 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



在塑料焊接技术中,激光焊接具有一系列优点,如焊接温和、无振动,无颗粒装配,能够焊接精密的流体通道,具有密封性的强力粘接,特别美观以及粘接各种聚合物的多功能性。一些最先进的激光焊接应用涉及极小的塑料部件。在汽车和个人电子产品领域,制造包含传感器和其他微小精密内部元件的紧凑型设备是重中之重。
在医疗领域也是如此,体外诊断(IVD)、生命体征监测、注射和吸入治疗等设备都离不开小型塑料元件的精密焊接。在这里,微型激光焊接的精确性和可控性非常适合创建短至十分之一毫米长、窄至100微米宽的微流体通道。这些通道通常出现在总表面积比邮票还小的部件中。
与此相反,激光焊接也用于连接较大的塑料组件,包括电器、汽车灯和照明组件、流体控制阀、传感器和控制体、开关以及泵和叶轮组件。在这些应用中,激光焊接能够精确控制热输入,并能连接各种聚合物,因此比使用粘合剂或紧固件等成本高、劳动密集型装配方法更受欢迎。
激光焊接基础知识
激光焊接有两种方式。通过了解工艺本身的性质以及每种方法的优点,工程师可以更好地确定如何使用激光焊接来满足其独特的装配需求。

图1:两个透明的配接部件通过激光焊接产生复杂的流体路径,同时保持优异的纵横比
在激光塑料焊接中,激光穿过“透射”或透明部件,照射到“吸收”或暗色部件的表面。激光能量在两个部件的界面处产生热量,使塑料熔化。然后,在受控压缩力的帮助下,软化的部件表面被聚集在一起,焊接在几秒钟内完成。
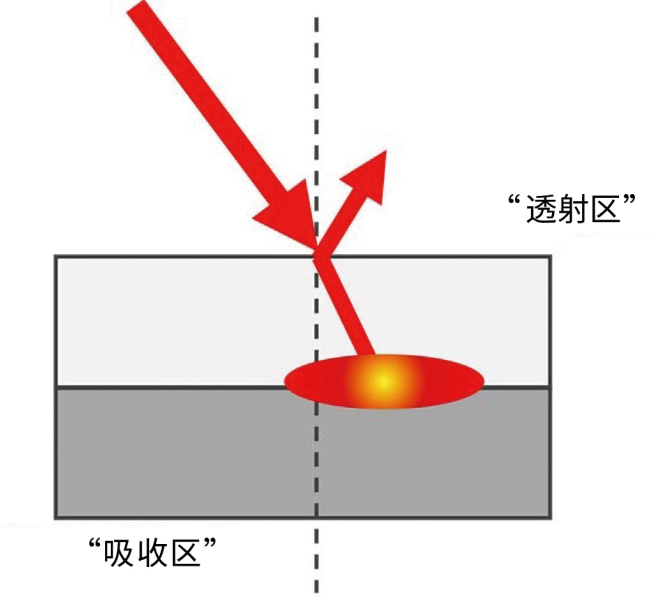
图2:激光焊接将聚焦的激光能量通过透射部件传输到吸收部件,加热接合界面,从而使柔和的压缩力完成焊接
各种特定应用变量会影响激光能量的吸收和传输,从而影响焊接速度。这些变量包括不同塑料的光学特性(如不同的透射率)、不同的部件厚度以及所使用的激光波长。不过,一般来说,激光焊接的“最佳点”在红外光范围内,大约在900纳米到1100纳米之间。激光焊接技术的最新进展是,只要在其中一个部件上涂上生物相容性光敏材料,就可以焊接两个透射部件。这项技术的进步使得组装清洁、无颗粒、全透明的设备成为可能,这通常是医疗和IVD 应用的首选。
一种技术,两种方法
激光塑料焊接有两种方法:同步和准同步。同步激光塑料焊接(技术上称为同步穿透红外线或STTIr)是一种广为接受的方法,用于大批量生产从微型部件到大型部件的塑料组件。这种方法利用专门设计的波导将激光能量传送到两个部件之间的焊接区。波导是光纤束,其定制形状可同时加热焊点的所有轮廓。然后,将配合部件压紧在一起,完成焊接。使用定制波导可实现快速、可靠的焊接,即使零件具有复杂的三维几何形状。因此,同步激光塑料焊接是任何需要清洁、无颗粒和密封零件的制造企业实现大批量生产的首选方法。
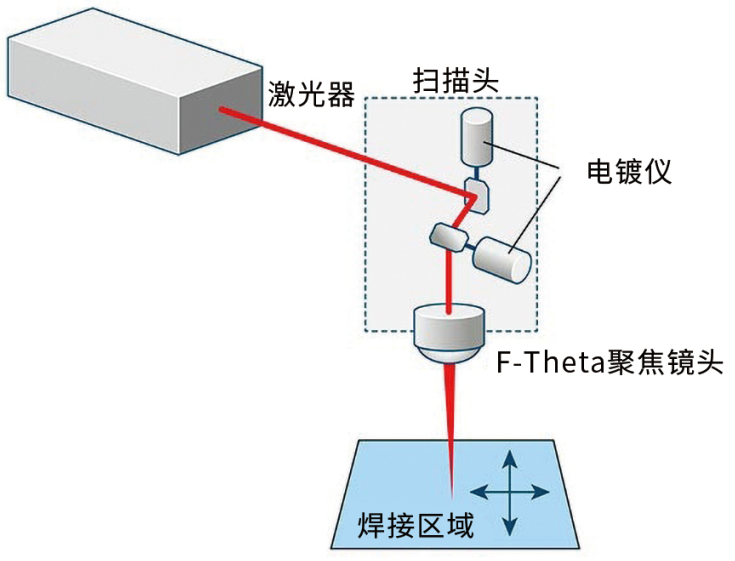
图3:准同步激光焊接使用可移动的反射镜,以连续、闭环的方式沿接头轮廓聚焦激光能量。准同步激光焊接能够在焊接时跟踪不同的产品轮廓,因此是多品种、小批量生产的首选
但是,同步激光焊接并非适用于所有应用。多品种、小批量生产的制造商通常更喜欢另一种激光焊接方法,即准同步激光焊接,也称为“激光跟踪”或“振镜”焊接。这种工艺不依赖于特定部件的波导,而是利用激光和一组可移动的反射镜,将其放置在进行焊接的桌面上。在操作过程中,可移动反射镜由伺服驱动的振镜引导,在一个连续的闭环中沿着焊点的轮廓聚焦一束激光能量。对塑料的加热效果很快,但并不同步,因此被称为“准同步”。加热后的部件被压缩,完成焊接。虽然总的焊接周期时间仍可以秒为单位来计算,但准同步焊接周期时间较长。
准同步工艺为制造商提供了使用可编程激光焊接平台焊接各种二维部件、简单三维部件和大型部件组件的灵活性,而无需专用的特定部件波导。焊接平台具有多功能性,从用于电子或医疗设备的微型焊接到适用于工业或汽车产品的小型焊接,它都能胜任。该工艺的唯一限制是零件的最大尺寸(最多300毫米)以及激光瞄准镜是否能够进入焊接区域的所有重要轮廓。
无论工程师选择哪种方法,许多全球供应商提供的激光塑料焊接技术和平台都能满足任何需求。从桌面到生产车间,最新的激光焊接平台提供多种焊接模式、易于使用的控制、先进的数据采集功能和数据通信选项,使设备状态和焊接数据从焊接设备轻松传输到制造执行系统。
2μm激光器改变激光塑料焊接
多年来,塑料激光焊接始终是一种成熟的连接技术,而且其重要性与日俱增。在各行各业中,该工艺的新应用领域不断得到开发。几十年来,激光塑料焊接技术已被广泛应用于各种商业领域,但对于医疗设备和消费品来说,粘接透明部件是一个大问题,因为这些产品不仅需要激光焊接的精度优势,还经常需要完全透明的组件。
随着激光技术的不断创新,其中一种新方法具有前瞻性:用于特殊应用的透明塑料焊接。采用这种工艺进行激光焊接时,无需添加传统激光焊接工艺所必需的颜料或吸收剂。从微流控芯片和导管到水瓶和耳塞等各种应用,都在享受激光焊接带来的好处。
要了解这种新激光技术如何帮助粘接透明-透明应用,首先必须了解原始的1μm激光焊接工艺是如何工作的,以及它与较新的 2μm方法有何不同。这项新技术并不像过去那样使用波长接近1μm光谱的激光,而是使用波长更高的激光,接近2μm范围。
最初开发的激光塑料焊接工艺称为穿透式激光焊接,通常称为1μm激光焊接。在1μm焊接工艺中,引入光学透明热塑性塑料的激光辐射约有95%或更多会透过塑料。虽然透光率较低的塑料(如PBT或填充玻璃的塑料)的透光率较低,但如果部分激光能量能穿过上层,则仍可进行焊接。
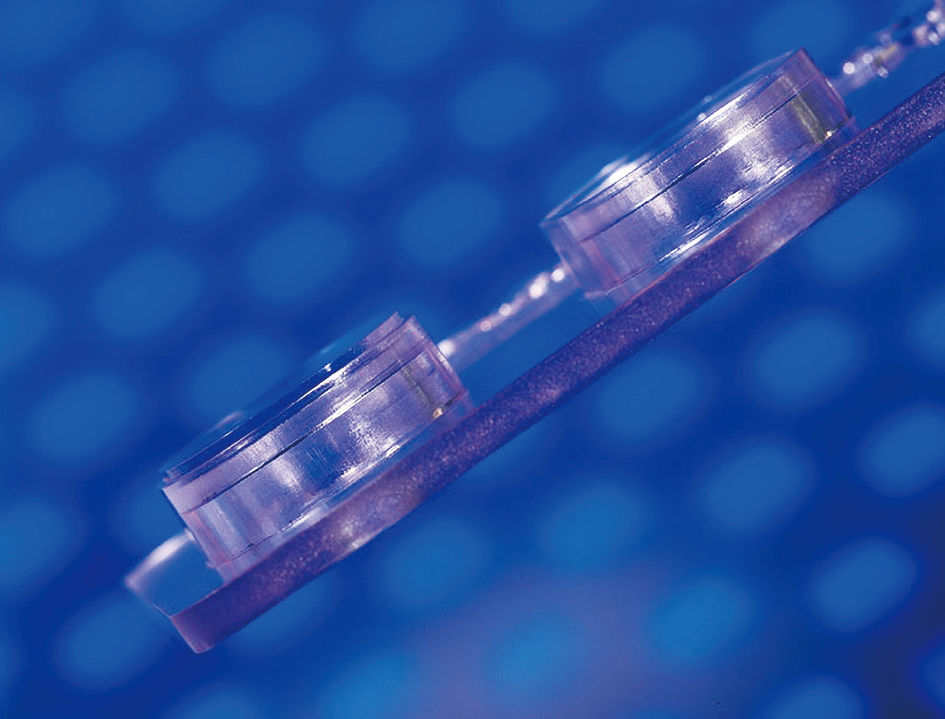
图 4:激光焊接可连接透明 - 透明部件,具有卓越的美观和功能效果
当大部分1μm激光辐射透过或穿过塑料时,光能无法在上层转化为热能,从而产生熔化或粘接。使用1μm激光进行粘接需要在某一点吸收透射的辐射以产生热能。这种吸收是在基底元件层中实现的。基底成分必须具有吸收特性,这很容易通过在树脂中添加炭黑或特殊的激光吸收添加剂来实现。光辐射一旦被基底层吸收,就会转化为热能,并将上层(透射层)和下层(吸收层)融为一体。
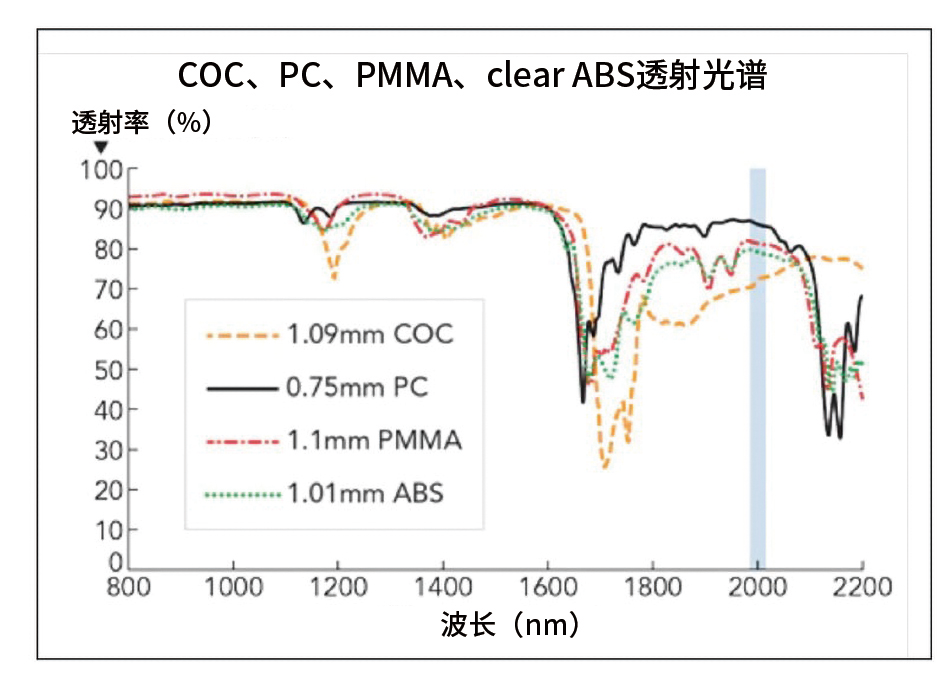
图 5:常见光学透明塑料在不同波长下的透射率
2μm激光焊接与1μm焊接的主要区别在于高波长激光与透明或天然塑料(不含添加剂)的相互作用方式。改用2μm波长激光后,激光与热塑性塑料的相互作用方式发生了显著变化。使用1μm波长的激光时,大部分光能都会透过透明塑料,而使用2μm波长的激光时,部分光能仍会透过塑料,但更多的光能会被塑料自然吸收,即使塑料在光学上是透明的。
图6:同步穿透红外线激光焊接依靠被称为波导的光纤束,这些光纤束与每个部件的轮廓相匹配。这些波导可同时加热所有零件表面,从而实现快速、大批量焊接
图5显示了常见光学透明塑料在不同波长下的透射率。垂直蓝条显示的是2μm波长或波长附近的透射率。该区域的透射率低于1μm波长或附近波长的透射率。这是2μm焊接的“金凤花区”,在这里有足够的吸收率,可以在良好的生产速度下实现牢固的粘接。对于大多数天然色或透明的热塑性塑料,2μm激光器将传输约70%至85%的激光能量,并吸收和保留剩余的15%至30%的能量,而无需任何添加剂。这种吸收会在整个接合界面产生体积加热和熔化。
虽然2μm激光器被广泛应用于汽车、一般工业、薄膜和包装等行业,但大多数2μm焊接需求来自医疗行业。典型应用包括微流体设备、管道、包装袋、连接器、导管、体外设备、诊断盒、液体室和容器、过滤设备等。微流控、诊断盒和化验通常要求元件在可见光或紫外光谱下具有透射性,以便进行分析。因此,需要避免使用吸收剂或着色剂,这往往会使1μm的焊接不合格。许多微流体设备(如左上角的设备)都使用COC,因为它的荧光很低,可以改善高光谱成像和分析。
来源:荣格-《国际工业激光商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


