 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



采购由伺服电机驱动的注塑机,仅仅是迈向节能之路的第一步。通过对注塑参数进行调整亦能实现节能 (第二步),但是需要高精度电表辅助,例如,能在十模内测量出两至三位有效数字的电耗,甚至能将每段电热电耗分析出来,进行节能研究。一套结合数码电表与电脑的装置可以用来分辨在不同注塑参数下的电耗,还可以用来比较不同驱动方式、不同料筒加热方式与不同保温罩情况下的电耗。
数码电表
相比于解析度只有0.1度的机械式电表,数码电表(图1)的解析度可达到0.0001度,完全可以测出一个注塑周期的电耗。

图1:数码电表显示千伏安(kVA)、功率(kW)与功率因子 PF(cosΦ)
数码电表通过测量三相电压与三相电流,从而计算出千伏安(kVA)、功率(kW),功率因子PF(cosΦ)等,并最终累加出功耗(kWh)。这三个原始数据经由Modbus RTU 总线被传输到电脑中去 (电脑支持 Modbus TCP/IP)。

图2:iPM智能电表
智能电表
配备了电脑的数码电表(图2)被称为智能电表。电脑上的“耗电表1”、“耗电表2”与“电热功耗”显示屏幕能分别测出整数周期中的整机电耗、外围设备电耗与电热电耗。连续工作的挤出机可以用秒表模式来测量。
耗电表1
图3是“耗电表1”的显示屏幕截图,其中红框中的部分是来自数码电表的原始数据。“整机电耗”是从“开始按钮”打开时才开始累加的。其他数据都由电脑计算出来。
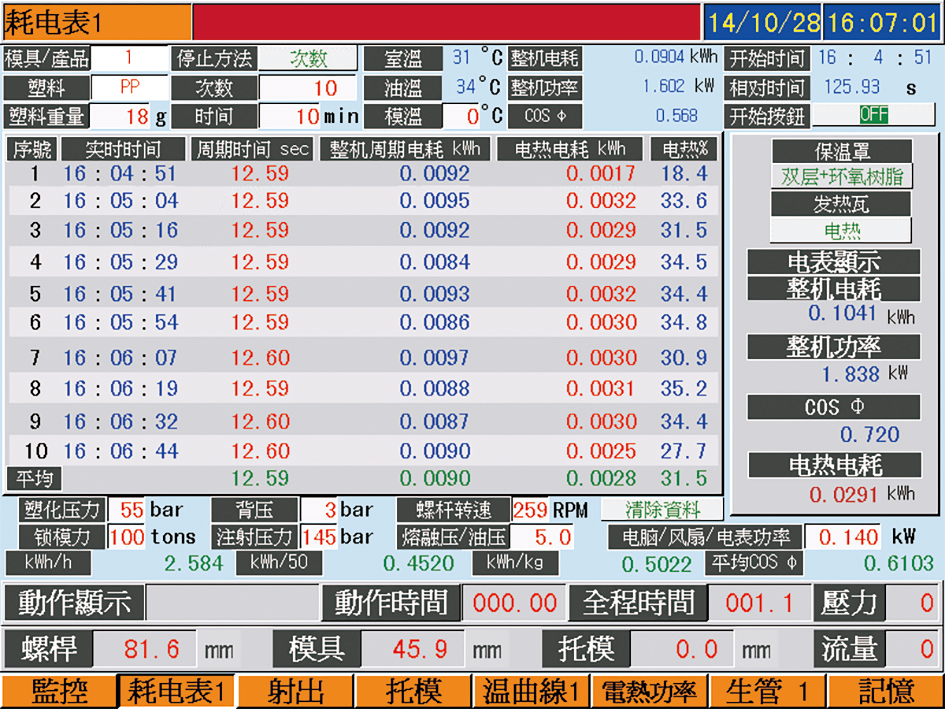
图3:“耗电表1”的显示屏幕
“停止方法”与“次数”(见图3中的橙色框)选择了10周期后停止测量。记录的每个周期内容包括“序号”、周期开始的“实时时间”、“周期时间”、“整机周期电耗”与“电热电耗”。表格中的“电热%”是指“电热”占“整机”电耗的比例。图3中表格里的“电热电耗”数据从图4中的“电热功耗”显示屏幕而来。
图3展示的是一台小型注塑机的电耗测量结果,“整机周期电耗”平均只有0.0090 kWh。屏幕中要特别注意电耗指标:
1、kWh/h,即一小时的耗电量。该注塑机的电耗是2.584 kW/h。此指标受周期时间的影响。
2、kWh/50,即每50模的耗电量 (由于1模的电耗太少)。该注塑机的电耗是0.4520 kWh/50。
3、kWh/kg,即生产每公斤塑料的耗电量。该注塑机的电耗是0.5022 kWh/kg。此前,操作员需要填写1模的“塑料重量”参数。
电热功耗
在图4的“电热功率、功耗”的显示界面上,操作员需要先输入最多7段的电热瓦“额定功率” (双物料机可以多加“电热功耗2”屏幕)。按每段的开启时间,智能电表计算出每段的“开启%”与“功耗”。

图4:“电热功耗”的显示屏幕
“耗电表1”开始累加电耗后,图4的“总功率”会记录在“耗电表1”的“电热电耗”里。
末段温度的设定
料筒的末段温度的设定决定了电热功耗。我们试验了相隔35°C的三种末段(第4段)温度设定:180°C、215°C、250°C,其他加热段均设定为250°C。
从图4 可以看出,料筒末段的“开启%”最高。这是因为在对室温的塑料进行升温时,不可避免地有大量的热量经热传导流失到冷水环去。过高的末段温度设定会流失过多热量,过低则增加加料的扭矩。当时的冷水环温度为39 - 42°C;室温为36°C。
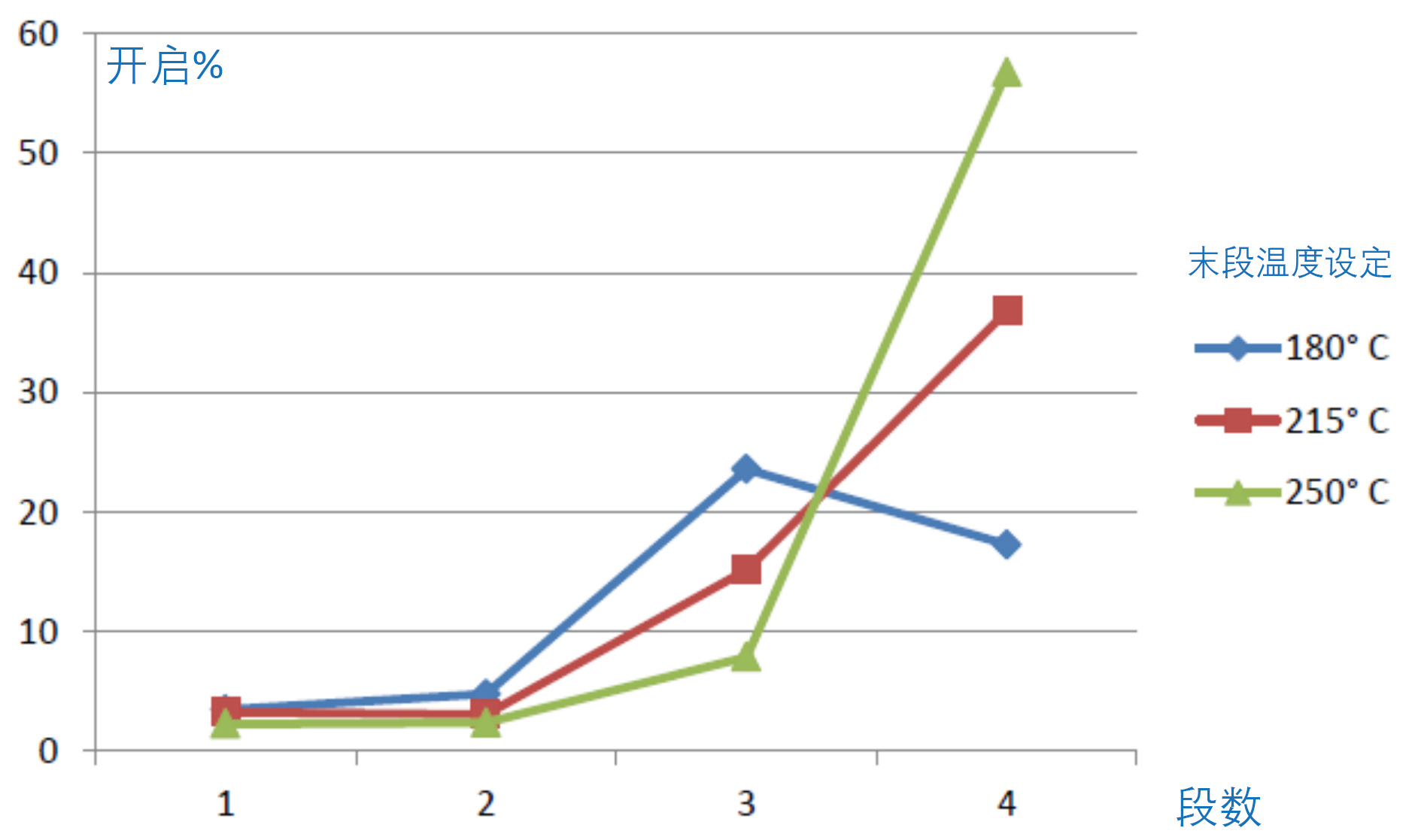
图5:四段料筒电热瓦的开启%
图5展示了料筒电热四段的“开启%”。第4段的215°C“开启%”位于250°C与180°C“开启%”的中间,故“开启%”正比于末段温度设定。数值最高的第4段温度设定(250°C)则导致了最低的第3段“开启%”。电热电耗是计算全部电热瓦的电耗,总体来说,250°C还是最耗能的(见表1),同时可据表1的数据发现,电热电耗正比于末段温度设定。
表1:整机电耗 kWh/kg与节能多少

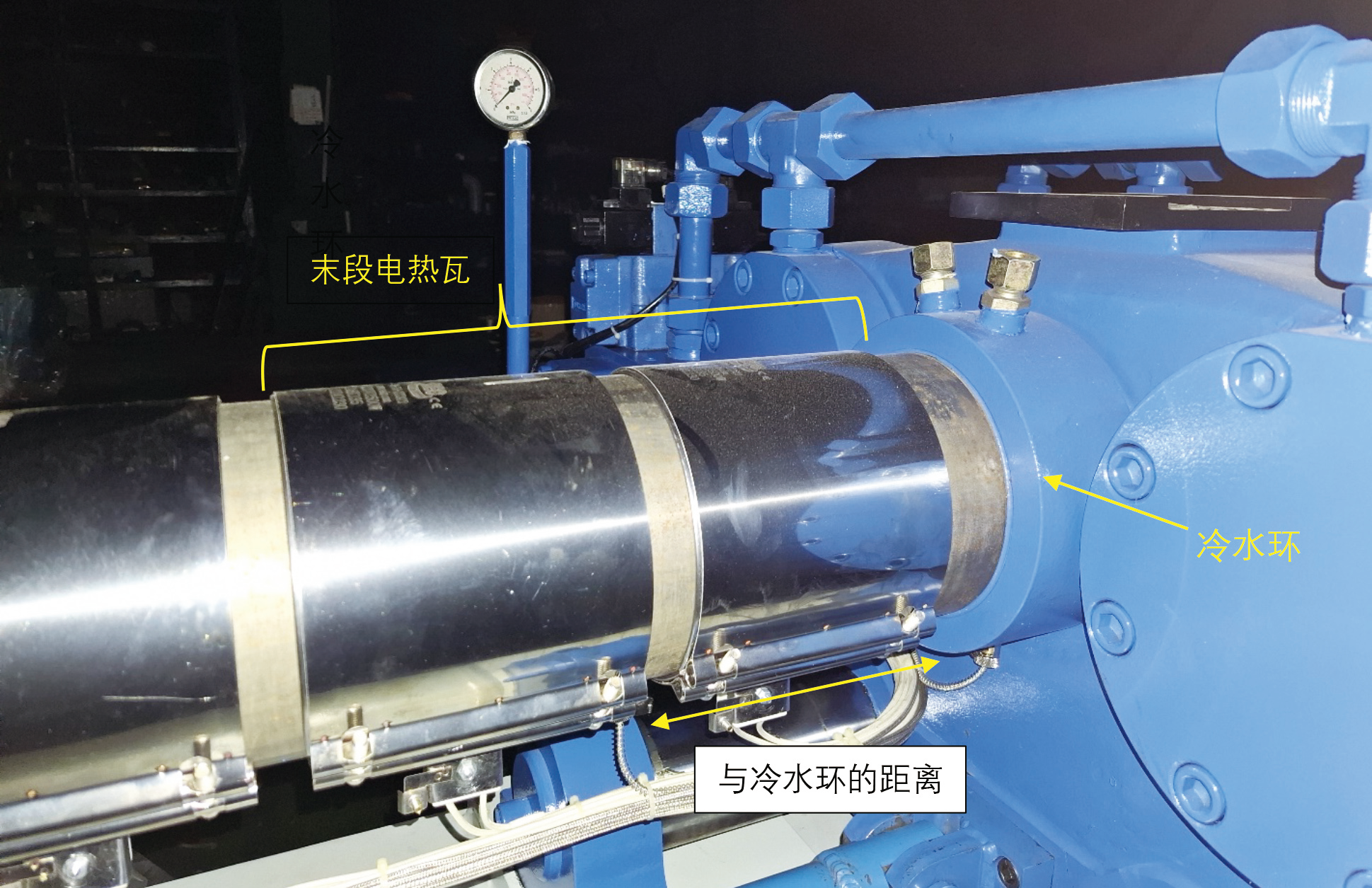
图6:末段电热瓦与冷水环
由于加料的扭矩会因末段温度低而更吃力,所以电机电耗在低温时会上升。从表1可看出,180°C的整机节能不是线性预测的13%(6.5% * 2),而是更低一些。如果末段温度采用180°C,则整机节省10.1% 的电耗也是很不错的。该数字远比“电热节省”的26%低,这是因为电热电耗只占整机电耗的40%-49%(整机电耗=电机电耗+电热电耗),看末段温度的设定而定。
除了采用伺服电机实现节能之外,还可以在电热方面进行节能改造。其中一个方法是去除末段的一个电热瓦,通过增加剩余的电热瓦与冷水环之间的距离来降低热传导的流失(见图6)。
快加料或慢加料
在注塑周期里,加料是与冷却时间同步的。因此能在冷却时间内完成加料,加料的速度便不影响周期时间。那么,究竟采用哪种加料速度会更节能呢?我们在一台伺服电机驱动的注塑机上用17%、60% 与100%加料速度进行对比实验,并比较“开启%”与“整机电耗”,结果如下。

图7:四段料筒电热瓦的开启%
表2:整机电耗 kWh/kg与节能多少

从图7可以看到,100%加料速度会产生更多的摩擦热量,故比其余两种速度下的“开启%”都要低一些。
从整机电耗角度来说,60% 加料速度比全速加料节省了14.4%,17%加料速度则节省了18.4%(见表2)。结论是加料越慢越节能。
该试验是在末段温度为215°C时进行的,如果末段温度设定降到180°C,预估将节省20% 的整机电耗。
加热方法
市面上的料筒加热方法有三种:传统的电阻式(图6)、红外线式与感应加热式(图8)。后两种是否比传统方式更节能,可以从“电热功耗”屏幕来求证。
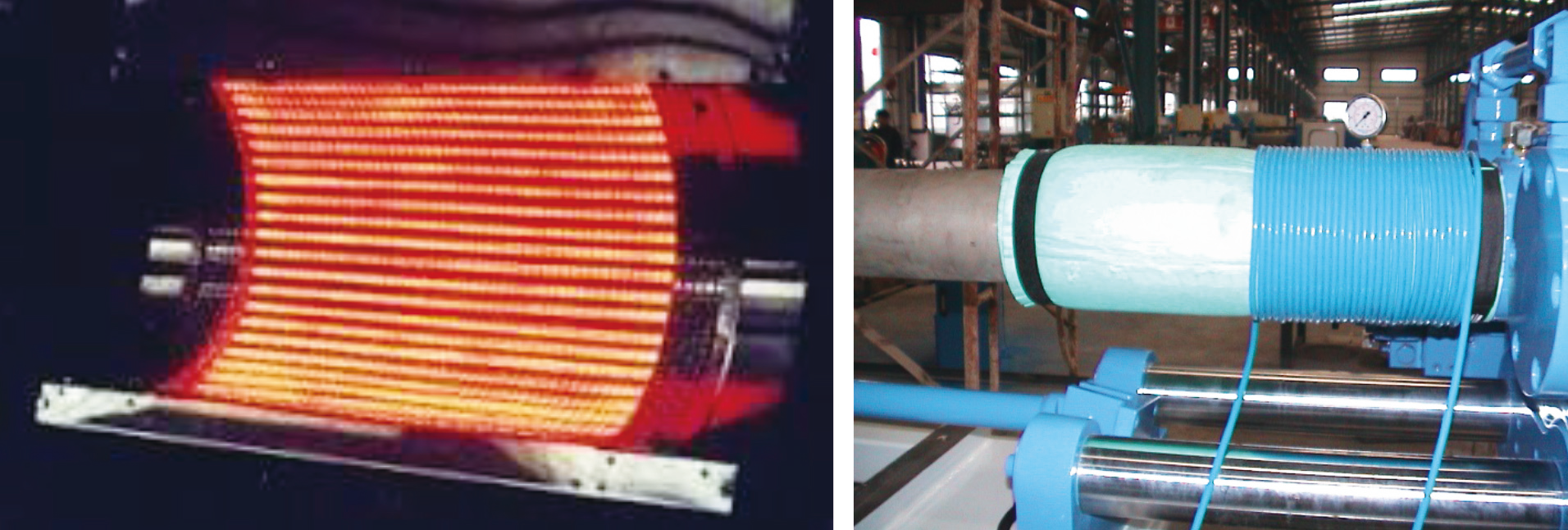
图8:红外线式与感应电热式加热方法
红外线式用辐射取代了电阻式的热传导,避免了电热瓦与料筒之间的热阻。感应式则利用线圈内的高频电流在料筒里产生涡流来产生I2R的热能。
事实上,红外线式的节能效果不明显,这是因为热量产生方法与节能无关,只与保温能力有个。由于热能是在料筒里面产生(不像电阻式是在料筒外面产生),理论上感应式热能的流失会比较少。
料筒的节能要从降低热量流失着手,其中保温罩扮演了重要的角色。
保温罩
料筒的热量以对流、辐射和热传导的方式流失。保温罩的作用是用保温棉来降低表面温度,因而可以降低对流与辐射的流失。前述流失到冷水环的是热传导的流失。含透气孔的保温罩对于对流的热流失起不了很大的作用。当然,保温罩的节能效果可以用“电热功耗”屏幕来测量。
描述这三种流失的公式是已知的,如,热对流的流失功率公式: q = h A (Tw – To),其中A 是保温罩的表面面积、Tw 是表面温度、To 是环境温度、h 是由经验公式计算出来。
热传导的流失公式: q = k A ΔT / L,其中 k 是料筒材质的传导系数,A 是料筒的横切面面积、ΔT是两点之间的温差,L是两点之间的距离(如图6的箭头长度)。L 越大,q 便越小。故电热的节能方法也能从公式中找到启示。
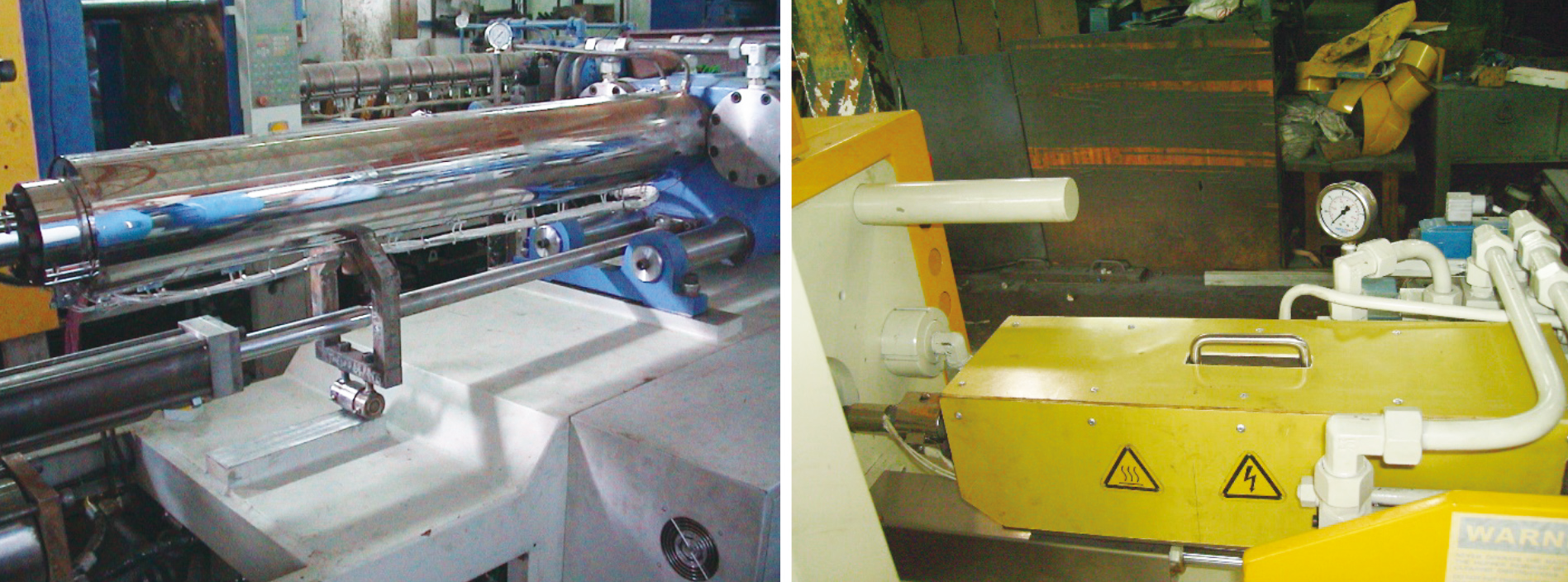
图9:双层不锈钢保温罩与环氧树脂保温罩
智能电表只能测出电热电耗,不能测出热流失,更不能分析三种方式的热量流失大小。在没有任何操作动作的情况下(也不加料),电热电耗便相当于总的热量流失,以维持恒定的料筒温度。经公式计算出来的,热流失只有电热电耗的七成。究其原因,是保温罩没有盖住前端的电热瓦 (见图9), 其下方有个走电线用的缺口,电热瓦或保温罩的表面温度不是单一温度,如上方是90°C,旁边是70°C,缺口更没有表面。
结语
伺服电机虽然解决了动力的节能,但是无法进行电热的节能改进。高解析度的电表能帮助企业对注塑参数进行优化,从而达到20%的节能目标。
当然,利用智能电表来探讨的节能课题还有很多,包括异步电机驱动的注塑机是否也是加料越慢越节能、配备高低排量的变量泵在低排量保压的情况下可以节能多少 (初步数据是可观的) 、功率更大的伺服电机是否更节能(我们发现正是这样)等,都可以找出答案。我们还发现,伺服电机的功率因子比满载的异步电机的功率因子低很多。
此外,由于“电热电耗”屏幕只测量电热电耗(不测量电机电耗),因而用来研究感应式电热的节能、不同保温罩的节能,结果会更准确;采用不同塑料原料,或是生产不同壁厚的注塑成品时,“电热%”的大小也是一个值得学术研究的方向。
本文由达明科技有限公司供稿
来源:荣格-《国际塑料商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


