 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



关键词:头部法兰、活塞杆、杠杆、动力单元
相较于传统的油压注塑机,电动注塑机具有高精密、高效、清洁、节能的特性。随着国家节能降耗、清洁生产理念的普及,人们对电动注塑机接受度也越来越高,注塑机市场的小机全电化、大机油电化已经成为行业发展的趋势。
相较于传统的液压注塑机,全电动注塑机最大的特点是运动的各个轴,例如射胶、熔胶、顶出、开合模,都是由伺服电机控制提供动力,各个轴的控制精度都非常高。而液压注塑机通常只有一组电机油泵提供动力源,其他部位均由液压油缸组件或者液压马达作为执行单元,以实现注塑机各个部件的运动控制,因而液压注塑机普遍都存在渗漏的情况。渗漏的液压油会挥发到空气中,进而对产品形成污染,因此一些高清洁的生产环境一般都采用电动注塑机生产。但是在某些特定的成型工艺,液压注塑机又有着天然的优势,比如厚壁制品(如车灯,见图1)的高压力长时间保压成型工艺。
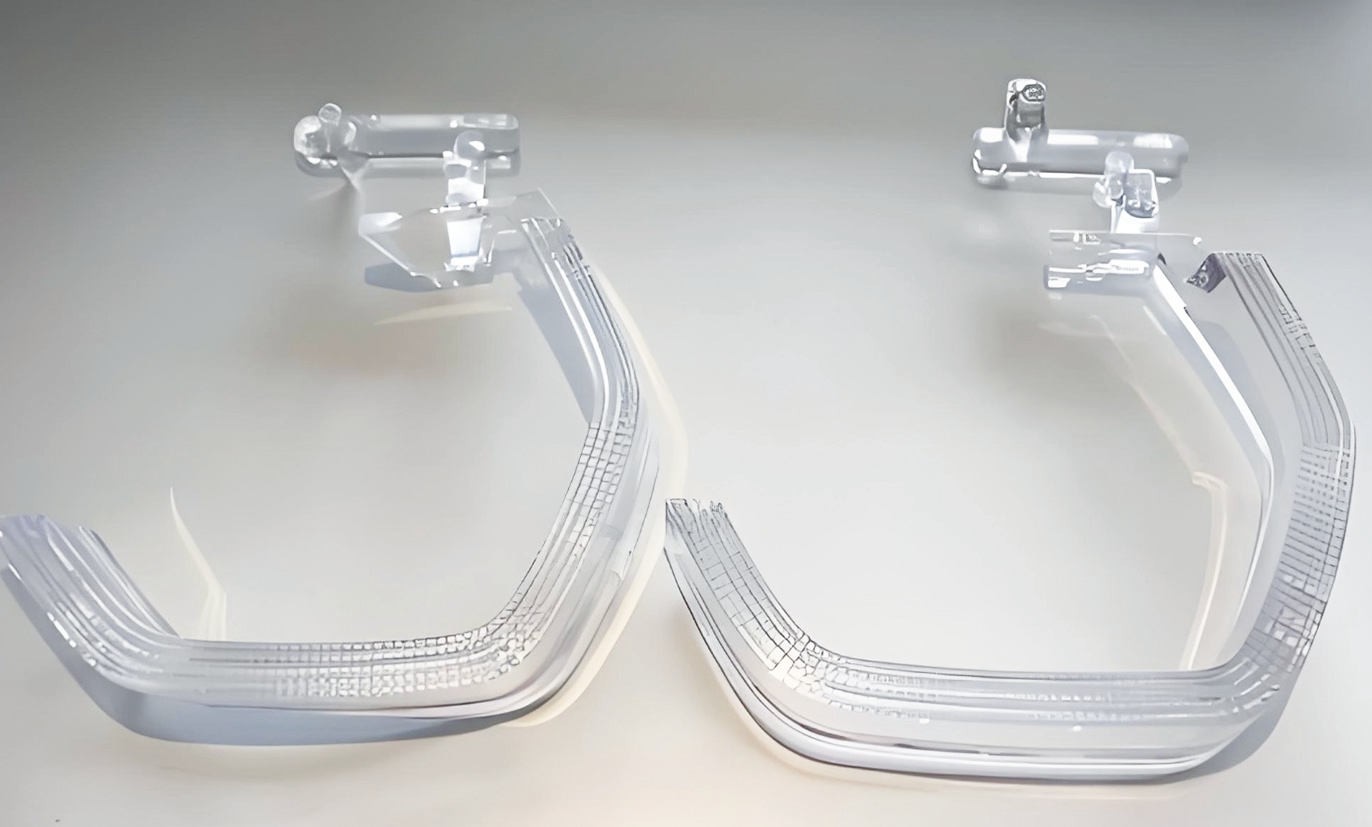
图1
保压注塑成型工艺中,为了防止塑料制品在成型过程中收缩产生缺陷,需要在制品收缩过程继续缓慢填充胶料,直到制品完全成型。对于厚壁塑胶制品,因为其在冷却成型过程中熔融胶料的收缩更大,需要提供的补充胶料更多,所以一般都需要很长的保压时间来填充模腔。由于制品在成型过程中逐渐冷却,导致模腔内制品的粘度增大,因而保压过程需要的保压压力也很高。对于液压注塑机来说,执行单元是液压油缸,保压压力是由液压油缸提供压力实施保压动作,液压动力单元提供少量的液压油补充液,压油缸的液压压力就能实现长时间高压力的保压动作,实施起来相对方便。常规的液压注塑机结构如图2所示。
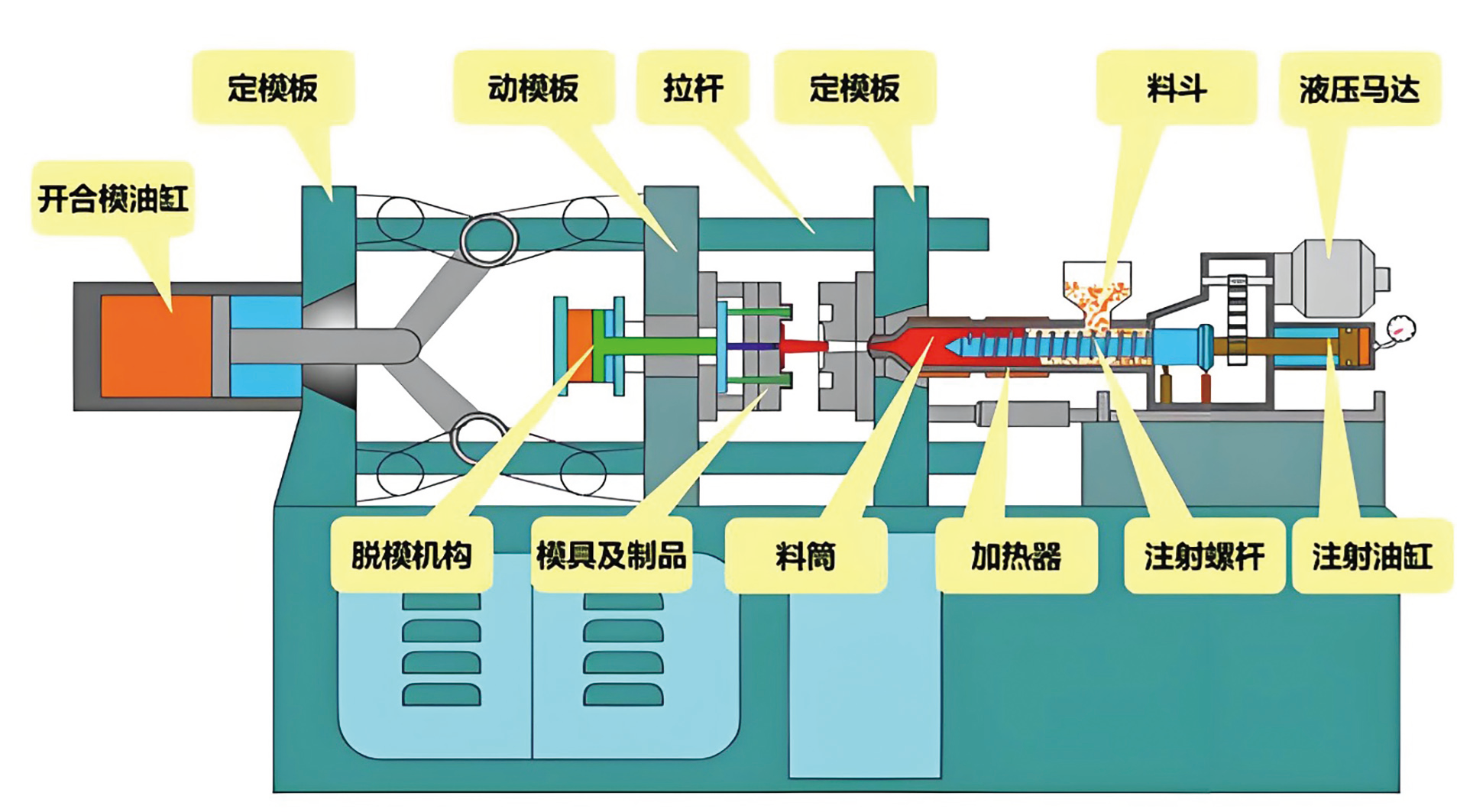
图2
电动注塑机结构如图3所示,其各动作均由伺服电机驱动滚珠丝杆完成。在实现保压动作时,由于保压动作的速度很慢,伺服电机(示意图如图4所示)相当于堵转状态,此时电流最高可达额定电流的7倍,产生很大的热量,因而容易使得伺服电机退磁失效。为了满足长时间高压力的保压动作,电动注塑机经常通过加大伺服电机或者加大射胶同步带轮系的传动比,使得保压压力低于伺服电机的额定压力,防止伺服电机长时间堵转发热。此做法在一定程度上虽然能够满足长时间高保压塑胶制品的工艺需求,但是加大的电机不仅导致安装困难,还增加设备成本,同时仅仅加大电机功率或者传动比对于减小电机保压时扭矩的比例也有限,只能算是权宜之计。此外,若客户生产常规的塑料制品采用高射速的成型工艺时,这样的注塑机设备因兼容性太差而不匹配。
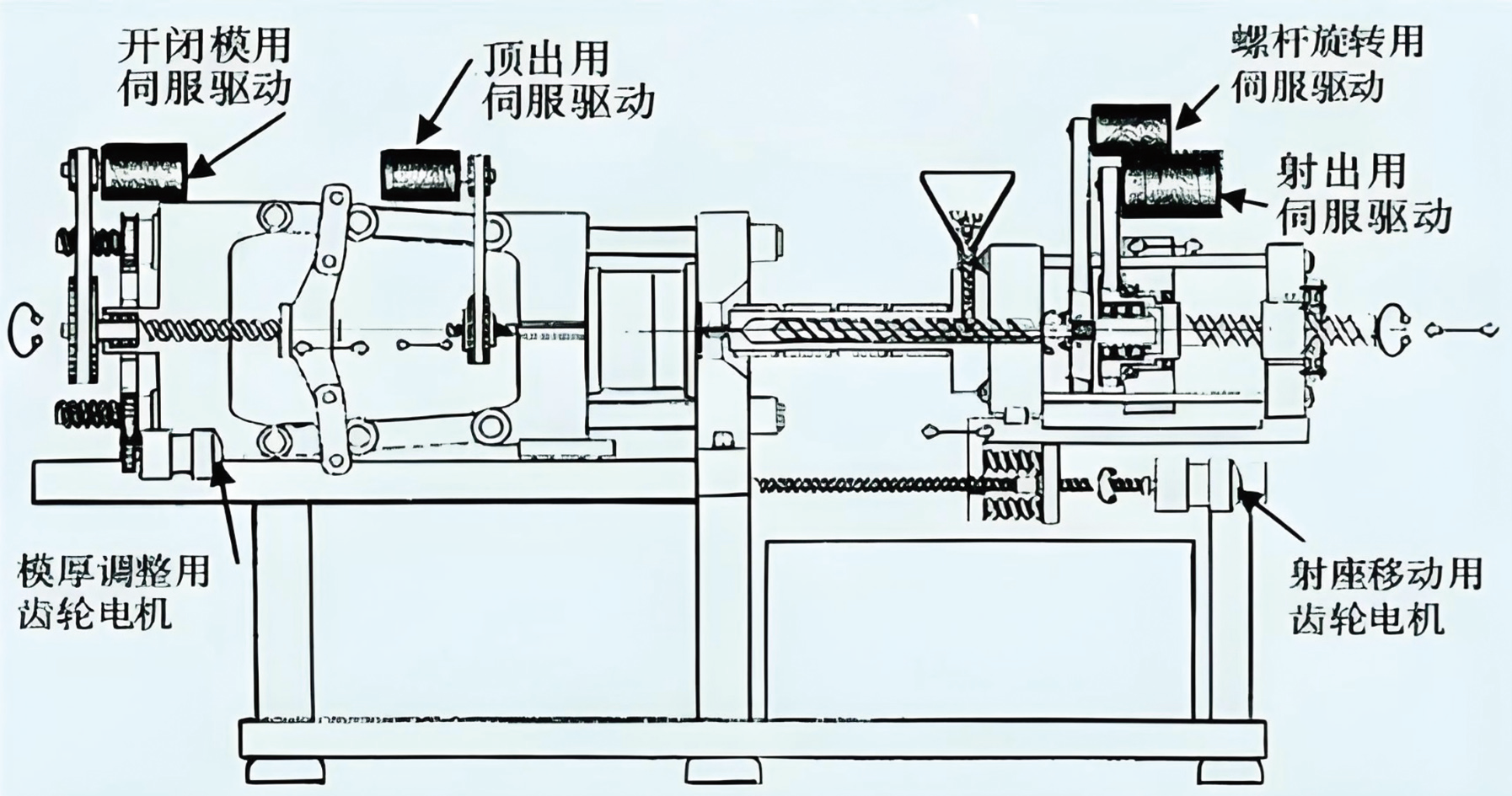
图3
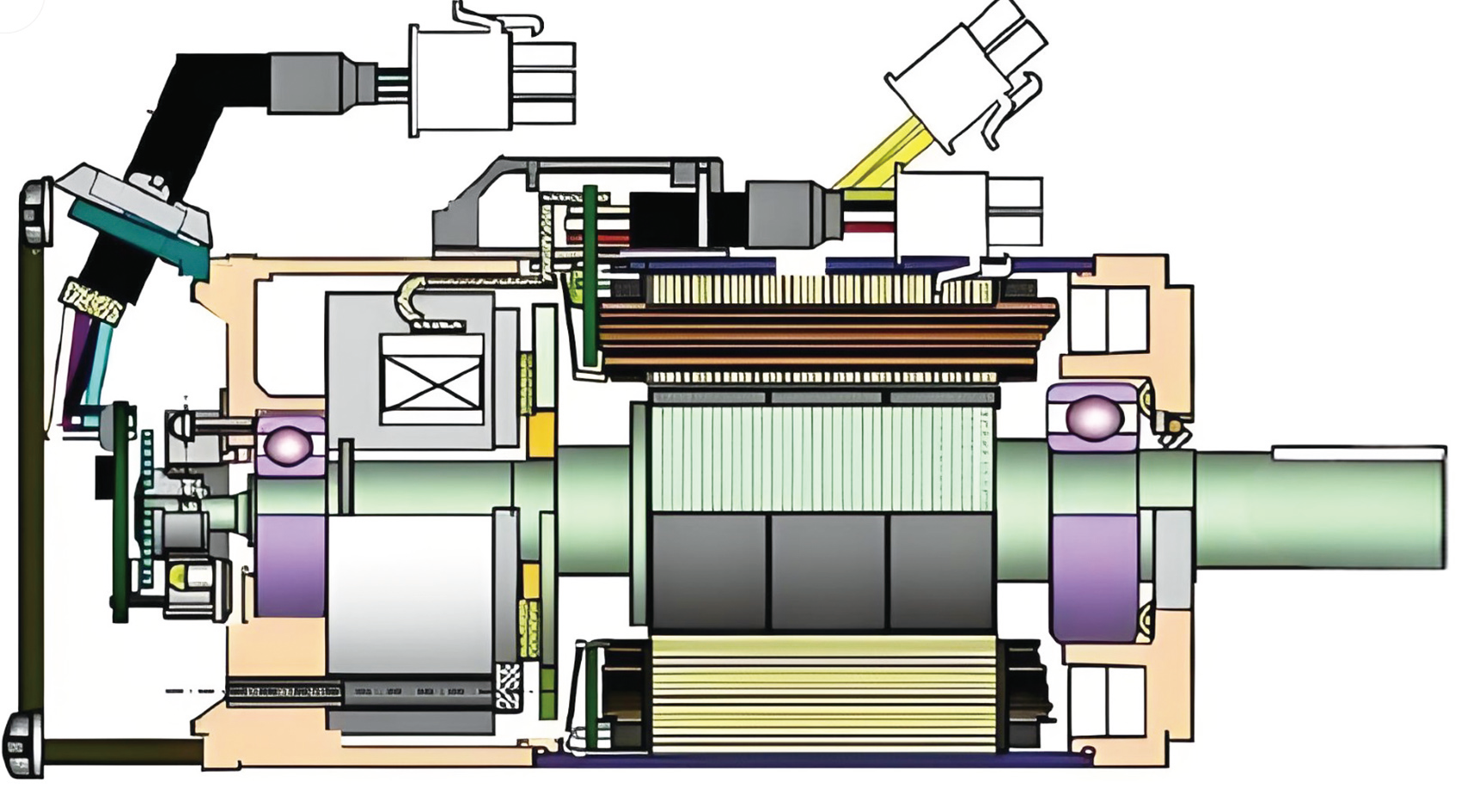
图4
依上所述,开发一款纯电的电动注塑机保压结构及成型工艺,在塑胶成型领域有很大的市场前景。本项目研究的一种新型电动注塑机保压射台机构,受到市场上常见的气动封咀启发,通过将注塑机的螺杆料筒组件里面的头部法兰从料筒组件中分离出来,单独做成类似气动封嘴结构,同时通过主流道和分流道的设计将注塑机的射胶动作和保压动作用分开,具体为:将头部法兰的主流道和熔胶筒的主流道断开,头部法兰外圈有一圈分流道,分流道和它的主流道汇合然后通往射咀主流道,同时分流道和熔胶筒的主流道联通,头部法兰增加杠杆避空位(如图5示)。头部法兰的主流道与外圈分流道之间用独立的活塞杆控制联通和断开,在头部法兰的避空位位置增加杠杆机构,杠杆机构的一端和保压活塞杆连接,另一端和保压动力单元连接。保压动力单元包含伺服驱动器、伺服电机、滚珠丝杆组件等,为保压活塞杆提供动力(如图6示)。
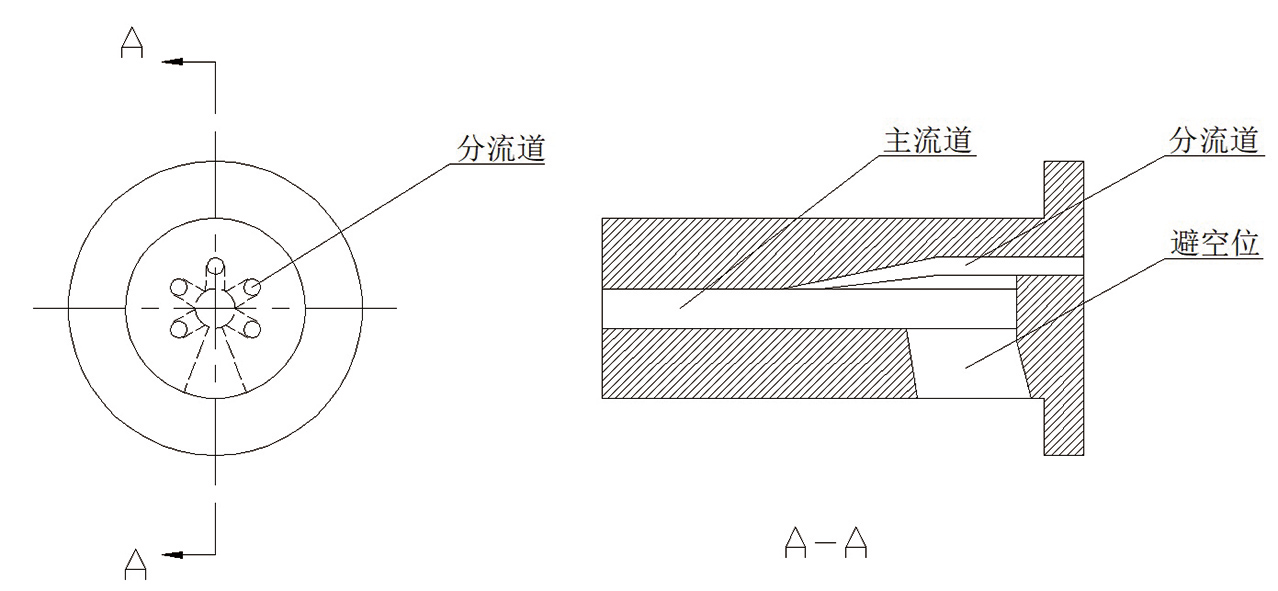
图5
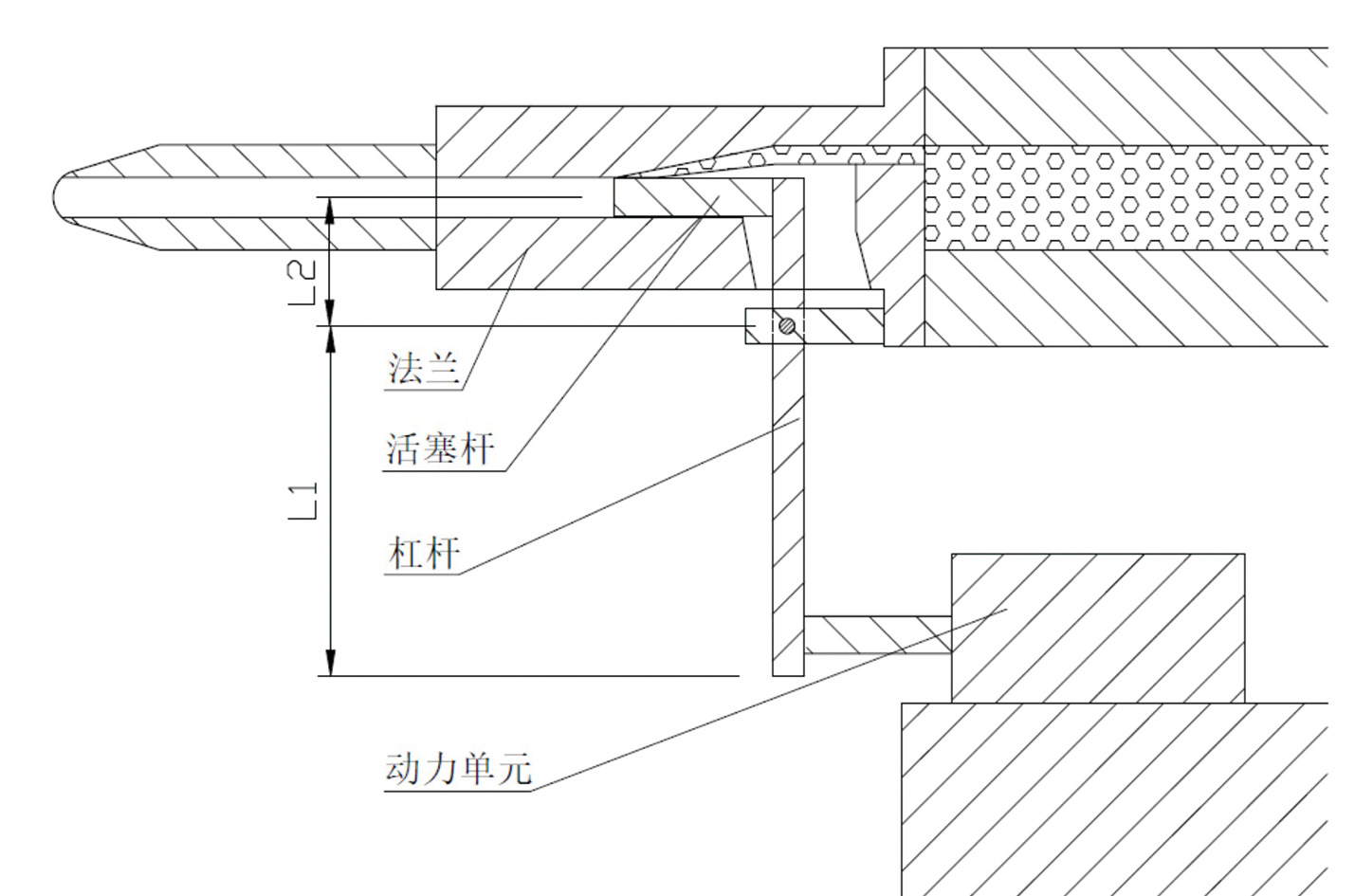
图6
此杠杆连接机构能放大动力单元提供给保压活塞杆的力,满足大保压压力需求,独立的活塞杆通过杠杆机构和保压动力单元连接,杠杆机构可以通过调节杠杆的长度和支点位置调整杠杆机构的放大比。相对于同步带轮系,此保压杠杆机构受机械结构的影响很小,可以依据生产工艺需求,适当调节杠杆机构的放大比,保证保压压力控制在额定扭矩以内,即使在长时间保压的情况下也不会发生电机电流瞬间升高而损坏电机的情况,此时动力单元的伺服电机可依据实际需求选择相对较小功率,不会大幅度增加设备成本。并且,由于保压动力单元独立于注塑机的射台机构且不受其机械结构的限制,因而在极端情况下动力单元还可以在内部做多个传动放大比,进一步降低电机的额定扭矩,满足小扭矩电机高保压压力的需求。
电动注塑机通过上述头部法兰的添加,可以将射胶动作和保压动作分开。射胶还是用原来的射台机构,射胶电机以及同步带轮系不做任何改变。生产普通常规制品的时候,头部法兰里面的活塞杆推到最后,头部法兰的分流道和注塑机料筒的主流道联通,电动注塑机生产时按照正常的成型工艺及射胶动作即可。此时,保压动力单元及活塞杆在注塑机熔胶过程可以封住主流道和分流道之间的通道,当作封嘴使用,防止熔胶过程熔融胶料从熔胶筒露出。生产需要高保压压力和长保压时间的厚壁制品时,先按正常的注射成型工艺将料筒里的熔融胶料注射进模具模腔,切换到保压工艺的时候,保压动力单元通过杠杆推动活塞杆向前方运动,将头部法兰主流道里的熔融胶料缓慢射进模腔,实现保压成型工艺。
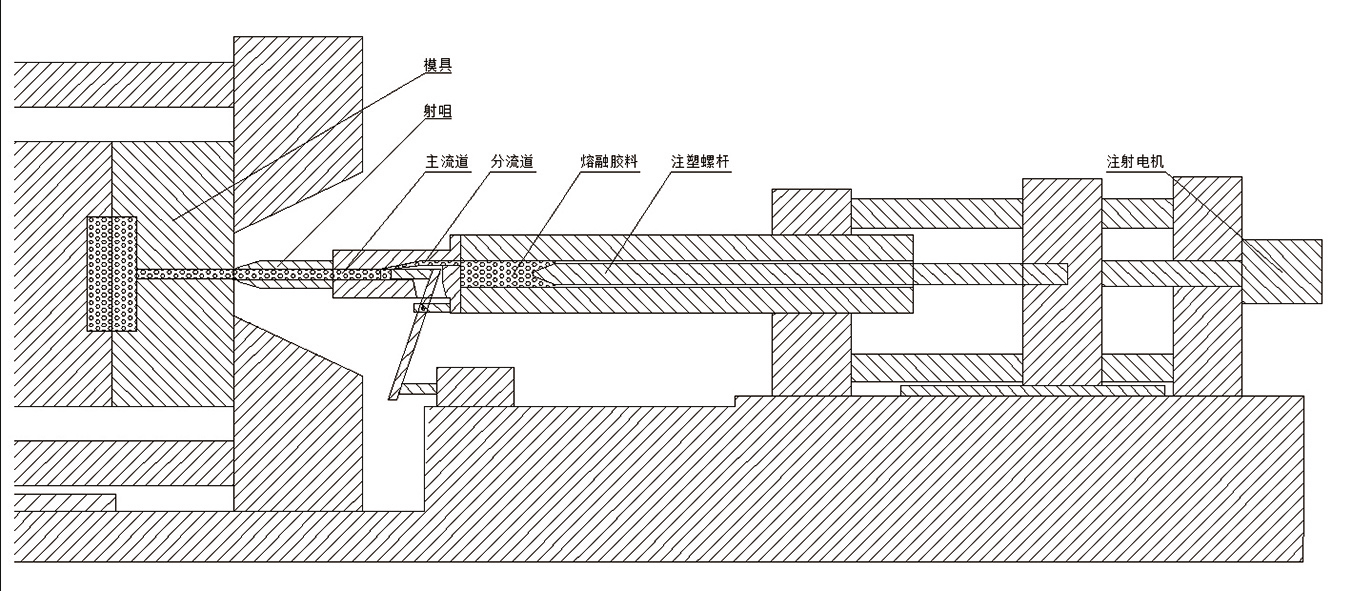
图7
具体成型工艺如下:
1、生产普通常规制品时,熔胶时动力单元通过杠杆机构推动活塞杆前进,封住头部法兰的分流道和主流道的连接口,活塞杆相当于头部封嘴,防止熔融胶料从料管里面溢出到头部法兰,直到胶料在料筒里面熔融直至熔融结束计量完成。然后,动力单元通过杠杆机构推动活塞杆后退,让开头部法兰的主流道和分流道的连接口,射胶电机推动注塑螺杆将熔融胶料从料筒经过头部法兰注射进塑胶模具模腔。此过程中,射胶电机持续提供射胶压力和保压压力,直至塑胶模具完全填充完成,制品经冷却定型后取出。然后,动力单元通过杠杆机构推动活塞杆重新封住头部法兰的分流道和主流道,再实施下一次熔胶和射胶动作。和常规塑胶制品的标准注塑成型工艺相同,这个成型工艺过程适合生产一些注射速度较快、保压时间短和保压压力低的塑胶制品。在此过程中,活塞杆的作用相当于射胶封嘴,防止熔胶过程中熔融胶料溢出头部法兰,保证熔融胶料计量准确。动作过程如图7所示。
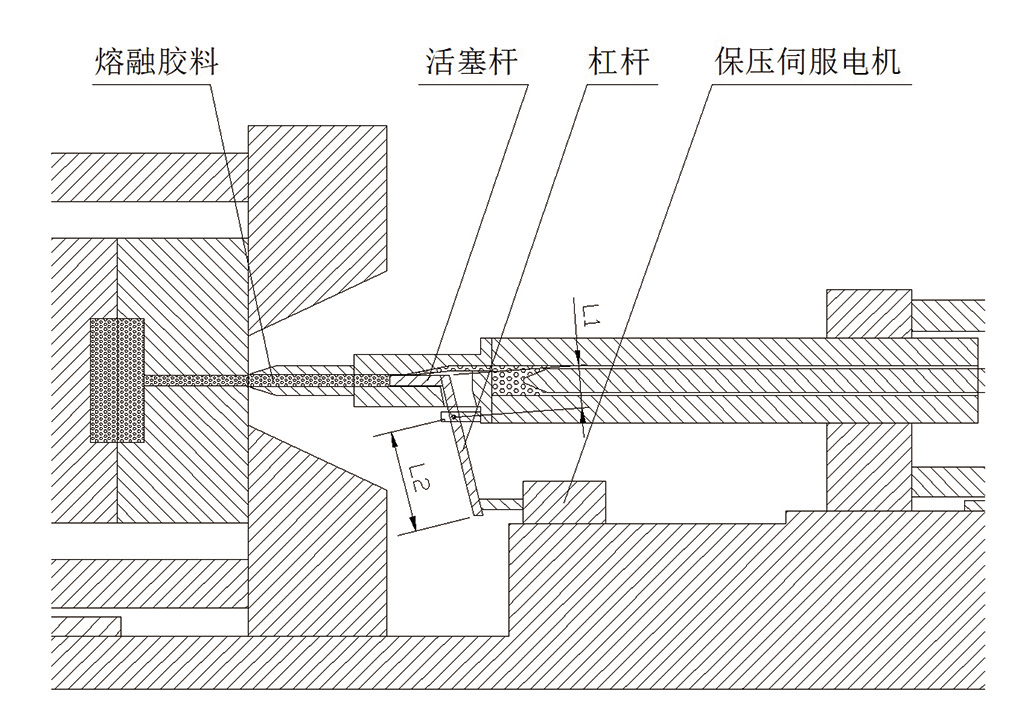
图8
2、生产一些厚壁制品(如车灯、透镜等)时,同样地,熔胶时动力单元通过杠杆机构推动活塞杆封住头部法兰的分流道和主流道连接口,活塞杆相当于头部封嘴,防止熔融胶料从料管里面溢出到头部,直到胶料在料筒里面完全熔融,计量完成。活塞杆让开主流道和头部分流道的连接口,射胶电机推动注塑螺杆将熔融胶料从料筒经过头部法兰注射进塑胶模具模腔。等到注射动作完成切换到保压动作时,注射电机停止动作,动力单元通过杠杆推动活塞杆进入头部法兰的主流道,继续将头部法兰里的熔融胶料缓慢注射进模腔,防止模腔内制品在逐渐冷定型过程中产生收缩引起制品缺陷。此过程中,动力单元提供保压力作用在杠杆上,杠杆通过力臂放大将放大后的保压压力直接作用在活塞杆上,这个力就是熔融胶料实际的保压压力。如果动力单元提供的保压力为F,力臂的放大比为L1/L2,那么作用在活塞杆给熔融胶料的保压压力为F*L1/L2,因为力臂的放大比可以通过杠杠支撑点和多重传动机构调节,远远大于伺服电机的超载系数,所以能够实现小伺服电机获得大的保压压力,能够实现全伺服电机驱动完成长时间高保压压力的保压动作,并且伺服电机不会超载,如图8所示。
总结来说,本电动注塑机保压机构是在原有的注塑机螺杆料筒结构上增加一个头部法兰,然后利用动力单元、杠杆机构和活塞杆联动实现保压动作,能够满足长保压时间、高保压压力的生产成型工艺需求。同时,此结构在常规普通注塑成型工艺的条件下可以当作注塑封嘴使用,防止熔融胶料溢出头部,能够实现两种注塑成型工艺之间的自由切换。而且整个系统无液压油,不必担心液压油的渗漏污染环境,实现绿色清洁生产,非常适合高清洁度的净化车间生产。此结构弥补了常规全电动注塑机生产过程中保压压力不能过大,保压时间不能过长的难题,适合在电动注塑机结构上推广应用。
作者:谢雄飞(东华机械有限公司,广东东莞, 523118)
参考文献:
1)瞿金平 黄汉雄 吴舜英 塑料工业手册 [M]北京 化学工业出版社 2001:263
Qu Jinping, Huang Hanxiong, Wu Shunying Plastic Industry Handbook [M] Beijing Chemical Industry Press 2001:263
2)王兴天 注塑技术与注塑机 [M]北京 化学工业出版社 2005:148
Wang Xingtian, Injection Molding Technology and Injection Molding Machine [M] Beijing Chemical Industry Press 2005:148
3)成大先 机械设计手册[M]北京 化学工业出版社 第一卷 2002:1-189
Cheng Da Xian, Mechanical Design Manual [M] Beijing Chemical Industry Press, Volume 1, 2002:1-189
4)MUSAR.Kamal 注射成型技术基础 北京:化学工业出版社 2012
MUSAR. Kamal, Injection Molding Technology Fundamentals, Beijing: Chemical Industry Press, 2012
5)沈新元 高分子材料加工原理 北京:中国纺织工业出版社 2000
Shen Xinyuan,Principles of Polymer Material Processing, Beijing: China Textile Industry Press, 2000
6)刘朝福 注塑成型阴暗问题及解答 北京:化学工业出版社 2019
Liu Chaofu, Dark Issues and Answers in Injection Molding Beijing: Chemical Industry Press, 2019
7)唐杰,黄荣学,王全亮,等.基于Moldflow汽车灯罩翘曲分析与 优化[J].塑料,2020, 49(6):137‒142.
Tang Jie,Huang Rongxue,Wang Quanliang,et al. Warpage analysis and optimization of automotive lampshade based on Moldflow[J]. Plastics,2020,49(6):137‒142.
8)王利霞,王蓓,申长雨.工艺参数对注塑制品质量的影响研究[J]. 郑州大学学报(工学版),2003 (3): 62‒66.
Wang Lixia,Wang Bei,Shen Changyu. Influence of processing parameter on quality of plastic injection molded parts[J]. Journal of Zhengzhou University (Engineering Science),2003(3): 62‒66.
9)苗盈,陆忠华,金华军,等.基于Moldflow的组合型腔注塑模具成 型工艺优化[J].塑料工业,2019, 47(11):63‒67.
MIAO Ying,LU Zhonghua,JIN Huajun,et al. Molding process optimization of combined cavity injection mold based on Moldflow [J]. China Plastics Industry,2019, 47(11):63‒67.
来源:荣格-《国际塑料商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


