 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



由于透明材料具有优异的透光性、机械强度、耐热性和耐腐蚀性等特性,因此在航空航天、微电子、光通信、光存储等领域有着广泛应用。目前,工业用透明材料主要包括结晶硅、金刚石、光学晶体、非晶石英玻璃、光学玻璃等材料。由于透明材料具有硬度高、熔点高、导热性差、易碎等特点,因此在使用传统的机械和化学方法进行加工时,很容易出现裂纹甚至断裂。因此,很难满足微纳尺度的精密加工要求。
随着脉冲激光技术的发展、激光光束质量的提高以及调Q开关技术和锁模技术的出现,实用激光器的脉宽也从毫秒级大大缩短到目前的皮秒级和飞秒级,峰值功率甚至可以达到 1022W/cm2,使得高质量、高效率的透明材料激光加工成为可能。
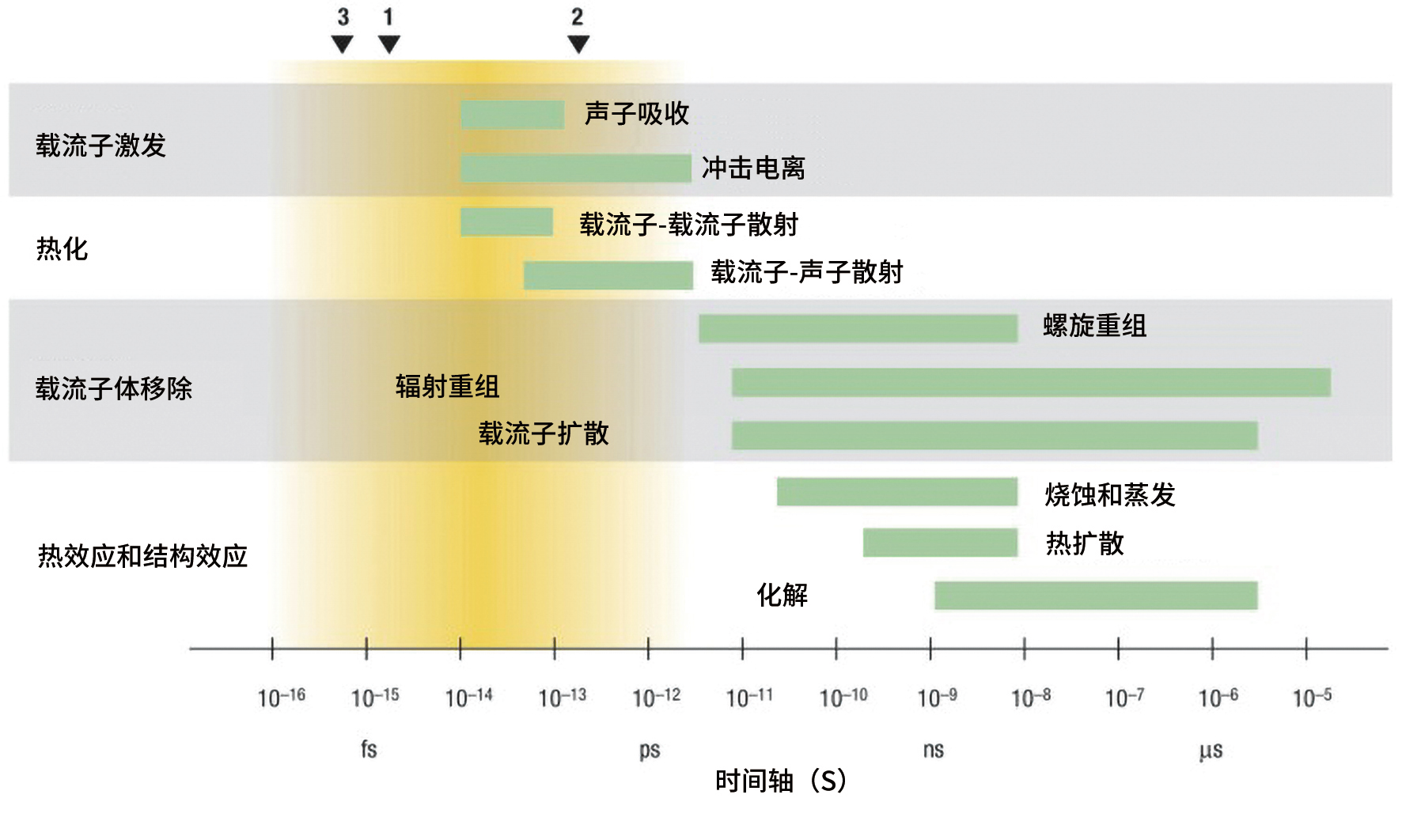
图1:飞秒激光与固态材料的相互作用过程
作为一种非接触、高能量/高功率密度的新型制造方法,在激光加工过程中,激光能量可快速聚焦于部件表面或内部,并在极短的时间内被材料吸收。与传统加工方法相比,激光加工方法具有材料污染小、精度和效率高、非接触等优点。超快激光因其独特的物理特性,从根本上改变了激光与物质相互作用的机制,在工业领域得到了广泛关注和快速发展。在时间尺度上,超快激光可抑制热效应,有利于形成更高质量的形态。在空间尺度上,超快激光可用于实现纳米级微结构制造,并利用各种非线性过程打破光学衍射极限。
近年来,基于纳秒激光的透明材料加工受到了实验室和工业生产线研究人员的极大关注。在使用纳秒激光进行加工的过程中,可以观察到明显的热效应,并可能导致一些加工缺陷,如崩裂和裂纹。随着加工参数的优化和各种辅助程序的使用,使用低成本纳秒激光加工透明材料的质量不断提高。纳秒激光加工已成为透明材料钻孔和研磨的可行技术。与其他传统的透明材料加工方法相比,激光加工已成为透明材料加工的尖端核心技术,具有许多独特的优势。
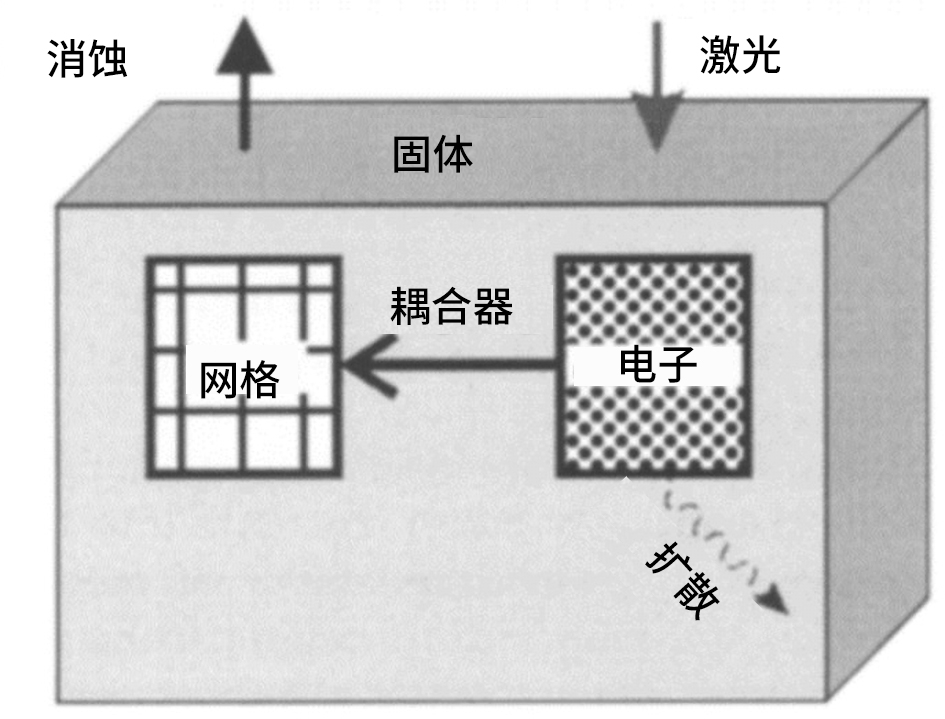
图 2:激光与物质之间的相互作用示意图
迄今为止,有关透明材料激光加工的研究已经发表了很多,基本上都集中在超快激光的加工过程和分析结果上;但纳秒激光加工的研究成果却很少涉及大脉宽的激光加工。本文提到了脉冲激光与透明材料的相互作用过程,阐述了透明材料物理和化学性质变化的相关机理,并介绍了在加工透明材料时影响纳秒激光器加工效率和质量的主要因素,最后总结了近年来利用超快激光在透明材料上制备各类器件的研究成果,并探讨激光透明材料加工方法的未来发展和技术趋势。
激光加工的机理
激光与物质的相互作用过程可分为四个部分:载流子激发、热化、载流子清除以及热效应和结构效应,如图1所示。激光与物质的相互作用是一个非常复杂的过程,但其相对机理可以概括为激光激发材料内部的电子。激光通过光子将能量传递给聚焦区域内能量/功率密度较高的材料,随后发生一系列相关的热力学过程。
在激光能量/功率密度最高的焦点处,材料中的电子在吸收光子后被激发至高能状态。由于透明材料的带隙普遍较大,单个光子的能量不足以激发电子跃迁。此时,自由电子的产生模式是多光子电离和隧道电离。如果某些电荷载流子被激发的速率远高于带隙,撞击电离也会产生受激发的电荷载流子。
在激光与物质相互作用的整个过程中,多光子吸收和隧道电离在飞秒时间范围内起着主导作用。在皮秒时间范围内,电子吸收光子能量,然后通过电子-声子耦合将能量转移到晶格,最后转化为热能。在纳秒时间范围内,激光聚焦区周围材料的温度急剧上升,产生压力波并迅速向周围传递。在亚微秒时间范围内,热能沿着激光聚焦区域的温度梯度扩散,导致材料熔化和微爆炸。相应的过程如图2所示。
纳秒激光脉冲加工原则上很难消除热影响,在这种情况下可以观察到明显的沉积层和重铸层。此外,加工区域周围也存在一些明显的改性区域,因此很难应用于复杂的微纳加工领域。不过,由于纳秒脉冲激光器价格低廉、平均功率高,在精度要求相对较低的钻孔、表面蚀刻和切割等领域受到欢迎。
利用飞秒脉冲激光可以从原理上抑制热区的形成,并通过各种非线性效应打破光衍射极限,因此被广泛应用于各种微纳器件的制造。然而,实际的激光加工方法并非单脉冲加工方法,而是一系列脉冲共同作用的加工方法,因此即使使用了超快激光,仍会受到热效应的影响。
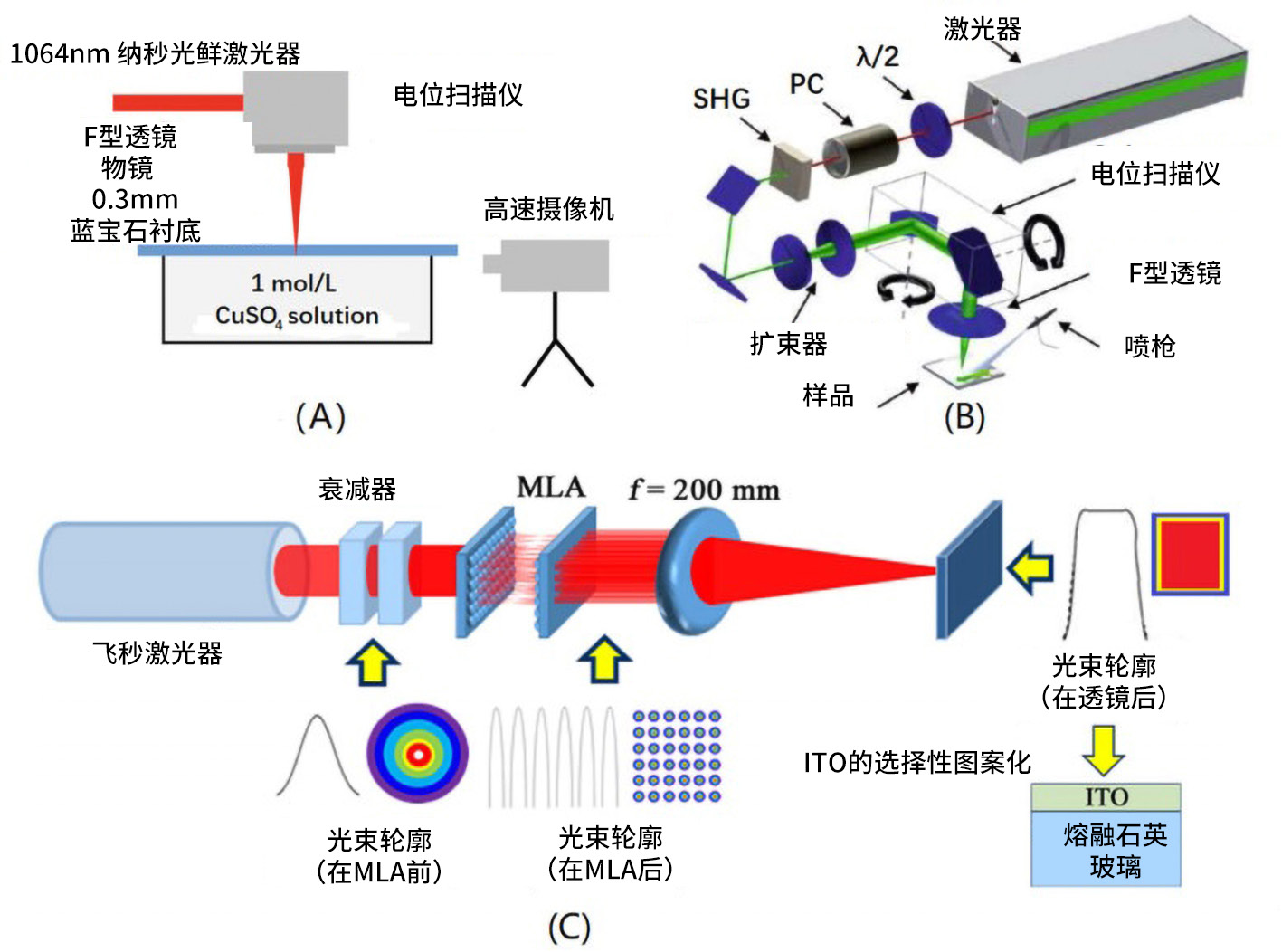
图3:激光脉冲加工示意图。(A)纳秒湿法蚀刻。(B)皮秒加工。(C) 空间形状飞秒激光加工
同时,超快激光器的平均功率相对较低,时间重复率也很难提高,因此提高处理效率应该是超快激光器的一项艰巨任务。
图3显示了分别使用纳秒脉冲激光器、皮秒脉冲激光器和飞秒脉冲激光器加工透明材料的示意图。基本加工设备包括激光光源、光路控制系统和扫描路径控制器。纳秒脉冲激光器的单脉冲能量通常在mJ范围内,重复频率为几百kHz。在实际加工应用中,热效应明显,激光修改范围大,加工精度低。为了减少热效应的影响,通常选择紫外波段的激光源。
同时,为了减少热应力的影响,在使用纳秒脉冲激光器进行加工时,通常会采用湿法蚀刻。湿蚀刻可降低材料边缘断裂和开裂的风险。同时,通过选择适当的激发溶液,可以利用化学反应来辅助激光蚀刻,并可将激光波长扩展到近红外激光,从而摆脱光源波长的限制。纳秒脉冲激光加工的效率非常高,蚀刻尺度通常在毫米级。
皮秒激光器通过减小脉冲宽度,大大降低了加工过程中的热效应。然而,加工过程中的热积累仍然是影响加工质量的主要因素。皮秒激光器的单脉冲能量也可达到mJ级,脉冲频率也在数百kHz范围内。与纳秒脉冲激光加工类似,皮秒脉冲激光加工通常也要选择短波长光源,并采用空气冷却、增加水膜等辅助方法来降低材料的热应力,以减少热效应的影响。
飞秒脉冲激光器的单脉冲能量相对较低,通常为μJ级,重复频率较低,通常在几千赫兹范围内,蚀刻尺度大多为μm级。极高的峰值功率使得飞秒脉冲激光器不受激光波长的限制,光源的选择范围比纳秒和皮秒脉冲激光器大得多。同时,冷烧蚀的特性使加工形态更可控,加工尺寸更小。
由于飞秒脉冲激光器的特性,传统的高斯光束空间整形可以通过吸收器、光束积分器和场映射来实现,从而产生具有特定和特殊空间形状的脉冲,如平顶光束、贝塞尔光束和艾里光束。这大大改善了孔锥度的减小,并提高了加工形态的质量。
同时,飞秒脉冲激光器可以形成时域形状,大大提高了加工孔的深度与直径比。这些研究有望应用于制备特殊的微流控、光波导等器件。
用纳秒激光加工透明材料
目前,利用纳秒激光加工透明材料的研究,主要集中在钻孔、切割、制备微通道等应用领域。由于纳秒激光的固有特性,激光与材料相互作用时的热区非常明显。瞬时高温会在激光聚焦区域周围造成明显的温度梯度。由此产生的巨大热应力将导致加工过程中出现边缘塌陷、裂缝和浮渣等问题。一般来说,要提高纳秒激光的加工质量,最重要的是抑制热区对加工的影响。
为了减少激光加工过程中的热区,2002年H. Niino等人使用波长为248nm的纳秒脉冲KrF准分子紫外激光器激发纯甲苯溶液,在硅玻璃板上进行激光诱导背面湿蚀刻(LIBWE)。在传统激光加工方法中,材料在空气-固体加工界面上被直接烧蚀。非线性效应和热区的影响使得激光加工在硬脆材料上非常困难。
为了克服这些困难,将加工界面改为液固界面。结果表明,热影响区和碎片堆积对加工的影响已成功减小。同时,他们还通过液固界面上的透明材料聚焦激光,发现液体对激光能量的吸收减少了,材料也得到了预热。
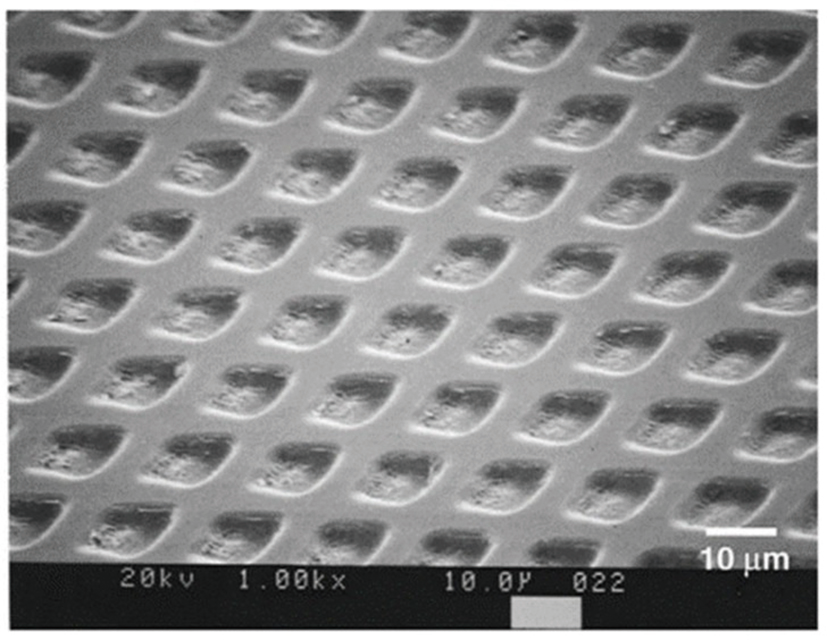
图4:硅玻璃表面网格图案的扫描电镜图像
通过这种方法,可以减少材料中的热应力,从而抑制碎屑和裂纹的产生。如图4所示,他们制作出了清晰的网格微图案,蚀刻区域周围没有碎屑或微裂纹。在实验中,他们成功地在硅玻璃、石英、氟化钙和氟碳树脂等透明材料内部创建了不同的微通道。在随后的研究中,他们在降低激光通量的同时提高了蚀刻率,并且没有产生裂缝和碎片,这对于促进激光加工透明材料的规模化和批量生产意义重大。
2002年,X. Ding等人和R. Böhme等人使用纳秒激光在石英材料上完成了高质量的湿蚀刻。次年,K. Zimmer等人使用纳秒激光完成了对玻璃的高质量加工。这些技术可用于对透明材料进行无裂纹的高质量表面加工。2005年,J.Y. Cheng等人在微流控芯片制造中使用了紫外LD泵浦固体激光器,以6kHz的高重复频率和266nm的脉冲宽度在玻璃上进行LIBWE加工。他们在玻璃上实现了无裂纹直接写入,并在12分钟内创建了宽100微米、深10微米、长100毫米的沟槽。
2013年,D. Nieto等人使用Nd:YVO4激光在钠钙玻璃上制备微通道,获得的微通道最小直径为8毫米,深度为1.5毫米。他们在激光蚀刻后对样品进行了热回流处理,以消除激光蚀刻产生的玻璃碎片。他们将激光烧蚀产生的平均粗糙度降低了两个数量级,达到了玻璃材料加工前的粗糙度水平。
2015年,Jiajun Shen等人利用532nm纳秒激光器,通过改变激光器的加工参数,进行了玻璃切割实验。他们重点研究了激光加工参数对玻璃切割效果的影响。实验结果表明,通过优化电流大小、填充间隔、分层切割、切割速度等激光参数,他们可以加工出边缘光滑、无横向微裂纹、无碎屑的玻璃基板,并获得良好的产品良率。
同年,Yan Hu等人使用532nm绿色纳秒激光器,探索了石英玻璃激光刻蚀的基本规律,以及在加工过程中改变激光能量密度、散焦量、扫描次数和扫描速度等四个参数的影响。加工结果如图5所示。
影响蚀刻深度的主要参数之一是激光能量密度。蚀刻深度与激光能量密度的对数近似成线性关系。值得注意的是,当激光功率远小于材料燃烧阈值时,激光不会对玻璃靶造成任何损伤。此外,散焦系数也是激光透明材料加工的关键因素之一。
当离焦值为0时,蚀刻深度最大,正离焦和负离焦都会降低蚀刻深度。同时,当扫描频率较小时,扫描频率的增加会减缓蚀刻过程,并使玻璃靶达到近似平整的趋势。当扫描频率较大时,过多的热量积聚会增加热应力,导致玻璃产生裂纹和过度熔化。
事实上,扫描速度也是激光加工透明材料的关键参数之一。扫描速度过快时,扫描路径上的热沉积相对较少,去除率也会变低。如果扫描速度过低,则会积累额外的热量,降低蚀刻质量。Yan Hu等人还研究了石英在热水、冷水和压缩空气等三种环境下的激光加工质量。
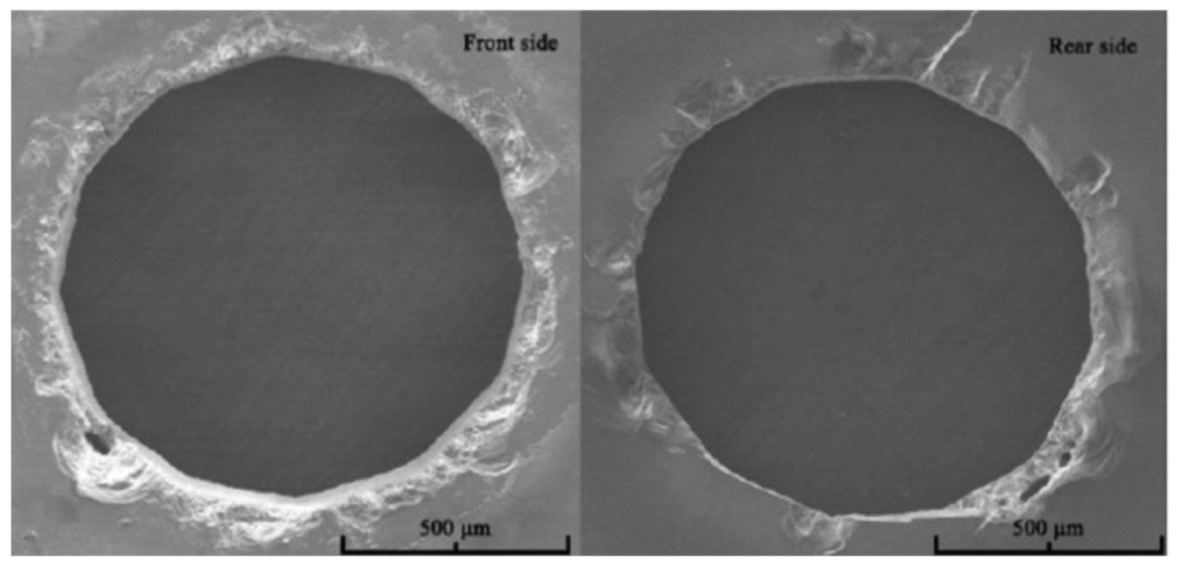
图5:通孔的正面和背面形态
他们还研究了不同加工起始表面的激光加工质量。结果表明,三种环境下的加工质量均优于在空气中直接加工的质量。同时,在玻璃中将焦点从下往上移动时的加工质量明显高于将焦点从上往下移动时的加工质量,这应归功于激光束对去除区域的预热。
2020年,Yong Jiang等人以 BK7(K9)玻璃元件的激光诱导损伤为研究对象,利用在线成像技术获得了激光诱导损伤的侧面和正面图像。他们分析了丝状损伤和体状损伤的特征,以及成核损伤裂纹对损伤生长的影响。同年,W.Y. Li等人使用532nm纳秒脉冲激光切割厚度为2.5mm的太阳能浮法玻璃。他们使用混合自下而上多层增量和螺旋线(HBMISL)方法重新规划了切割路径,如图6所示。
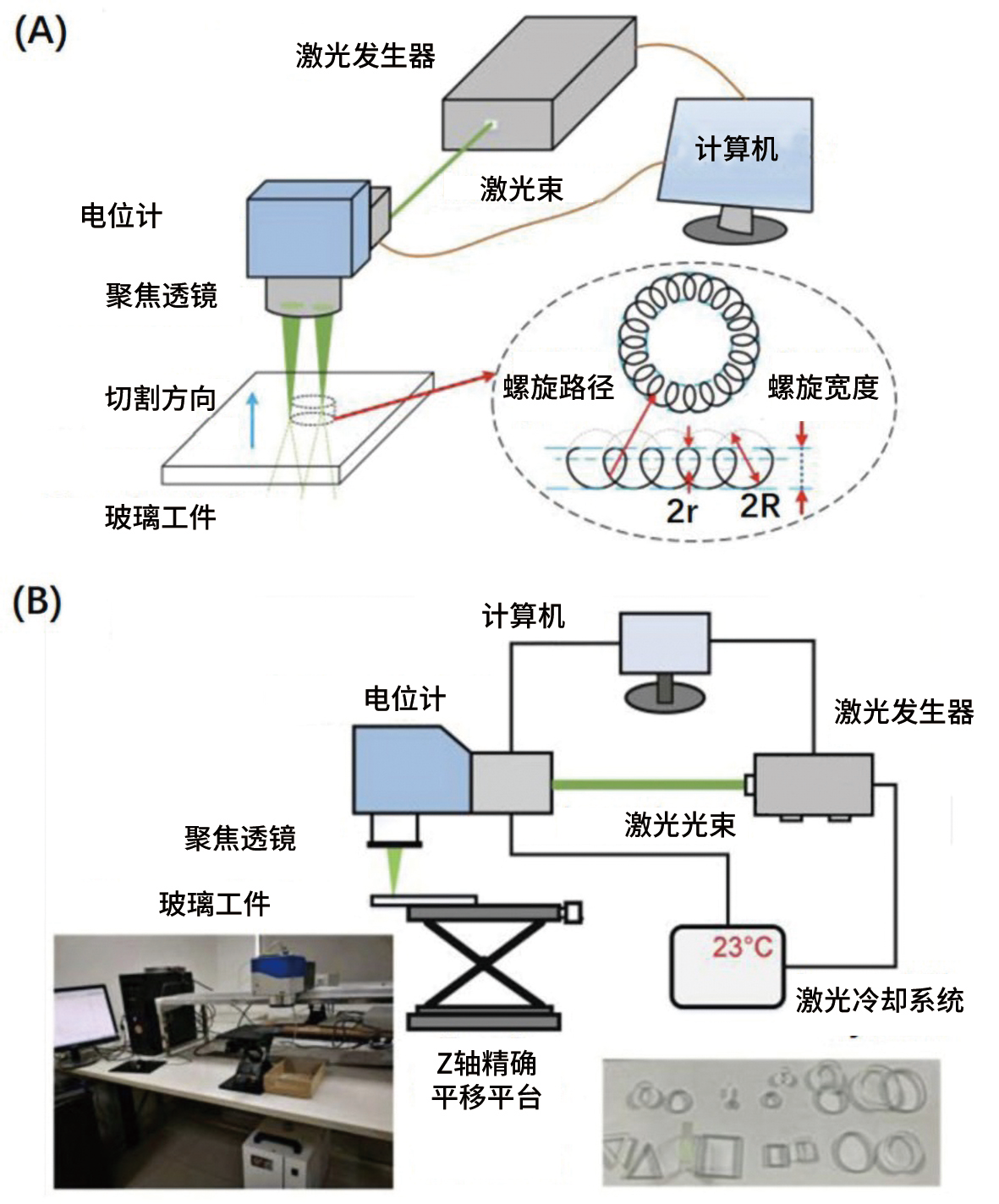
图6:混合自下而上多层增量法和螺旋线法。(A)激光钻孔和切割示意图。(B)实验装置
这些作者使用了一种名为“混合自下而上多层增量和螺旋线(HBMIS)”的方法,来研究扫描速度、激光脉冲重复率、螺旋宽度和螺旋重叠率等参数如何影响穿孔结果。他们设计并进行了37组单因素切割实验,以探索表面质量和切割效率的影响。结果表明,当激光脉冲重复频率为55kHz时,相应的激光功率为22.6W,单脉冲能量为0.41 mJ,扫描速度为300 mm/s,螺旋轨迹参数分别为0.45mm和70%。此外,最小切割宽度为 104.81μm,切割去除率为4.712 mm3/s。
与皮秒激光和飞秒激光相比,纳秒激光的成本更低,相对加工效率更高,但热效应严重限制了其实用性。无论是将纳秒激光的波长扩展到紫外波长、改变加工界面环境、进行热回流处理、改变加工组合参数,还是改变激光扫描路径,研究人员都希望减少纳秒激光与目标之间相互作用产生的热区的影响。
目前,利用纳秒激光加工透明材料的研究,主要集中在探索热积累对加工效果的影响以及选择不同的参数组合。通过这些研究,可以为各种透明材料实现更高的加工质量,包括低粗糙度、低裂纹、低边缘塌陷、低锥度等,以及更高的加工效率和更低的加工成本。
与此同时,使用纳秒激光加工透明材料呈现出“去辅助”的趋势,这意味着在激光加工过程中许多辅助工序变得不必要。如何减少加工过程中对辅助技术的依赖,正成为科研部门和工业界的主要研究课题之一。
来源:荣格-《国际工业激光商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


