 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



注塑时在两股料流相遇的地方会产生熔接线,看得见的熔接线会产生外观质量缺陷。使用固定模具温度控制时,操作员通过调整熔融温度或模具温度以及注塑速度等各种工艺参数来避免这些缺陷。虽然提高温度能提高塑件质量、降低所需注塑压力,但是会增加冷却时间。因此,塑件质量始终与注塑成型过程的经济效益相关。
标题图:在生产模具镶件时将各种技术与之结合,可以避免表面缺陷,实现更高的生产率(©奥钢联)
熔接线会提高不良率
本文中讨论的电子产品外壳是由阻燃PC/ABS制成,外形尺寸为 135 x 115 x 20 毫米,壳体外部的高光表面是一个关键质量要素。由于该注塑件是从产品中心进浇的,因此不可避免地,产品结构中的孔洞和壁厚变化会导致流道末端出现熔接线,但这些空洞和变化的壁厚是功能所必须的。图1中在这个外壳的2个表面上就分别出现了两条明显的熔接线。这些熔接线也许可以减少,但无法完全消除,即使将熔体温度提高到260°C,模具温度提高到90°C也做不到。
由于塑料件的厚壁区域会形成凹痕,因此无法进一步提高温度。该模具镶件的冷却采用的是传统的钻孔冷却水道,由于模具温度高,成型周期高达77.9秒,其中27秒的保压时间和 38.4秒的冷却时间占了大头。
还有一种可以减轻熔接线可见程度的方法是动态交变模温控制。在注射时提高型腔温度可延迟表层熔体的凝固,从而使料流熔接得更好,熔接线变得不明显。由于钻孔冷却通道的布局以及冷却通道与型腔壁之间的距离,这种变模温工艺用在原始型腔镶件上并不经济,原因是会导致较长的加热和冷却时间。
两个并联冷却回路
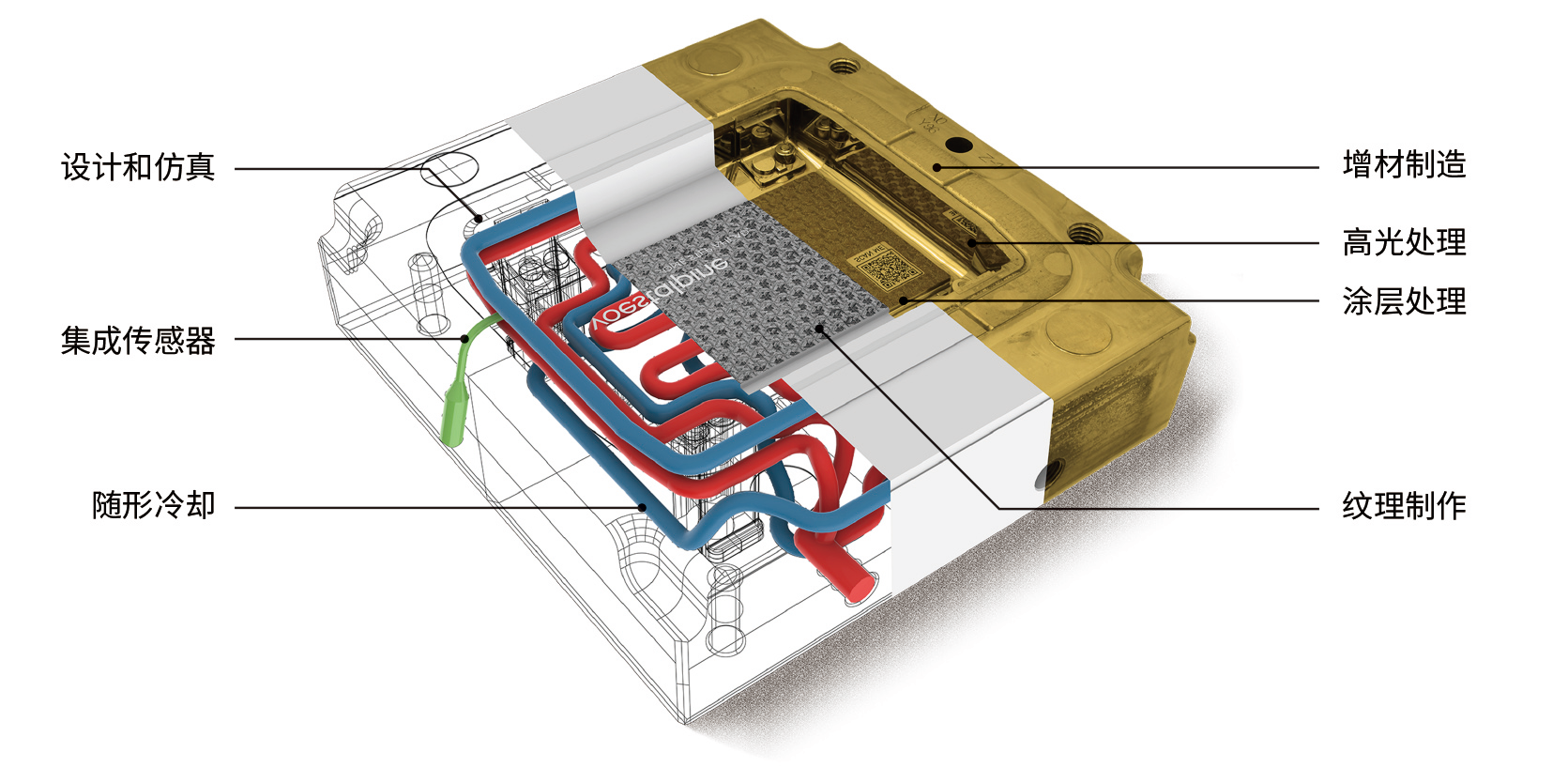
为了尽可能高效地进行变模温控制,位于德国杜塞尔多夫的奥钢联快速成型制造中心(AMC)有限公司为该注塑件设计了增材制造的随形冷却通道,并根据整体循环时间对其进行了优化。在考虑了热/机械边界条件的前提下,增材制造的设计自由度使冷却通道尽可能靠近型腔壁,这是缩短加热和冷却时间的关键。为了最大限度地减少压力损失,通道设计成由两个并联的回路组成,这两个回路的压力损失相同(图 2)。在加热和冷却阶段,传热介质总是通过两个通道。切换由布置在熔接线形成区域的集成热电偶的传感器控制。
为了尽可能地降低能耗,仅在成型塑料外观的半模侧使用变模温控制。但是,对于注塑成型企业,需要注意的是,传统制造的镶件的边界条件(如冷却通道接头的位置)通常会导致增材制造或保形冷却的潜力无法得到充分利用。
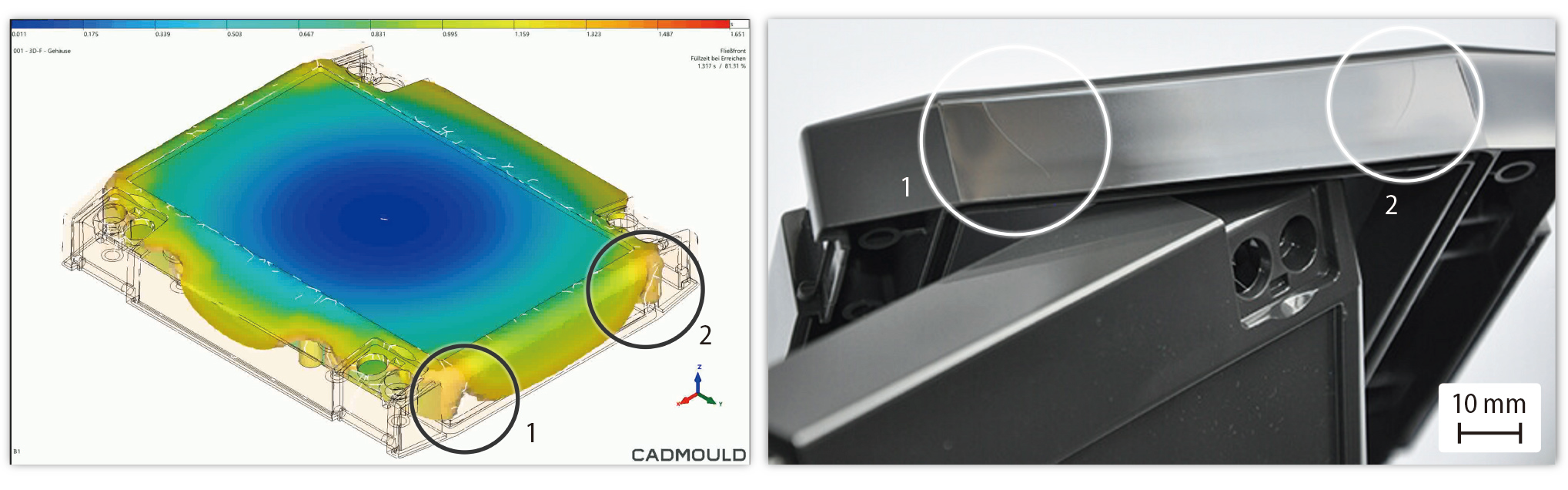
图1:采用传统的恒定模具温度控制时产生了熔接线,左图模拟型腔在81%充满的情况,右图展示了实际产品上可见的熔接线(©奥钢联)
高光表面
采用优质耐腐蚀的工具钢粉末(生产商:Böhler 和 Uddeholm),结合奥钢联 AMC 优化的工艺参数,可以增材制造出具有所需高光泽表面的型腔镶件。得益于粉末和工艺发展的紧密结合,即使是 SPI Finish 标准的 A1 型高光抛光(超高光抛光),也能在增材制造出的模具镶件上实现。为了充分利用变模温控制的潜力来注塑出最精细的激光纹理,还使用了飞秒激光在模具镶件的可见面上绘制了水印(Digimarc)和全息字母(见图2)。
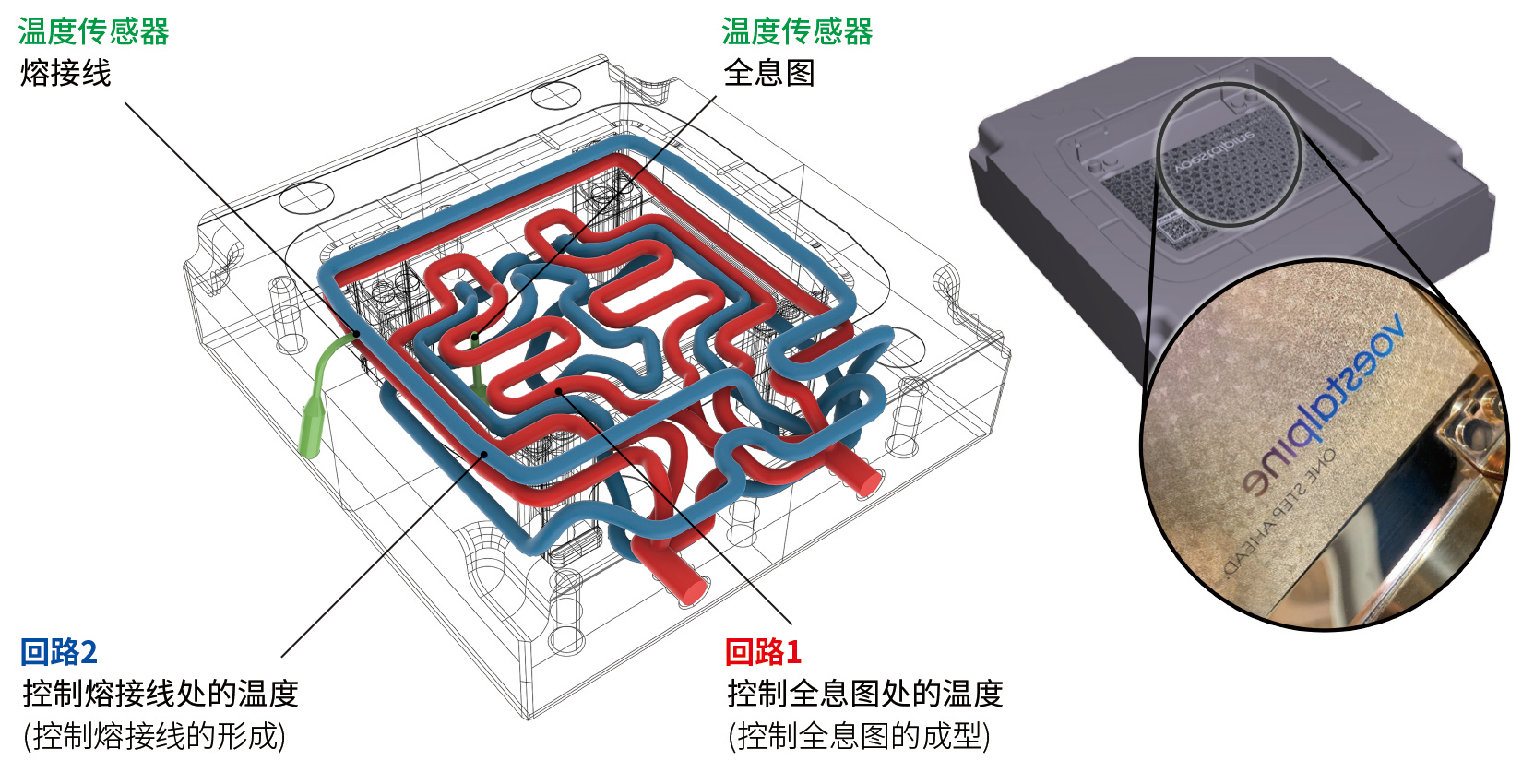
图2:保形冷却通道布局充分考虑了各个影响因素:表面缺陷、集成的设计特征,如Eschmann Textures International GmbH的全息图效果,以及两个用于监测关键零件区域的传感器(©奥钢联)
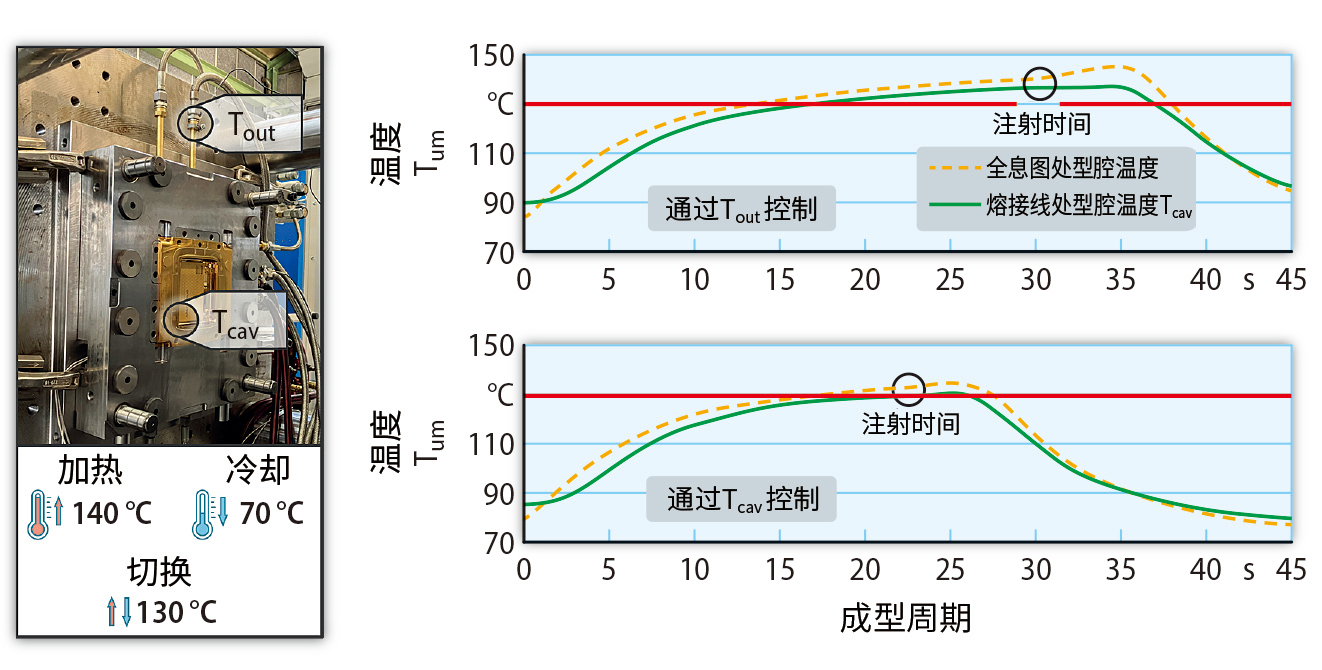
图3:通过靠近型腔壁的集成温度传感器控制加热和冷却,避免了通过出水温度传感器(顶部)控制所无法避免的过热(©奥钢联;图片:Hanser)
端到端的内部价值链使得采用飞秒激光进行深度小于 1 微米的耐磨超细纹理加工成为可能。由奥钢联Eschmann纹理国际有限公司和奥钢联 eifeler 涂层有限公司联合开发的激光和涂层参数,能在不影响精度的情况下有效保护设计特征(尤其是全息图),防止塑料造成的磨损。在纹理区域进行变模温控制可对模具温度进行局部调节,以精确、可重复地成型出不同的表面结构和纹理。
通过专利的传感器集成优化加热时间
一般来说,在设置工艺时,型腔镶件的加热时间是通过测量在打开的模具中型腔壁的温度来确定的。或者也可以通过测量冷却通道出水口处的温度来监控生产过程中的加热阶段。在本图所示的型腔镶件中,利用增材制造提供的设计自由度,使用专利方法(图2)将两个热电偶放置在冷却通道和型腔壁之间,且位于关键零件质量特征(熔接线和全息图)区域。通过这种方法,可以监测整个生产过程中型腔壁的温度,几乎没有任何时间延迟。此外,还可以监控模具的开机启动和变模温过程中的任何环境影响。
当通过冷却通道出口处的温度传感器(Tout)进行动态交替温度控制时,这两个塑件区域会过热,因为与集成热电偶(Tcav)相比,出水口中130°C的切换温度到达时间延迟了约15 秒(图3)。过热也会导致冷却时间延长。对两个温度关键区域(熔接线和全息图)的传感器数据的分析表明,两个位置的加热行为略有不同。因此,为了在两个关键区域都能重复达到所需的目标模壁温度,选择了熔接线区域的传感器Tcav进行过程控制。这样,加热和冷却阶段之间的切换时间就可以由温度控制,从而节省了循环时间。
通过将变模温工艺与随形冷却系统相结合,模具温度为120℃时完全消除了外壳顶部的熔接线,同时注塑出的全息图结构也很精细。与最初的工艺(使用传统的钻孔冷却通道,冷却温度为90°C)相比,绝对循环时间缩短了18 %(图4)。主要原因是冷却阶段的冷却介质温度降低到了70°C,而在传统工艺中,为了避免出现熔接线,介质温度必须提高到 90 °C。
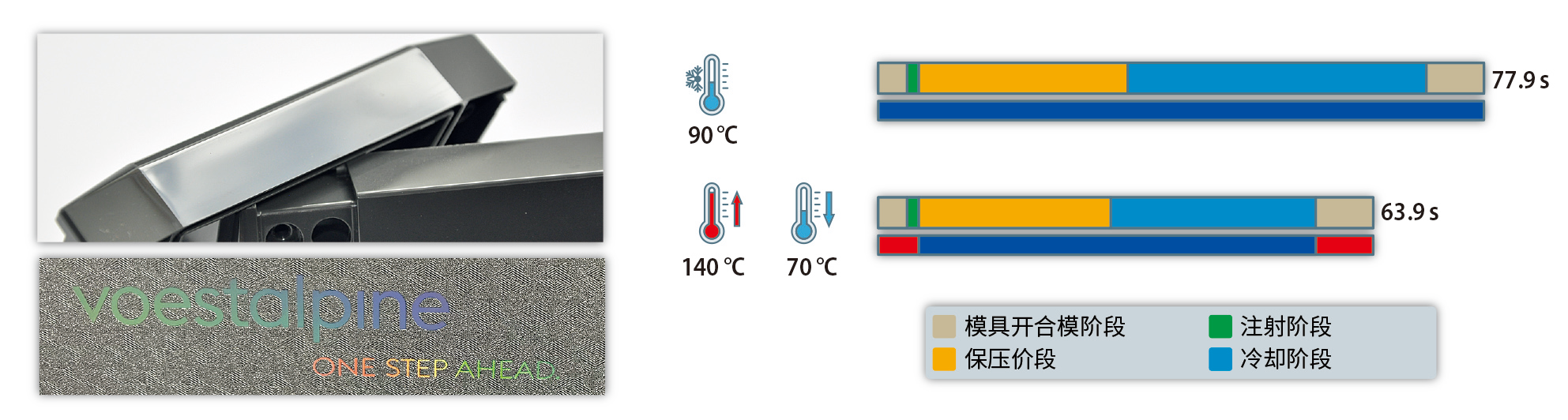
图4:随形冷却与变模温控制能够完全消除熔接线,并可精确成型全息图,同时缩短循环时间(©奥钢联;图片:Hanser)
由于随形冷却的温度均匀性,冷却温度可以降低,但不会对零件变形产生负面影响。使用随形冷却系统还能大大缩短变模温过程中的模具加热时间,本例中加热介质温度为140 °C,型腔镶件加热至 120 °C 的过程在模具开合模期间就能完成,无需额外等待。
结论
熔接线的外观缺陷通常只能通过延长周期时间来改善。本文介绍的案例研究说明,通过将增材制造与随形冷却和变模温过程控制相结合,可以完全避免熔接线。由于采用了优化的冷却通道,还可以在消除所有表面缺陷的同时缩短生产周期。集成热电偶利用了增材制造的高度设计自由,实现了对塑料零件质量关键区域的精确过程控制和监测。通过使用合适的增材制造粉末材料和先进的工艺参数,随形冷却还可用于生产高光泽部件,甚至是全息图结构。
本文翻译自Plastics Insights杂志
作者:Dr.-Ing. Simon Wurzbacher、Dr.-Ing. Hagen Watschke、Stephan Hey、Dr. Christopher Wiednig
来源:荣格-《国际塑料商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


