 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



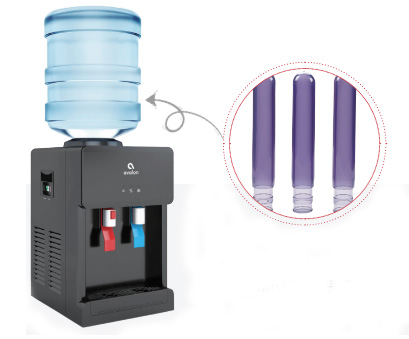
办公室饮水机的五加仑 (18.9 公升) PET瓶子是由五加仑瓶坯加热后拉伸吹塑出来的。五加仑瓶坯的特点是长达420 mm,重量约700 g,壁厚超过8 mm。一次性瓶子的瓶坯也有340 mm长,380 g重,超过6 mm壁厚。采用机铰式注塑机来生产瓶胚时,存在开模行程不足,注射重量不足,周期时间过长等问题,因而需要采样专用的注塑机来进行高效生产。
长度与开模行程
众所周知,注塑机的开模行程要双倍产品的长度才能脱模。900 mm 的开模行程需要一台600 吨锁模力的机铰注塑机。不过,仅仅为了满足开模行程就选用大吨位设备实在是大材小用。
一种解决办法是采用横移模芯:即开模后模芯横移让模芯与模腔错开来取坯。此时开模行程只需要超过产品长度一点点,故可以采用拥有490 mm开模行程的200 吨锁模力机铰机。如果采用直压开合模,轻而易举就能达到超过1000 mm的开模行程(图1)。
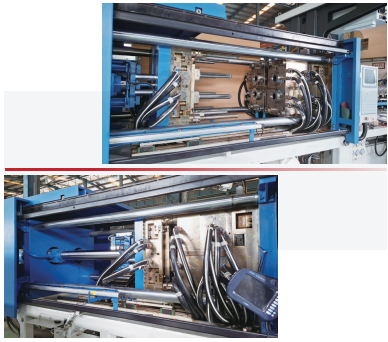
图1. 1020 mm 的开模行程
以60 mm瓶坯外径来算,每腔锁模力不到9吨,四腔所需的锁模力只有600吨的6%。
注射重量
700 g 的PET 瓶坯(加了10%的裕度)需要直径63 mm以上的螺杆才有足够的注射重量。两腔、四腔、八腔的模具则分别需要直径79 mm 、99 mm、125 mm以上的螺杆。
表1. 四种腔数对螺杆直径、电机、油泵、油马达的要求
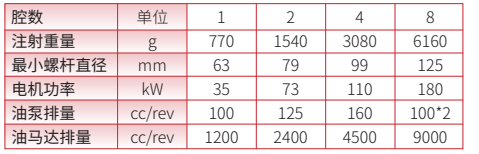
螺杆直径越大,螺杆料筒、电热瓦、保温罩都相应地需要增加成本。此外,电机、油泵、油管、油阀、油马达都要加大,如此一来,成本就增加不少了(请参考表1)。
厚壁影响保压时间与冷却时间
保压时间与“冷却时间”都是正比于壁厚的平方。基于本刊于2023年7月刊登的文章《如何消除注塑的加料瓶颈》中的方程式,保压时间 (s) = 0.67 t2 (t 是用mm量度的壁厚),“冷却时间” (s) = 1.59 t2,而冷却时间 = “冷却时间” – 保压时间。一次性与循环再用的五加仑瓶坯的几种时间列于表2。两种冷却时间的关系如图 2 示。一般注塑机采用的冷却时间在保压后开始。冷却与保压的分界在于冷流道的凝固;而对于热流道模具来说,没有这个界线。加料时间就在此分界后开始。
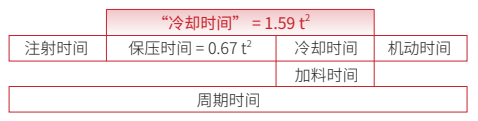
图2. 冷却时间与“冷却时间”的关系
表2. 壁厚对保压时间、冷却时间的影响
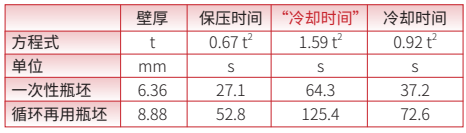
有过五加仑瓶坯生产经验的读者都知道,“冷却时间”占了周期时间的大部分,因为其前面的注射时间与其后面的机动时间(开闭模与机械手取出)都不会很长。
“冷却时间”分为冷却时与保压时间,以前者较长。那么,降低生产力的长的冷却时间,有没有办法被好好利用上呢?
双模设计
基于本刊于2024年7月刊登的《注塑生产力加倍 – T模设计的关键技术》一文可知,T模就是利用一套模具的长的冷却时间同时用来处理另一套模具的方法。T模将两套模具前后摆放,如果将420 mm 长的瓶坯模具做成双层模具,T模就过长了。因此只能将两套模具并行摆放,也就是双模设定的基本概念。由于都是能够重叠两套模具的动作,所以双模机的原理与T模的原理区别不大。
图3. 双锁模与双喷嘴
双模具的注塑机有两个锁模装置,并有一个分流装置将一个料筒的塑料分配到两个喷嘴(图3)。此设计的好处是能够采用标准模具生产,也能采用两个保压装置。
如果客户已有双腔模具,只需要多造另一套双腔模具便能在双模机上生产,不用造一套新的四腔模具。
双保压装置
从表2能看出来,保压时间是冷却时间的73%。如果一套模具的保压工序也可以与另一套模具的保压工序并行,就需要有两个保压装置了。
机械手与模外冷却
基于本刊于2023年11月刊登的《消除注塑的冷却瓶颈》一文,模外冷却是一个缩短冷却时间的方法,即瓶坯被取出后用冷风在风洞里继续冷却(图4)。相比于业内将瓶胚取出后放置于水中进行冷却的普遍做法,此方法较为卫生、更自动化,也没有水痕影响外观。

图4. 机械手与风洞冷却
在2 x 2 腔的双模机上,机械手每次取出两个瓶坯,一个周期里则需取出两次。比起以往需要每次取出四个瓶坯,制造商对机械手的投资自然可以少一些。
周期时间与电耗
事实证明,无论是一次性或循环再用的PET瓶坯,双模机的生产模式都能实现双陪产量。能装上两套双腔模具的5Gal2-2100 型号在120秒内能产出4个瓶坯,与一台四腔的注塑机的产能一样,但前者只需要一台足够两腔瓶坯用的注射装置。
让料筒保持恒温,电热瓦功不可没。尤其在面对较长的周期时间时,大部分的电热以对流的方式流失到大气中。同样一个料筒在一台单模注塑机上实现120秒生产周期的热流失,与在双模机上的热流失是接近的,但产能只有双模机的一半。换言之,双模机的热流失按每腔来算约是单模注塑机的一半。我们在双模注塑机上用单模来生产,也证明了这一点。
结论
双模注塑机适合生产五加仑瓶坯及类似的长形厚壁产品,设备具有特大开模行程、可采用标准模具、投资低、能双倍产量、更节能等优势。
本文由达明科技有限公司供稿
来源:荣格-《国际塑料商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


