 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



近年来,贵金属增材制造技术在医疗器械领域的应用逐渐显现出独特价值。贵金属如金、银、铂等因其优异的生物相容性、耐腐蚀性及导电性,结合增材制造的高度定制化能力,为医疗产品的创新提供了新路径。
作为贵金属生产领域的全球领导者,C.Hafner 公司拥有完整的集成制造能力,始终身处技术前沿,为医疗器械的微型化趋势提供支持。该公司在车削、铣削、冲压、电火花加工和激光打标等微细加工技术方面进行了投资,并采用经过验证的选择性激光熔化(SLM)工艺进行增材制造(AM)。
在审视用于医疗器械制造的增材制造时,必须明确要使用的特定工艺,因为材料和工艺的不同会产生截然不同的考虑因素。在某些情况下,与传统制造工艺相比,选择SLM可以带来更多优势。
相关的全套制造工艺包括从用于快速产品开发的专用原型,到商业化生产。应用的金属包括金、银和五种铂族金属(PGM)——铂、钯、铱、钌和铑的合金,其中铂铱合金是医疗器械应用的重点材料。

电极尖端,孔直径为0.007英寸(0.018毫米),铂、钯、金合金。(图片版权属于C.HAFNER GMBH & CO. KG)
生产从精炼开始,然后是铸造、轧制、成型、粉末、机加工、3D 打印、冲压和精加工等中间过程,直至最终的部件制造。可交付的产品包括精金条、定制部件和细丝。相关应用包括电生理学、神经刺激、消融器械和植入式脉冲发生器 (IPG)。组件包括穿通针、电极、标记带/环、导管头和细线。
对于大多数应用而言,所有阶段的生产和质量都在工厂内控制。相比让加工/冲压车间使用从炼金厂购买的金丝/金板(可能由供应链中的独立实体完成),通过有效管理制造过程中产生的切屑和废料可以优化成本。
可以使用 SLM用于 PGM 和金元件的制造,主要是用于制造临时工件,而非最终部件。在这之后,工件可被拉伸、成型和/或加工成最终部件。选择使用传统制造工艺还是增材制造工艺,要根据成本、设计和交货时间等因素来决定。这两种工艺都可为客户提供产品开发和部件制造的最佳解决方案。
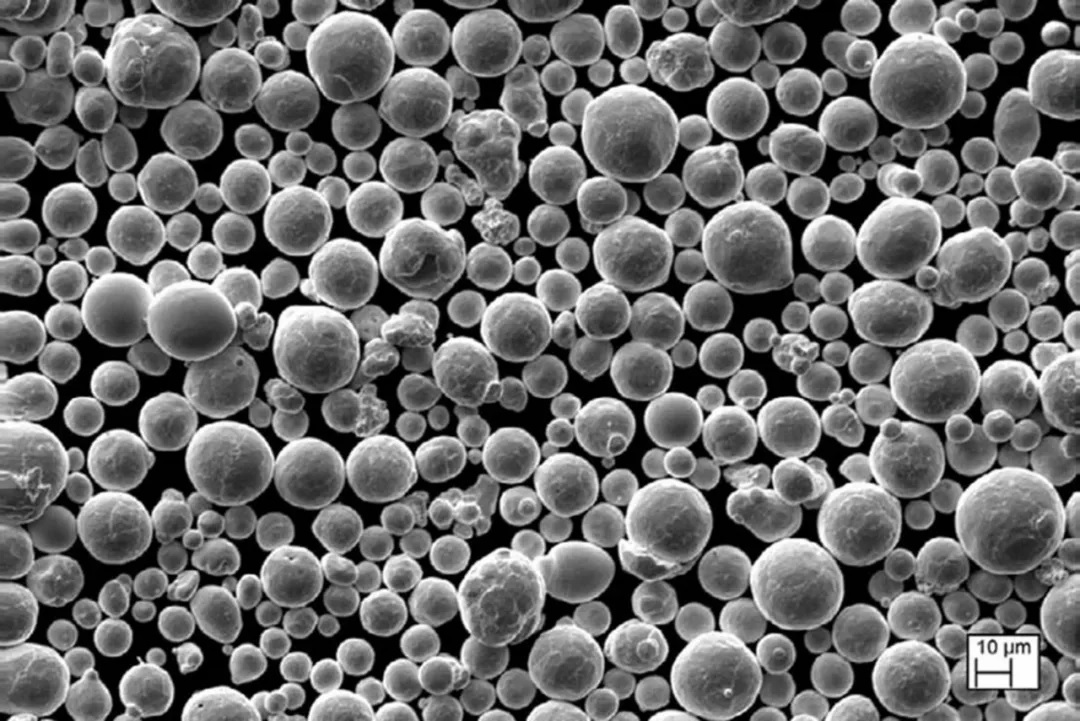
铂铱粉末的扫描电镜照片,注意一致的球形颗粒和尺寸分布
传统工件生产
在传统工艺中,精炼金属合金从熔化坩埚中倒入,浇铸成铸锭,然后冷却。在冷却阶段,铂合金会出现收缩气孔。接下来对铸锭进行热轧和/或冷轧,以制造出晶粒微观结构比铸锭更一致的工件。轧制还能在一定程度上减轻收缩引起的气孔,这取决于操作的水平。铸造和轧制步骤不是通过数控流程进行的,这增加了工件的固有可变性,但任何不一致的块状材料可变性带来的影响取决于最终部件的要求。例如,不良的晶粒微观结构会导致线材表面粗糙,从而影响穿通针的钎焊。随着医疗器械设计的微型化趋势,最终部件中块状材料不一致性变得更加明显。
C.Hafner 使用具有最高工艺控制的铸造设备,确保可重复的铸造质量。数十年的铂金半成品加工经验为最终产品的稳定性和最高质量奠定了基础,尽管在过程中存在一些必要的手工操作。
增材制造用于工件生产
2015 年,C.Hafner 开发了生产贵金属微粉的雾化工艺,并随后开发了使用这些粉末的 SLM 3D 打印和钎焊材料。惰性气体雾化工艺经过验证,具有可重复性和稳健性,可生产出高球形颗粒和可预测的粒度分布。雾化后的粉末经过筛分,达到所需的粒度分布范围。动态图像分析(DIA)用于表征颗粒的尺寸和形状,并可进一步使用内部扫描电子显微镜(SEM)或能量色散 X 射线光谱(EDX)。
之所以选择SLM工艺,是因为与其他基于粉末的技术(如粘结剂喷射或金属注射成型)相比,SLM 具有很多优点,后者使用的碳基粘结剂在打印后需要去除。SLM 具有相对较快的冷却速度,有助于产生优异的微观结构。作为生产成品部件的中间步骤,SLM 可以生产出具有最佳尺寸的工件,用于后续加工,如拉丝或近净成形部件,最终部件由数控机床加工完成,包括抛光、打磨和喷砂等表面处理。
使用SLM的收缩孔隙率几乎为零,微观结构同样精细,无需像传统铸造工艺那样进行热轧/冷轧,所有这些都能提高机械性能。从质量和过程控制的角度来看,SLM的关键制造步骤,从粉末雾化到打印,都通过数控过程完成。可以记录批量控制和质量监控参数,以便对粉末生产和 SLM 过程进行追溯。SLM打印材料符合或超过 ASTM 材料属性规范。
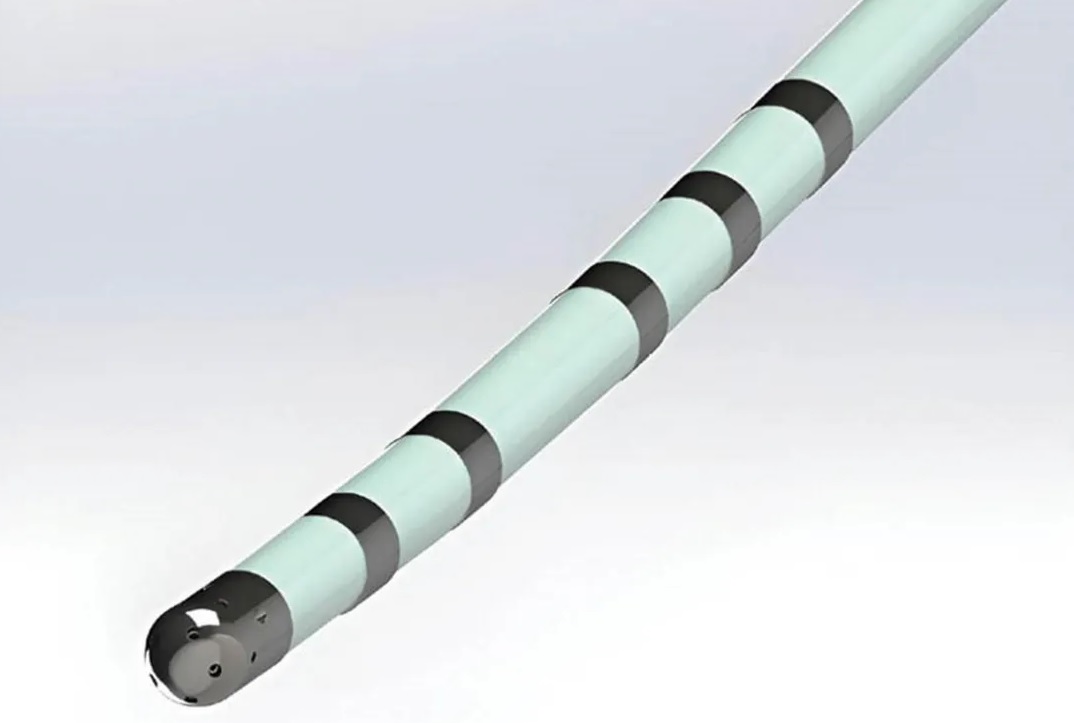
消融导管、电极头和环
铂铱合金在铸造过程中冷却时,会因材料收缩而产生收缩气孔,即使在真空条件下也是如此。气孔通常形状不规则,一般出现在铸件中心。对于铂铱合金,随着铱部分的增加,保持块状材料的一致性变得更加困难。与铸造工艺相比,SLM 在任何时刻熔化的粉末热量都要低得多。SLM 的散热速度更快,可产生更精细、更一致的晶粒微结构,其收缩孔隙度难以察觉。
一个极端的例子是,SLM 生产的铂铱 50-50 合金的熔融温度高达 3992°F,在商业应用中,它采用了坚固耐用的增材制造工艺,可满足最严苛的热和机械要求。同样,在医疗应用中,SLM对铂铱80-20合金也有潜在的益处,特别是在消除气孔方面。
由于生产工件时不需要浇铸,更简单的SLM生产流程可以实现更严格的流程控制。在许多情况下,根据合金和外部尺寸的不同,SLM可带来生产灵活性,并可缩短原型的生产周期。
FDA和监管方面的考虑
由于增材制造的医疗器械部件有大量不同的最终用途,FDA在2017年12月5日的一份报告《增材制造医疗器械的技术考虑因素》中提供了一些指导原则。总体而言,近10年来,从金属到塑料等各种工艺和材料已被用于医疗器械组件的增材制造,但尚未实现广泛应用。增材制造的局限性在很大程度上取决于特定类型的工艺、材料、最终用途验证要求、安全性和成本。值得注意的一点是,SLM只使用定义合金中的元素,而且是在惰性气体环境中打印出来的。使用粘合剂的增材制造工艺可能会增加生物相容性问题,并且需要对残余材料进行更高级别的审查和分析,而不仅仅是所需材料的特性。
对于植入式医疗器械,医疗器械制造商必须证明,他们计划在其中使用的材料可以安全地用于人体。另一个考虑因素是核磁共振成像兼容性,这样植入材料就不会对患者造成安全问题,例如在核磁共振成像过程中在患者体内升温或移动。无论使用SLM还是传统方法制造工件,铂合金都具有基本相同的磁性能,因为磁性能是由铂合金中的元素驱动的,而不是晶粒微观结构的细微差别。
FDA 在 2017 年的报告中提出的增材制造准则包括:“......材料控制是确保成功制造的一个重要方面,最终医疗器械的性能与材料、机器和打印后工艺息息相关”。SLM的材料控制包括粉末生产以及打印过程本身。如上所述,与传统方法相比,使用增材制造生产工件的数控操作更为严格,因为传统方法的第一步是生产铸件。
铂、铱、钯和金的生物相容性已得到公认,其基础是惰性、耐久性、导电性,对于铂合金来说还有放射性。如果PGM或金合金符合ASTM规范,那么生产工件的方法就不会影响与人体组织或体液的相互作用。
最终部件的制造
无论是采用传统的铸造/轧制工艺还是粉末/SLM工艺生产,用于最终制造的工件配置都可以在制造阶段进行优化。SLM可提供更高水平的工件配置优化,从而降低成本。工件制造包括数控加工、成型、冲压或拉丝/板材。无论使用哪种方法生产工件,最终部件的公差和特征都由制造工艺控制。


