 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



传统上,球鼻立铣刀是加工光滑表面的首选。然而,它们的局限性也日益明显,尤其是在大面积表面精加工方面。球头立铣刀的步距较小,通常在刀具直径的3-5%之间,因此材料接触有限。这就需要更多的切削次数才能达到最佳的表面光洁度,从而导致切削工具应力过大和磨损。由于需要增加切削次数,步距长度的减少也会增加制造周期。
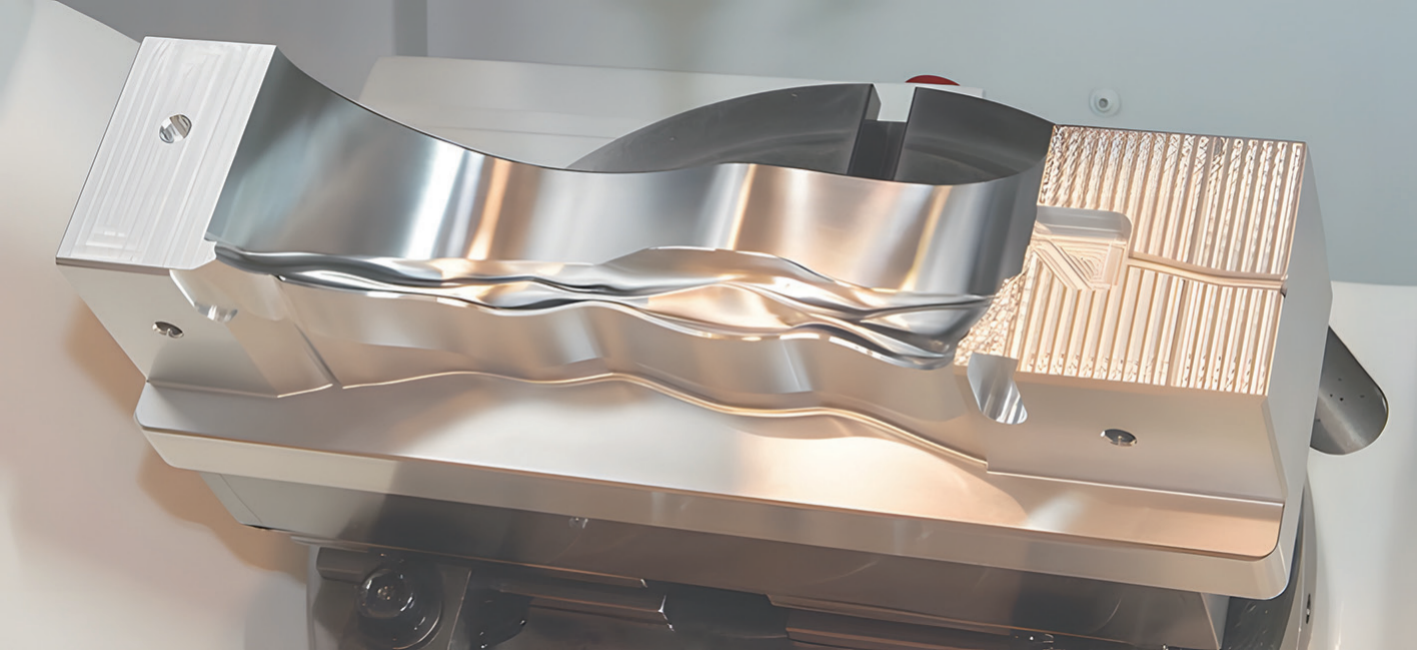
在加工自由形状表面和难以触及的区域(如图所示的汽车模具)时,圆弧立铣刀可节省时间并获得表面光洁度。
通过在立铣刀上只绘制圆的一部分(圆弧),一种新的立铣刀设计——圆弧技术应运而生。这种设计具有独特的形状和较大的切削半径,可实现更广泛的步进,切削更宽的材料。结果如何?刀具路径更少,刀具寿命最长,效率更高,最重要的是,生产周期最短。
大径向跨距是圆弧立铣刀设计的主要特点,与标准球头铣刀相比,它能产生更大的切削力。这是因为切削刃的半径较大。与传统球磨机相比,大半径模拟球头立铣刀的切削直径为12-3000mm,甚至更大。
圆弧立铣刀的设计最大限度地减少了刀具受热变形造成的公差偏差,并使机床的轴向偏差趋于平稳。这些立铣刀还能在五轴加工中以更少的切削次数去除更多的材料,从而使加工周期缩短80%以上,表面光洁度提高50%。
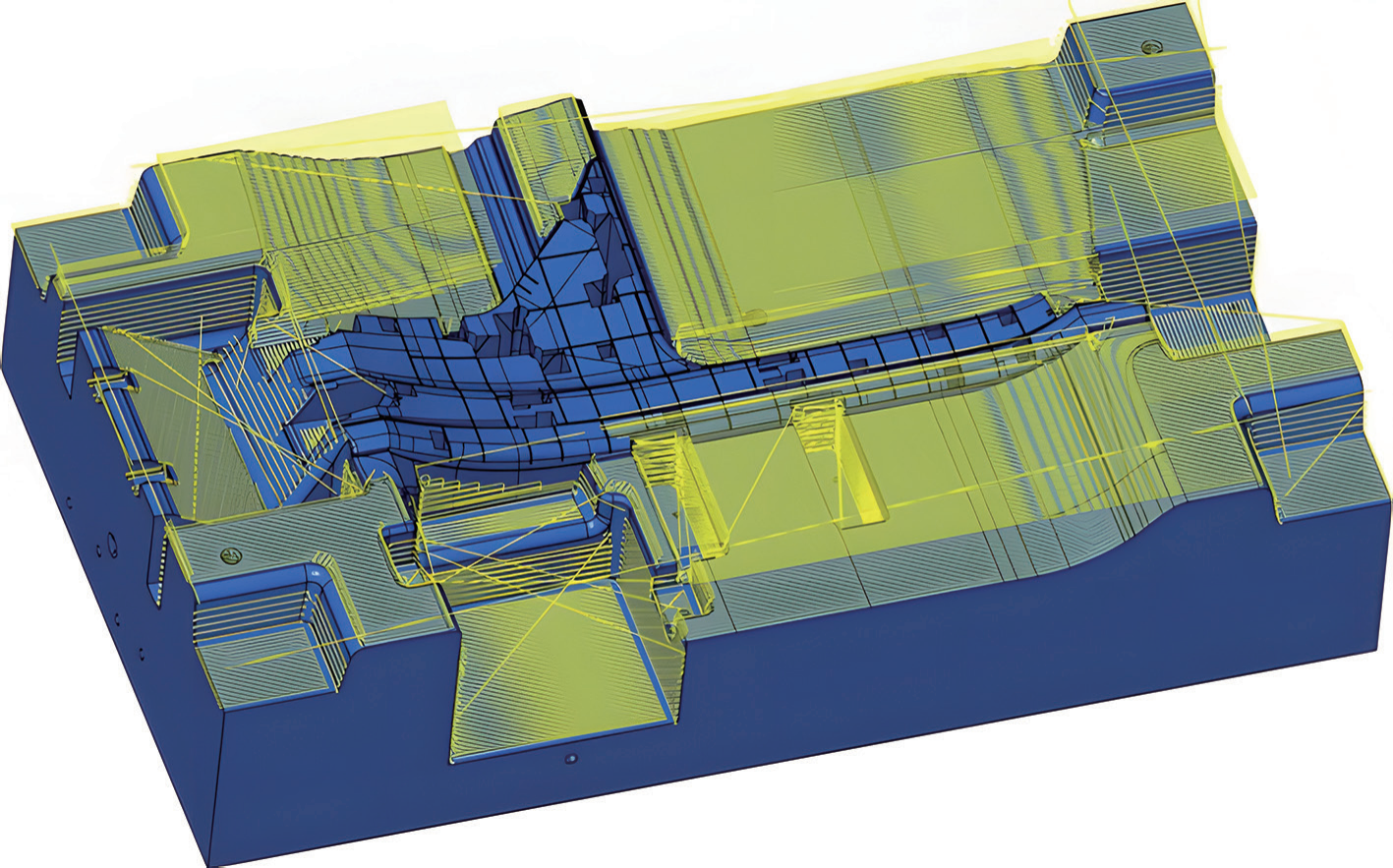
CAM软件可使圆弧立铣刀通过切平面加工进入垂直和陡峭区域,并在任何平面
或浅层区域有效加工(来源:Open Mind Technologies)
实际应用中的圆弧技术
下面是一个实际的模具制造应用案例,展示了使用圆弧立铣刀的实际优势。一家汽车塑料注塑商在采用五轴加工完成复杂模具时,使用圆弧立铣刀大大提高了生产率。圆弧立铣刀是一种多功能切削工具,可加工难以触及的区域,如底面、壁面、自由曲面和圆角。
该公司生产的大多数模具都相当大,有时长达10英尺,宽约5英尺,如汽车保险杠。不过,尺寸也各不相同,可能包括杯架、换挡杆、仪表板、发动机舱和许多其他部件。
一般来说,模具材料是硬度为32/34 HRC的P-20工具钢。模具有多个表面,需要在内外两半模具上铣出高度锥度、弧度、轮廓和角度。模具还包括限制进入的深升降器袋,通过将塑料零件从模具中提升出来来执行脱模操作。然后由机械手抓取并将部件转移到下一个操作环节。
由于模具轮廓的原因,不能使用扁平的方形立铣刀,因此以前使用的是带半径的球头铣刀。但是,因为球头的接触面非常小,需要多次切削,导致加工时间延长。
而使用圆弧立铣刀时,有效切削半径要大得多。例如,球头和圆弧都是12mm,但球头的半径为6mm,而圆弧立铣刀的切削半径为250mm。
一位程序员立即意识到了圆弧立铣刀的优势。为了确保加工刚性,使用了收缩配合刀柄。这种组合为必要的接近提供了充足的空间,特别是在加工较大的模具时。
模具制造商对表面光洁度非常满意,与使用以前的球头立铣刀相比,现在完成光洁度加工的平均时间缩短了约80%。此外,自从改用圆弧技术后,刀具寿命延长了一倍,总体加工成本降低了70%,即每年可节省50000多美元。
圆弧立铣刀与其他类型的立铣刀配合使用,可以切削模具的特定特征。然而,与传统技术和切削刀具相比,圆弧立铣刀可以缩短80%以上的切削时间。
另一个例子是大型楣板模具,可以使用切线平面加工来加工表面。这种方法尤其适用于难以用标准立铣刀进行侧铣的深槽加工。传统上,这些区域会使用步距较小的球头立铣刀进行加工。但是,较大的球头立铣刀会在边角处留下较多的材料,需要额外的工序才能将其去除。

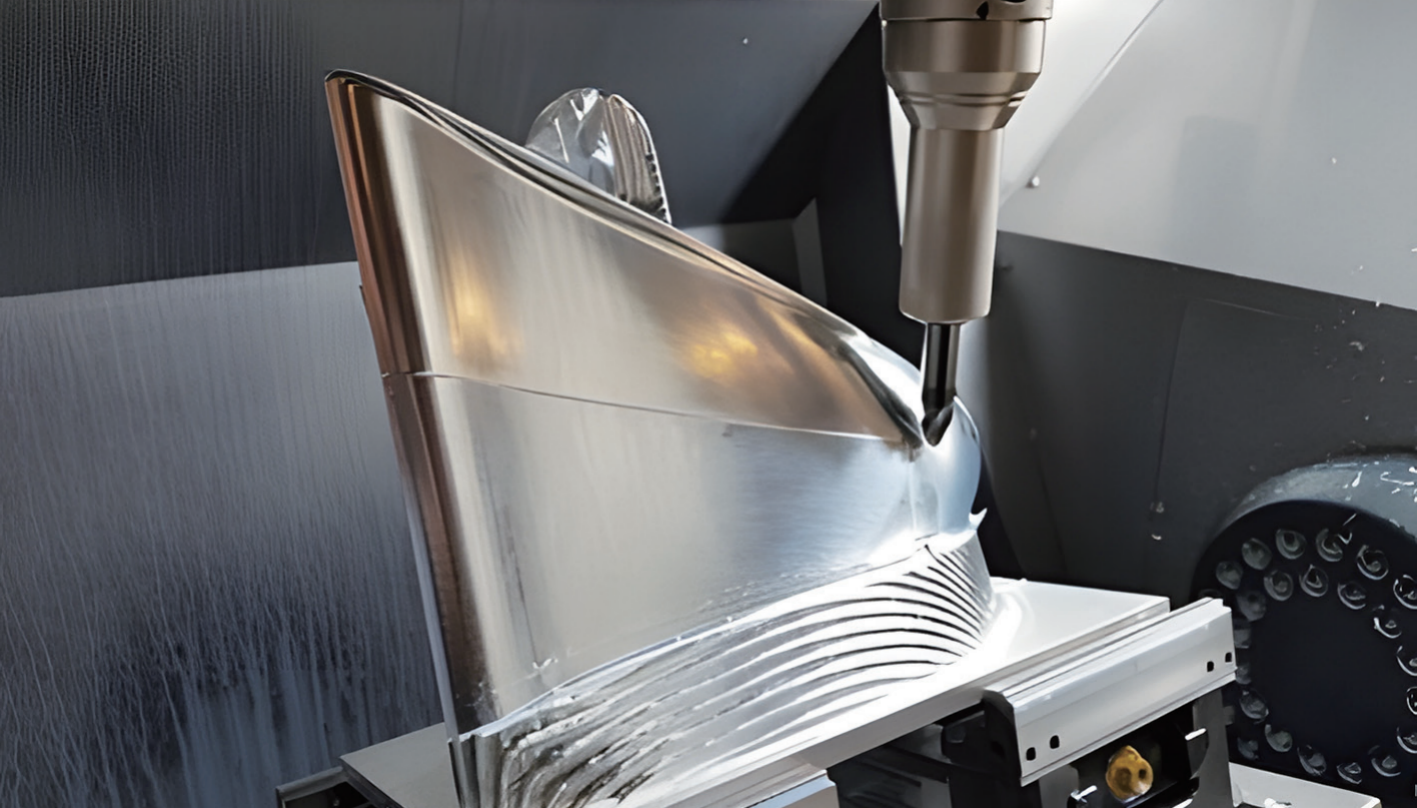
使用圆弧立铣刀可以显著缩短加工时间,同时提高工件的表面质量(来源:美国 Emuge-Franken公司)
圆弧立铣刀提供了一个很好的解决方案。它们可以轻松切入垂直拐角和较深槽的底部。使用圆弧立铣刀进行切削的有趣之处在于,它与使用硬质合金球头立铣刀进行的传统铣削非常相似。在标准立铣刀柄(例如16mm或12mm)上磨出独特的刀具特征。
切削参数由有效直径、切削刃数量和工件材料决定。首先使用推荐的切削速度和进给量,然后根据切削条件进行调整。
由于切削力增大,大切削半径和工件接触面积增大可能会导致进给速度略有降低。不过,尽管进给率有所降低,但由于路径之间的步距增大,总体切削效率要比球头立铣刀高得多。步距的计算方法与球头立铣刀相同,通常设置为所需的高度。如果应用得当,圆弧铣刀在生产中很容易使用。
每个模具都需要特定的表面光洁度,目标是达到或超过这一要求,而圆弧切削技术可以帮助在更短的时间内达到这些要求。通过有效提高表面质量,可以最大限度地减少后期抛光工作。
在这一模具中,球头立铣刀的加工时间约为9小时36分钟,而圆弧立铣刀的加工时间估计仅为1小时10分钟,加工周期时间缩短了88%。
值得注意的是,圆弧技术要求CAM软件能够生成正确的刀具路径。使用适当的CAM软件,这些刀具可用于垂直和陡峭区域的切平面加工,以及平面或浅层区域的加工。这种多功能性提高了效率和表面加工质量。
由于铣刀的角度在不断变化,因此在加工过程中要使用能完全自动控制铣刀接触点的CAM软件。这种控制可确保整个表面的安全加工和切削半径的均匀利用。

圆弧立铣刀可用于轮胎模具的精加工,包括在难以触及的凹槽中加工垂直陡角
使用可参数化定义所有圆弧立铣刀的CAM软件,用户无需创建刀片几何图形或根据2D轮廓设计铣刀。有了简单的刀具管理和能精确映射圆弧立铣刀的CAM系统,就能确保100%安全可靠地使用这些刀具。
使用圆弧立铣刀时,需要由CAM供应商开发软件,以支持圆弧刀具状并生成刀具路径。如果用户没有当前版本的软件,或者他们的CAM产品不支持圆弧刀具,那么他们的选择就会受到限制,可能需要考虑改用其他更适合处理圆弧刀具路径的CAM产品。
延伸阅读
模具制造商可以借鉴和学习的三种五轴精加工应用:
在锥形表面应用中去除大量材料。该项目从一块重达100磅的6061-T6木块开始。铣削后,木块仅重6磅。制造商已经有了圆弧立铣刀,但需要编程协助来实施铣削。他们与切削刀具供应商合作,建立了刀具路径和具有表面倾斜选项的平行功能。在使用圆弧立铣刀之前,他们唯一的选择是用球头立铣刀完成表面加工,每个零件需要近5个小时。使用圆弧立铣刀后,他们只需38分钟就能完成。他们提供了刀具图纸,并将其轻松导入CAM软件。由于零件的几何形状至关重要,因此CAM软件必须能够很好地处理圆弧立铣刀上相对较大的半径。尺寸精确的CAD文件为制造商节省了大量时间。
圆弧技术用于铣削陡峭的侧面和不断变化的轮廓,每次作业都能节省数小时的机床时间(来源:美国Emuge-Franken公司)
五轴加工6061-T6铝航空航天部件。该项目需要30分钟才能完成,因此无利可图。刀具供应商指导工程师对刀具路径进行了必要的修改,以便快速使用12mm透镜形圆弧立铣刀。通过使用与之前刀具相同的进给和速度,工程师将周期时间缩短到三分半钟,提高了89%。这不仅为公司的首批1000件订单节省了6.6万美元,还提高了零件的表面光洁度。
精加工铝合金涡轮进气头,其侧面陡峭,轮廓不断变化。制造商最初使用的是一种两刃0.500英寸球头立铣刀,转速为800SFM,步距为0.010英寸,完成这项工作需要十多个小时。在需要更换之前,该立铣刀已使用了15个零件。为了缩短切削时间,他们改用带有FPC铣削卡盘的圆弧立铣刀。他们使用了带有3个刃口和250mm半径的12mm圆弧立铣刀,将切削速度提高到1900SFM,步距为0.060",仅用27分钟就完成了工作。他们用一把圆弧立铣刀铣削了30个零件,而用传统球头立铣刀铣削了15个零件。两种刀具的平均表面光洁度都达到Ra=63,但圆弧立铣刀在每次作业中都能节省数小时的加工时间,从而为每个零件节省了1000美元的成本。尽管与传统球头立铣刀相比,圆弧立铣刀的成本较高,但每次作业的成本节约率超过95%。
作者:Frank Joswig
来源:荣格-《国际金属加工商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


