 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



切屑根据其形状和体积分为“不利”、“可用”和“良好”三类(图1)。长切屑,如带状切屑或旋转切屑和扁平螺旋切屑,可能出现在连续切削的制造过程中,被认为是不利的。它们容易在加工过程中被夹住,形成切屑瘤或四处飞溅,从而导致工件、刀具、机床或人员受损。而在非连续切削或强制断屑的制造过程中,则会出现有利的切屑。
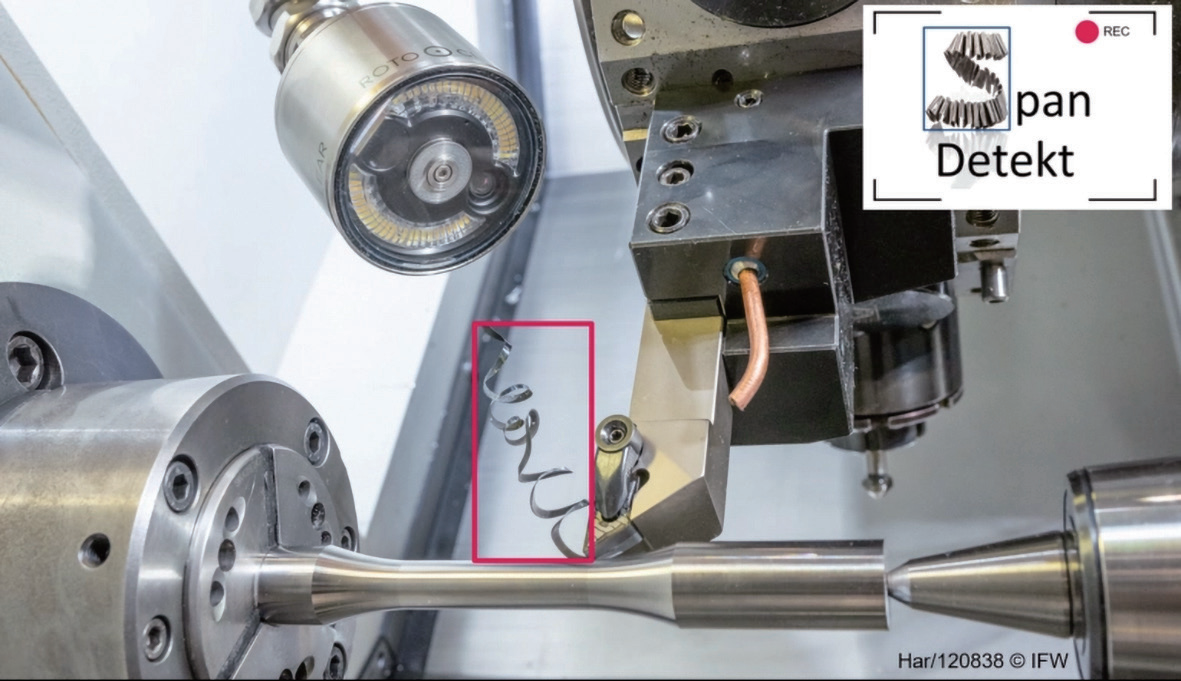
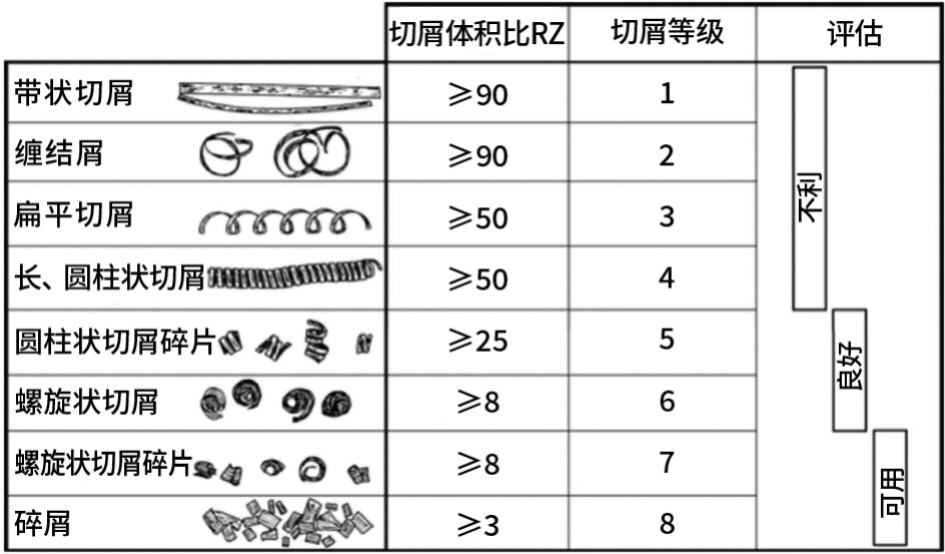
图1:切屑分类
目前,切屑的属性是由机床人员目测检测和评估的。这既占用了人力,又无法实现全自动操作,尤其是在生产流程未完全运行的情况下。切屑的自动检测和评估是可取的。但是,目前市场上还没有商业化的切屑检测系统。
切屑监控
IFW正在研究使用基于图像的方法对切屑进行工序并行检测和分析。机器视觉是机器学习(ML)的一个子领域,可用于此目的。在这些方法的基础上,研究人员正在开发一种可加装到现有机床上的经济高效的工序并行切屑监控系统。系统结构分为3个子系统:摄像系统(图2,左)、物体检测器(图2,中)和过程监控系统(图2,右)。
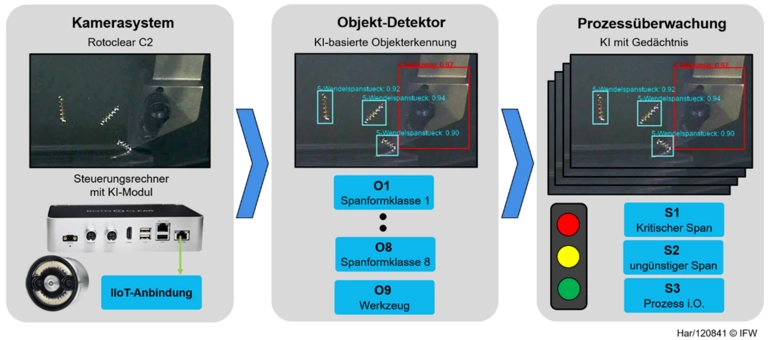
图2:切屑监控系统
生产过程的图像数据由Rotoclear C2摄像系统记录。该系统专为机床设计,配有一个LED环形,用于照亮内部,还配有一个旋转盘,用于优化使用冷却润滑剂时的可视性。
记录的图像数据由物体探测器进行分析。这里使用的是机器视觉算法,因为这些算法已经证明了它们在检测图像数据中的物体并对其进行分类方面的价值。
为实现可靠的切屑监测,必须识别现有切屑类别。在首次测试中,系统记录了约2000个纵向车削过程的图像数据,并根据出现的切屑形状类别进行了标注。然后对基于YOLOv8s模型结构的对象识别模型进行了训练。数据集中高可见度和代表性切屑的识别准确率约为90%。
切屑空间数量较小的切屑类别容易混淆。因此,项目的下一步是在创建训练数据集时对不同的相机位置、相机参数和曝光策略进行分析。此外,IFW还将研究冷却润滑剂等环境干扰变量对物体识别的影响。
制造过程分类
物体检测器输出单个时间点的切屑形状类别、尺寸和位置。第三个子系统“过程监控”在规定时间内分析这些结果,并将制造过程评估为“良好”、“边缘”或“关键”。为此,研究人员分析了能够将数据的时间背景考虑在内的特殊ML模型。例如,只有当工件或刀具上长时间残留长切屑时,才会将该流程归类为“关键”流程。这样就可以防止由于个人对物体检测器的误读而导致错误报警。
来源:荣格-《国际金属加工商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


