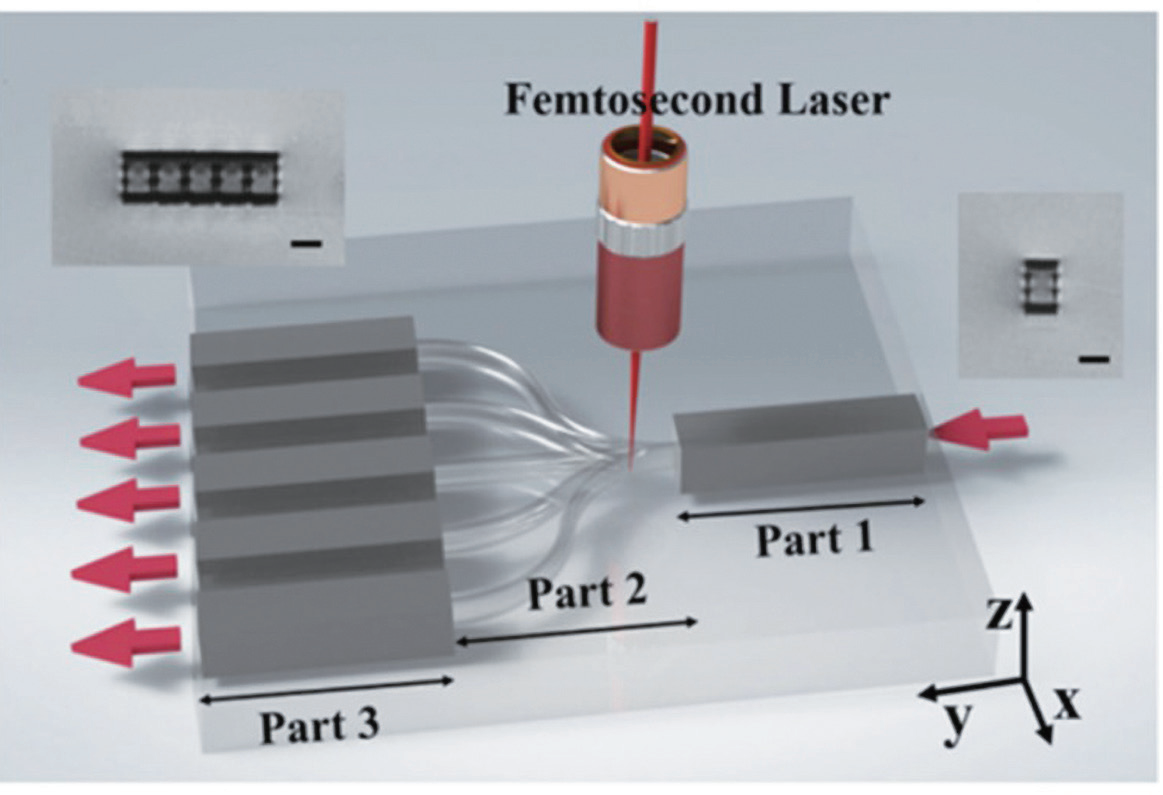
图8:掺杂在LiTaO3晶体中的混合集成分光器(通过飞秒激光直接写入法制造)示意图
图9:使用连续波激光器(中心波长为632.8nm)的1×5 分光镜实验装置示意图
这些波导分别具有0.017的高折射率差、0.14dB/cm的低传播损耗和0.19dB的超低耦合损耗。这些波导可在超宽带光谱域工作,波长范围从可见光区到红外区。同时,这些波导还为使用光纤进行输入和输出的光子集成电路器件的封装和集成产业化铺平了道路。
通过控制激光功率等参数,飞秒激光还可用于制备透明材料内部和表面的周期性微结构。早在1965年,M. Birnbaum等人就使用线性偏振长脉冲激光照射半导体材料,观察到其表面出现了一系列周期性条纹,并将其命名为激光诱导周期性表面结构(LIPSS)。当激光脉冲的能量密度接近材料的损伤阈值时,材料表面就会产生一系列周期性波纹。2018年,S.H. Messaddeq等人使用重复频率为1kHz、脉宽为100fs、频率为800nm的飞秒钛蓝宝石激光器烧蚀As2S3氯化玻璃,并在材料表面诱导出LIPSS。
通过控制飞秒激光的辐照参数,形成了与入射光束偏振平行的高空间频率LIPSS波纹。波纹之间还出现了平均直径约为300nm、深度为200nm的纳米间隙。此外,实验结果还显示,在高空间频率LIPSS特征和低空间频率LIPSS特征之间的过渡区间,形成了复杂的波纹结构。这些波纹结构呈网格状,平行于入射光的偏振方向,被称为交叉叠加LIPSS。
这种交叉重叠的LIPSS,可以通过适当的激光参数烧蚀钙化玻璃获得。在激光加工掺杂氧化物、磷酸盐或氟化物的其他类型玻璃时,从未观察到过这种LIPSS。在As2S3氯化玻璃中形成网格状交叉叠层LIPSS被认为主要与两个因素有关。第一个因素是入射激光束与表面等离子体极化子波之间的相互作用。第二个因素是热量积累产生的自组织效应。此外,波纹的方向在很大程度上取决于入射光束的偏振方向。这些新型纳米结构可能适用于制备一些红外集成光学器件。
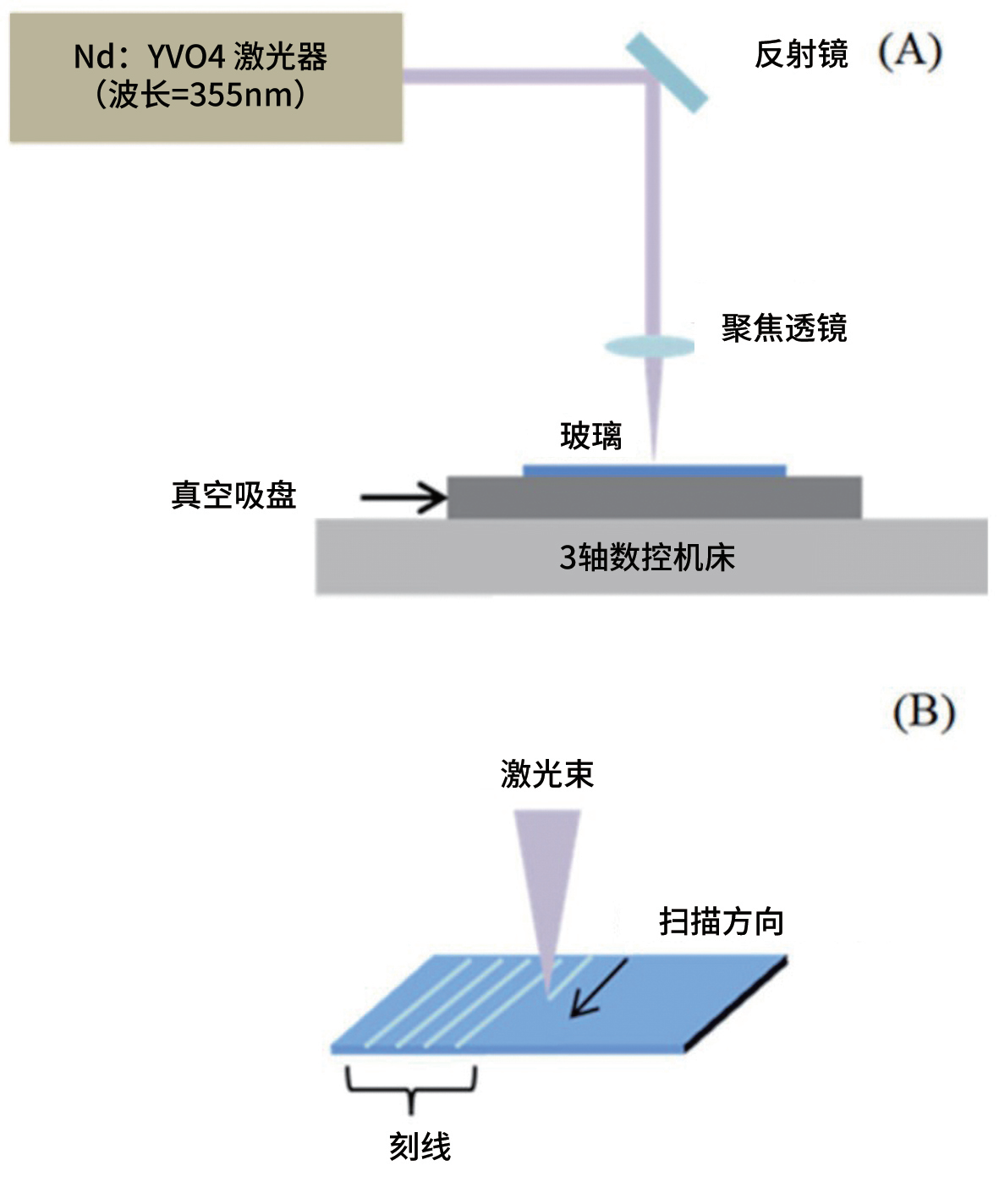
图10:加工示意图。(A)激光划线实验装置示意图。(B)刻蚀方向
超快激光在透明材料的微孔和微通道制造方面也有广泛的应用。其目的是提高加工效率,同时减少或消除裂缝、边缘塌陷、锥度等现象。2015年,Songling Xing等选取石英玻璃作为实验材料,研究了飞秒激光参数对微孔深径比和形态的影响。结果表明,飞秒激光脉冲能量和钻孔速度对微孔的深径比有显著影响。同时,他们还分析了使用飞秒激光加工微孔时常见的缺陷。
同年,H. Hidai等人研究了利用紫外激光在玻璃上制造高深径比孔的过程,并对激光制备过程中的热量积累进行了数值和实验分析。他们还研究了熔化阈值与脉冲重复频率之间的关系。2018年,J. Shin还利用紫外皮秒激光器研究了激光功率、扫描速度和扫描频率等三个参数对加工质量的影响。相关实验装置如图10所示。
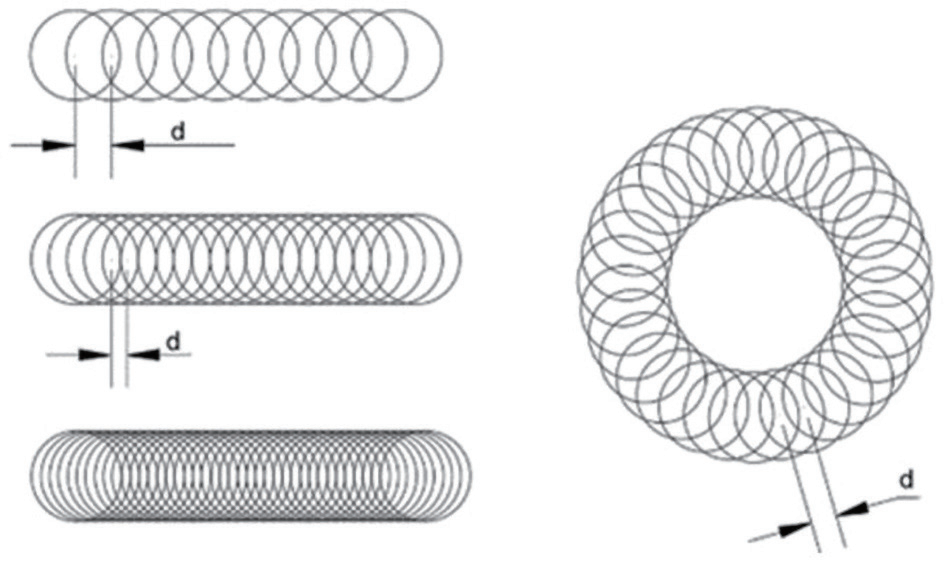
图11:螺旋环切割法扫描路径示意图
2016年,Pengyu Yin等人对脉冲能量密度、波长、光斑耦合率、处理频率、重复率、填充间距和聚焦位置等参数进行了系统的实验研究。这些作者从扫描路径优化和加工环境改变两个方面,探讨了螺旋环切割法和水面渗透加工法的加工质量和效率。图11是采用螺旋环切割法的扫描路径示意图,图12是采用水面渗透法的加工示意图。
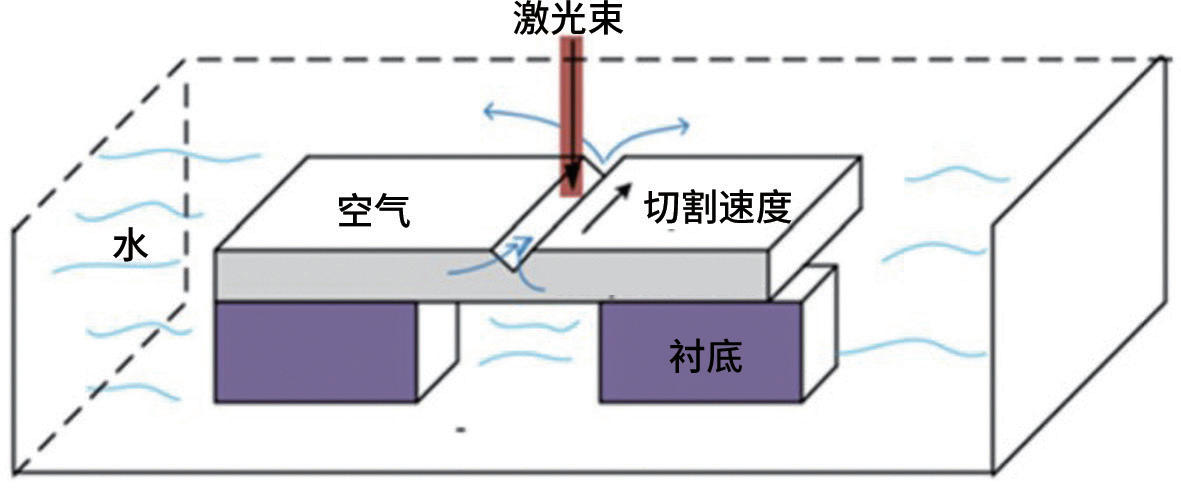
图12:渗水法加工示意图
实验结果表明,在激光参数和加工时间固定的情况下,与传统的垂直扫描路径法相比,螺旋环切割法的能量密度更高,更容易获得更大的蚀刻体积。不仅加工效率远高于传统的垂直扫描路径法,而且加工锥度也能显著减小。水表面渗透加工方法的难点之一,是如何减少激光在水中吸收所造成的能量损失。
利用水中自然产生的涡流,可以清理蚀刻槽中积累的残留物。此外,由于水的冷却作用,还可以减少下表面容易出现的二次侵蚀现象,使加工获得的表面质量得到明显改善。加工槽内壁的锥度可在一定程度上减小。
2018年,Y. Berg等人利用大光斑尺寸的飞秒红外激光器,在厚度为1毫米的玻璃靶上实现了深度直径比为10:1的钻孔。这一过程依赖于玻璃中非线性克尔效应和多光子吸收之间的平衡;使用大光斑尺寸的激光也有利于厚玻璃的高速加工。同年,E. Markauska等人使用重复频率为100kHz、波长为532nm的皮秒激光烧蚀钠钙玻璃板。通过在玻璃表面添加一层薄薄的水膜,成功地将烧蚀效率提高了12倍。
结论
近年来,透明材料的激光加工已成为激光加工领域的热门话题。一方面,微电子、生物医学和航空航天等众多领域,对透明材料微纳加工的需求急剧增加;另一方面,激光在近几十年来得到了长足的发展和广泛的应用。随着大量脉冲宽度更短、光束质量更高、类型更多和成本更低的新型激光器的出现,极大推动了激光加工透明材料的发展。根据材料去除机理的不同,透明材料的纳秒激光加工与透明材料的超快激光加工,在相对研究成果上存在一些显著差异。
纳秒脉冲激光器价格便宜,平均功率高,在工业钻孔和蚀刻中具有很大的应用优势。但理论研究表明,纳秒脉冲激光无法避免热效应的影响,加工质量明显受到限制。在提高加工质量方面,目前的重点是加工过程和后处理。在加工过程中,通常采用湿法蚀刻和改变扫描路径来降低材料的热应力。加工后通常采用热回流处理和电化学处理,以降低加工界面的粗糙度,提高形貌质量。目前,纳秒激光脉冲通常是高斯分布脉冲。通过改变激光脉冲能量的时空分布,可以有效改善加工过程中材料的能量沉积,提高纳秒脉冲激光加工的质量,扩大应用范围。
虽然利用超快激光对透明材料进行加工的研究比纳秒激光的研究更为晚近,但前者因其独特的特性已引起许多学者的极大关注。超快激光与物质的相互作用中存在许多非线性现象,有可能在理论层面打破光学衍射极限,将加工尺度缩小到纳米级。由于超快激光的“冷加工”特性,可以实现微米和纳米元件的各种复杂制造工艺。超快激光已广泛应用于小型光学元件、微流体设备、多功能结构表面和其他设备的加工。然而,超快激光存在重复频率和平均功率增加等问题,导致实际加工应用中效率低、规模小。
这些问题确实限制了超快激光在透明材料加工领域的工业应用。随着对非衍射激光器、空间脉冲整形、GHz技术、时域脉冲整形、时空聚焦技术等前沿技术的深入研究,加工过程中的各种问题逐步得到改善,透明材料超快激光加工的应用范围不断扩大,实现低信噪比光波导、高纵横比通道、复杂微流控结构等器件的制备指日可待。
来源:荣格-《国际工业激光商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


