 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



激光焊接具有能量输入低、精确度高和灵活性强等优点,是制造电池连接器和电池单元之间连接最常用的连接工艺。然而,在大规模工业生产中使用激光焊接时,确保焊接质量的一致性仍然是一项挑战。此外,焊接质量的稳定性也至关重要,因为除了与安全相关的功能外,焊接接头还会直接影响电池芯的老化性能,从而在快速充电时影响电池组的老化性能。
为了应对这一挑战,生产企业往往需要安装过程监控系统。为了进行可靠而全面的质量评估,本文建议采用传感器数据融合的方法,将多个传感器的输出数据联系起来。利用电池单元接触过程中的光谱和机载过程中获得的数据,可以对焊缝质量进行更全面的评估,从而提高电池系统的可靠性和效率。
基本原理
在激光焊接过程中识别缺陷需要应用两个基本组件。一方面,需要安装过程监控系统,以捕捉过程中的相关信息。另一方面,还需要评估程序和方法,以便将测量信号和焊缝质量联系起来。这些方法涉及统计分析和数据处理技术,用于解释信号和检测异常或与预期行为的偏差。
A.传感器系统
过程监控系统对质量保证至关重要,可根据各种特征进行分类。一个标准是时间方面,区分离线和在线程序。后者又可根据相对于流程区的测量位置分为流程前、流程中或流程后。过程中监控使用的测量技术,包括图像处理、光学、声学、X射线和组合方法。
光学方法包括一维、二维和三维传感器系统,每种系统都有不同的检测机制。一维系统,如光电二极管,提供的是没有空间信息的平均信号。二维系统提供空间分辨率,而三维系统则根据角度检测发射。
麦克风归类于声学技术,利用不同的原理将声波转换成电信号。动圈式麦克风和电容式麦克风使用机械部件,而光学麦克风则依靠由声压引起的光学干涉模式。
B.信号的统计评估
在计量学中,信号与特定时间的物理量相关联。这种关系在时域中可以表示为:{x(k)}0≤k≤N-1={x(0),x(1),…,x(N-1)}。其中x代表给定时间内的振幅,N代表采样点的数量。信号的统计分析涉及描述性统计,包括中心倾向测量(如平均值、中位数和模式)、可变性测量(如范围、四分位距、平均绝对偏差和标准偏差)以及相关性测量。
λ1=E(X),λ2=1/2E(X2:2-X1:2),λ3=1/3E(X3:3-2X2:3+X1:3),λ4=1/4E(X4:4-3X3:4+3X2:4-X1:4)。
描述性统计中可用于描述分布特征的其他参数是所谓的矩。本研究考虑了偏度(Skew)γ1和峰度(Kurt)γ2。峰度γ2表示分布的陡峭度或平坦度。此外,线性(L)矩与传统矩并存。这些线性矩是阶次统计线性组合的期望值E,其作用与描述性统计中的矩类似。
线性矩的一个主要优点是对异常值的稳健性,因为与传统矩相比,线性矩受样本波动的影响较小。前四个线性矩定义如下,其中E(X)是离散型随机变量X的期望值:λ1、λ2、λ3、λ4分别是一阶、二阶、三阶和四阶线性矩,Xj:m是大小为m的样本中第j个最小变量。
τ3=λ3/λ2,τ4=λ4/λ2,τ2=λ2/λ1
二阶矩也称为线性尺度。与基于线性矩的偏度或峰度类似的统计量是线性偏度τ3或线性峰度τ4,它们由线性矩率给出。
线性变量系数L-CV代表的是一个附加统计参数。考虑的另一个指标是频带功率BP,它计算一个频带内的平均功率。在这项研究中,利用多锥技术来近似计算带功率所需的功率谱密度。
最新技术
过程监控对于确保焊缝质量至关重要。激光焊接过程中产生的宝贵信息,可通过适当方法(如统计信号评估)获取,从而对工艺质量进行评估。在Müller进行的一项研究中,使用Nd:YAG 激光器在铝和钢材料上制造了板上焊缝。结果表明,激光功率的增加或进给量的减少会降低反射激光辐射。相反,改变焦点位置则会导致更高的背反射信号,因为激光束的横截面增大了,从而导致从工件表面产生更多的直接反射。
此外出现贯穿焊缝时,信号会出现下降。Bardin等人还使用Nd:YAG激光检测了钛和铬镍铁合金板上焊缝的全熔透焊缝。
通过光谱分析,研究人员确定了紫外线和红外线信号振幅的增加,表明开始了深熔透焊接。此外,他们还观察到在焊接过程中,部分熔透的信号突然下降。除了Müller之外,Kang等人还发现了一些其他研究成果,在不锈钢的重叠接头处也检测到了焦点位置的变化,而焦点移动与等离子体信号波动的增加有关。
除了检测焦点位置的变化外,Bono等人还证明了光谱辐射可用于检测镍合金和低碳钢激光焊接过程中接合面之间的间隙。通过分析200-850纳米范围内的光学辐射,他们得出了信号波动和穿透深度之间的相关性。局部信号噪声增大表明表面存在杂质,而平均信号减弱和噪声增大则表明存在间隙。
Chianese等人使用德国Precitec GmbH & Co. KG基于光电二极管的LWM系统记录了激光焊接搭接接头时的过程辐射。他们观察到,焊接深度越大,能量强度以及温度和等离子信号的差异就越大。通过温度和等离子体信号的间歇性变化,可以检测到连接材料之间的间隙。
除了焦点位置的变化和间隙检测外,还可以实现焊接缺陷的定位,如飞溅的形成。等离子体和温度辐射传感器值的增加与飞溅的形成有关,而低强度的飞溅对信号水平的影响很小。除飞溅形成外,还可借助光谱辐射检测焊接缺陷驼峰,即熔池升高或焊缝定期倾斜。Weiss等人在对AISI 316L金属箔进行激光焊接后,利用在线光谱过程发射测量检测驼峰焊接缺陷。
除光学发射外,声学过程发射(AE)也是监测激光焊接过程的宝贵信息。在对声学信号进行预处理后,下一步就是从信号中提取信号特征。信号分析可分为时域和频域分析。为了根据声发射来描述等离子体羽流的特征,Luo等人引入了声发射计数参数,该参数代表峰值超过0.5临界值的信号脉冲总数。调查的另一个统计参数是均方根,它与等离子体羽流喷射强度呈正相关。研究结果表明,AE计数值越高,功率谱振幅越大,表明等离子体羽流中的能量含量越高。
Yusof等人进行了一项研究,调查了钢材脉冲激光焊接过程中统计信号特征与焊缝几何形状变化之间的关系。分析包括标准偏差(SD)、十区间(IQR)、平均绝对偏差(MAD)、L-CV和线性峰度等参数。确定系数用于评估这些特征与焊接几何形状之间的相关性。
结果表明,焊接深度和宽度的标准偏差与线性峰度之间存在很强的相关性,其中,线性峰度表现出最高的相关性。此外,Yusof等人还研究了存在焊接不规则情况下的统计特征行为。分析表明,良好的焊接表面显示出较低的L-CV值方差,而较差或粗糙的表面则显示出较高的方差。线性偏度值也有类似的趋势。
这些研究的最后阶段,旨在根据已确定的信号特征得出有关焊接质量的结论。研究结果表明,除了检测表面不规则外,还可以检测焊缝中的气孔和裂纹。此外,一个重要的研究领域涉及利用已识别的信号特征预测焊接渗透深度。
目标
最新技术表明,激光焊接过程中出现的许多工艺缺陷都可以根据光学或声学发射进行检测。然而,如何确保这两种发射类型都能100%检测到缺陷是一项挑战。对于基于光电二极管的系统来说,等离子体羽流的强烈波动具有挑战性,因为它们降低了检测熔池或蒸汽毛细管中短时间波动的能力。
与此相反,使用麦克风检测声发射的系统会受到环境噪声的影响。此外,由于功率耗散与频率有关,麦克风的信号强度在很大程度上取决于与熔池的距离。本文提出了一种新方法,通过分析声学和光谱过程辐射,在电池激光焊接过程中进行实时缺陷检测。主要目的是探索声学和光谱特征与相关焊接缺陷之间的相关性,从而准确评估焊接质量。
实验装置
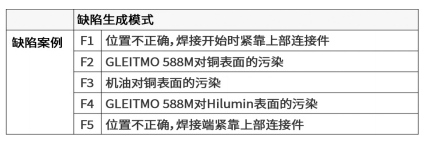
在本研究中,对0.2mm厚的铜带和0.2mm厚的镀镍钢(Hilumin®)样品(一种扩散退火钢,带有电解镍涂层)进行了激光焊接真实电池过程中的光谱和声学发射研究。宽度为4mm的样品使用夹具重叠定位,以确保定位的可重复性(参见图1)。
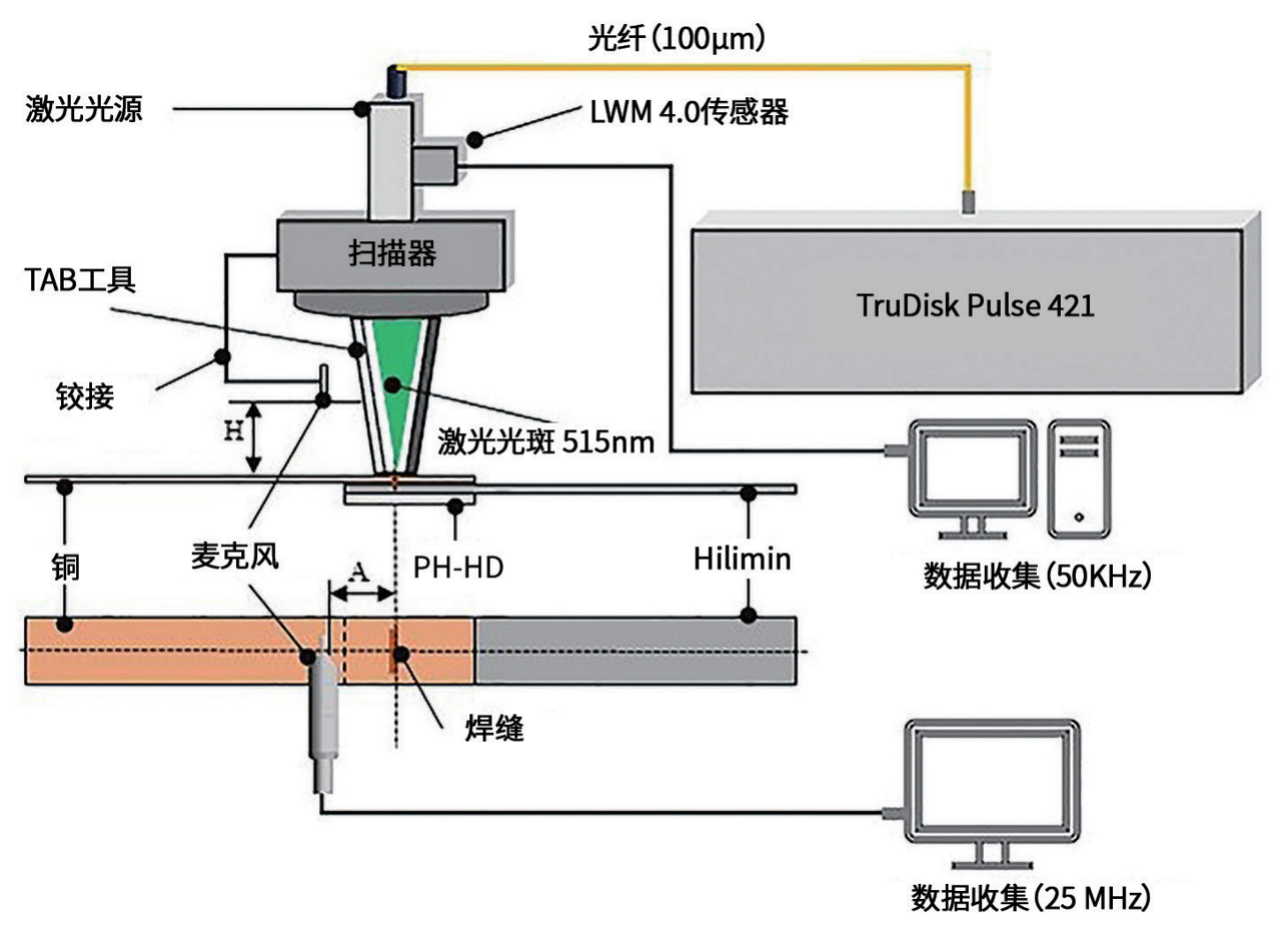
图1:激光焊接系统和传感器系统的实验装置
为了接近焊接过程中电池内部的热条件,在样品下方放置了一块聚丙烯高密度(PH-HD)塑料板。搭接点的焊接过程使用F&K Delvotec Bondtechnik GmbH公司的M17LSB激光焊接机进行。该焊接系统使用通快的TruDisk Pulse 421盘式激光器作为激光光源,发射波长为515nm 的激光辐射。
激光辐射通过芯线直径为100μm的光导纤维被引导至扫描光学元件。激光焊接机中嵌入的聚焦光学镜组的放大倍率为2:1,因此工件表面的聚焦直径为200μm。焊接实验是在激光焊接机的胶带自动粘接模式下进行的。在该模式下,使用工具夹紧两个焊接伙伴,以确保整个焊接过程中的零间隙。
这种操作模式的第一步是使用专门设计的工具夹紧两个部件,以确保零间隙,并施加垂直于部件表面的力。随后,激光焊接过程在工具内进行。焊接完成后工具缩回,完成该连接的工艺步骤。
为捕捉过程辐射而安装的传感器系统由两个不同的系统组成。第一个用于记录光谱辐射的系统是Precitec GmbH & Co. KG生产的激光焊接监控器(LWM) 4.0。该系统通过一个分光镜集成到激光焊接机的光学装置中,并配有一个由三个光电二极管组成的传感器,用于检测光学过程辐射。
温度(T)传感器负责记录1100-1800nm波长范围内的温度辐射。背反射(R)传感器测量背反射激光辐射(515nm)。同时,等离子(P)传感器捕捉450-780nm波长范围内的等离子辐射,绿色波长范围被过滤掉。光电二极管的测量信号通过LWM系统的可编程逻辑控制器 (PLC)以50kHz的采样率采集。
为了记录10Hz至1MHz频率范围内的声发射,使用了XARION Laser Acoustics GmbH的 XARION Eta250 Ultra光学传声器。麦克风的模拟输出信号由Teledyne LeCroy公司的 HDO6000A示波器以25MHz的采样率记录。为了实现声发射的同步测量,激光邦德PLC在激光发射开始时产生一个触发信号,作为测量过程的起点。
传声器的传感头平行于焊缝,距离10mm,高度10mm,方向与工作平面成45°,使用铰接臂确保传声器定位的一致性,而不受焊接位置的影响。对焊缝质量的评估包括目视检查、识别表面不规则和飞溅引起的孔洞,以及通过剪切拉伸试验进行定量评估。为了进行这项测试,在距离焊缝30mm处用夹钳固定样品。该测试的主要测量参数是导致焊点失效的最大力(F)。
在本研究中,激光功率(P)1000 W、焊接速度(v) 380mm/s、焊缝长度1.5mm被用于参考焊接过程和故障调查。为了评估等离子信号在焊接深度方面的表现,在功率为1000 W的条件下使用不同的焊接速度生成焊缝。
结果与讨论
A.获取和评估无缺陷焊点的原始信号特征
根据光谱发射评估焊缝质量的过程监控系统的基本操作,包括将检测到的发射信号与先前记录的参考信号进行比较。为了验证参考焊接过程的稳定性和可重复性,该过程重复进行了34次,结果发现焊缝表面在视觉上是均匀的,喷出物极少。图2所示的焊接深度也是如此。
为了进一步证实这些观察结果,进行了剪切拉伸试验,得出的平均剪切拉伸强度为95.06N。由于在进行剪切拉伸试验时存在一定的测量不确定性,因此破坏力的相对标准偏差为6.5%,属于较低水平。这些结果证明了焊接过程的可重复性,因此可以作为可靠的参考。
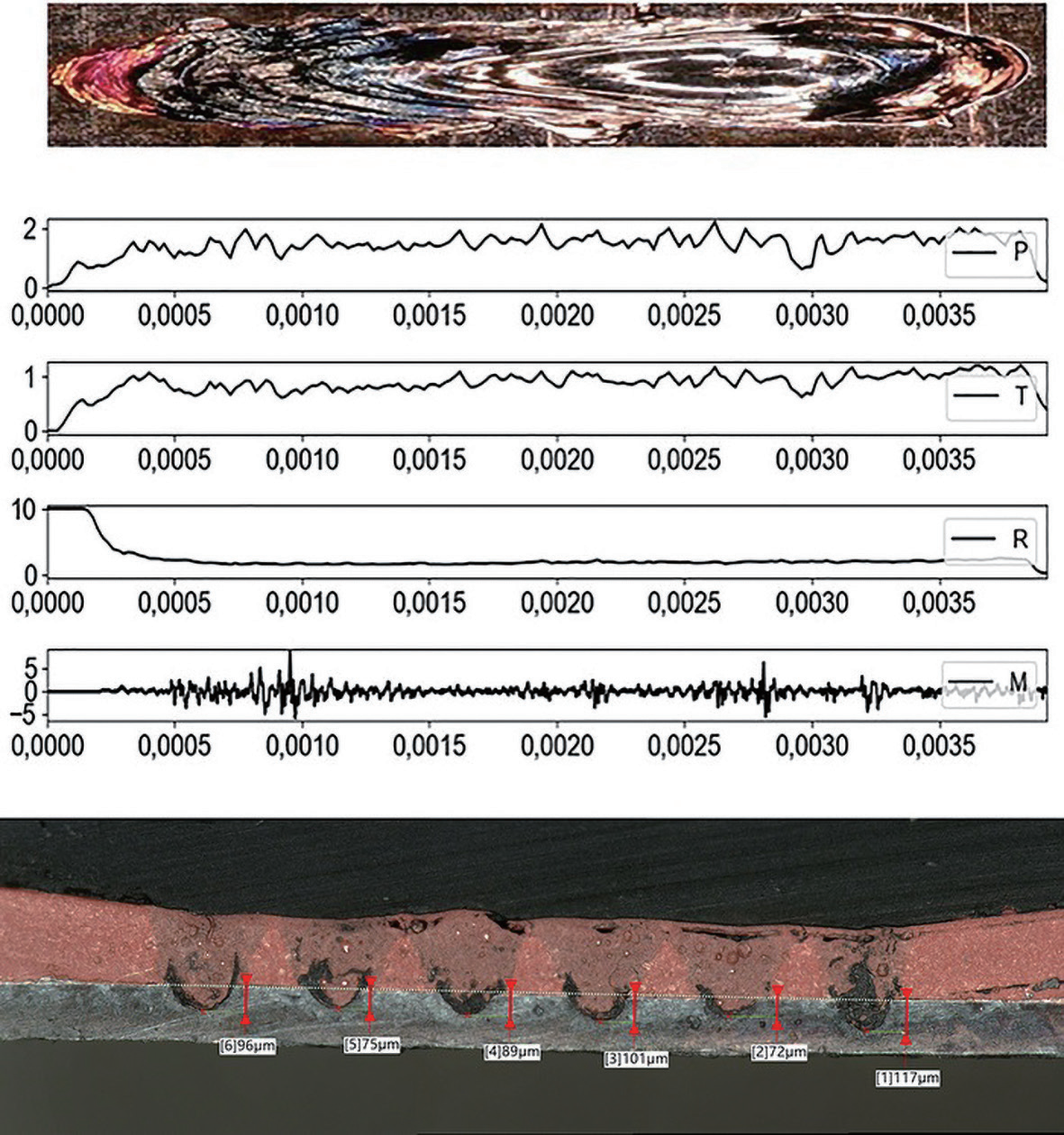
图2:参考激光焊接过程中等离子体(P)、温度(T)和背反射(R)传感器以及麦克风(M)的信号特征(上图),以及参考参数组合P=1000W和v=380mm/s的横截面(下图)
在所有重复的参考焊接过程中,上述传感器系统用于记录光谱和声发射。图1显示了参考焊接的发射信号示例。对等离子信号和温度信号的分析表明,在焊接过程开始时,信号会上升到一个平均值。随后,这些信号在平均值附近出现低振幅波动。在焊接过程即将结束时,信号迅速下降到0V,而等离子体信号则更早达到这个值。
对这两个信号的直接比较表明,它们在时间上大致同步。特别是,等离子体信号的减弱往往与温度信号的减弱相吻合。背反射信号开始时的特点是信号值超过传感器的数值范围。在这一初始阶段之后,信号值逐渐减弱并稳定在一个恒定的水平上。
在声波信号中,焊接过程开始时检测到0V左右的小信号波动。在0.0006秒的持续时间内,这些波动的幅度在短时间内急剧增大。在焊接过程中,信号波动较小,只有少数例外。
在参考过程中观察到的这些发射信号特征,可以直接与焊接过程中发生的现象联系起来,同时考虑到已有的研究成果:在焊接初始阶段,铜表面会受到激光辐射,大约37%的辐射会被固相吸收。因此,近三分之二的激光辐射被铜表面反射,从而导致R传感器发出大量信号。
吸收的辐射导致加热,使铜从固态转变为液态。熔池的形成增加了吸收的激光辐射量,从而使R传感器检测到的辐射减少。与此同时,由于熔池的热辐射,T和P传感器的信号特征增强。达到汽化温度后,相互作用区形成蒸汽毛细管,T和P传感器达到平均信号水平。
焊接过程开始时传声器的信号偏移与从热传导到深透焊接的突然过渡有关。在这一过程中,由于蒸发过程,来自毛细管的质量流量突然增加,从而导致声发射上升。这一解释与Bastuck 等人报告的结果一致,他们发现在达到深透焊接阈值时会有更高的声发射。深透焊接过程中四个发射信号的波动是由毛细管振荡引起的,毛细管振荡导致金属蒸汽密度的变化。
观测到的P和T传感器信号特征之间的相关性可归因于蒸汽羽流,它发出的辐射波长范围很宽,因此蒸汽羽流对P和T信号都有贡献。为了验证相关性,对所有焊接试验进行了皮尔逊相关性分析,同时还考虑了等离子体或温度信号与背反射信号之间的相关性。用于检验零假设的平均概率(p值)分析表明,所有相关性均具有统计学意义,p值均低于显著性水平0.05。
计算得出的相关系数(r值)显示,温度和等离子体信号与背反射信号之间的线性相关程度较低,分别为-0.56和-0.51。
此外,温度和等离子体信号之间的线性相关程度很高(r值为 0.91),从数学角度证实了图2中观察到的信号变化的依赖性。0.91的r值与Eriksson等人的研究中计算出的0.92的相关系数几乎一致。
B.采集和评估失效焊接接头的原始信号特征
在记录了参考信号的过程发射并分析了典型信号特征后,开始考虑存在缺陷的焊接过程。在保持激光功率和进给速度与参考焊接设置相同的情况下,通过添加干扰变量有意引入焊接缺陷。表1列出了所研究的缺陷以及产生缺陷的相应程序。图3提供了所研究缺陷的信号汇总,参考过程的信号显示为黑色。
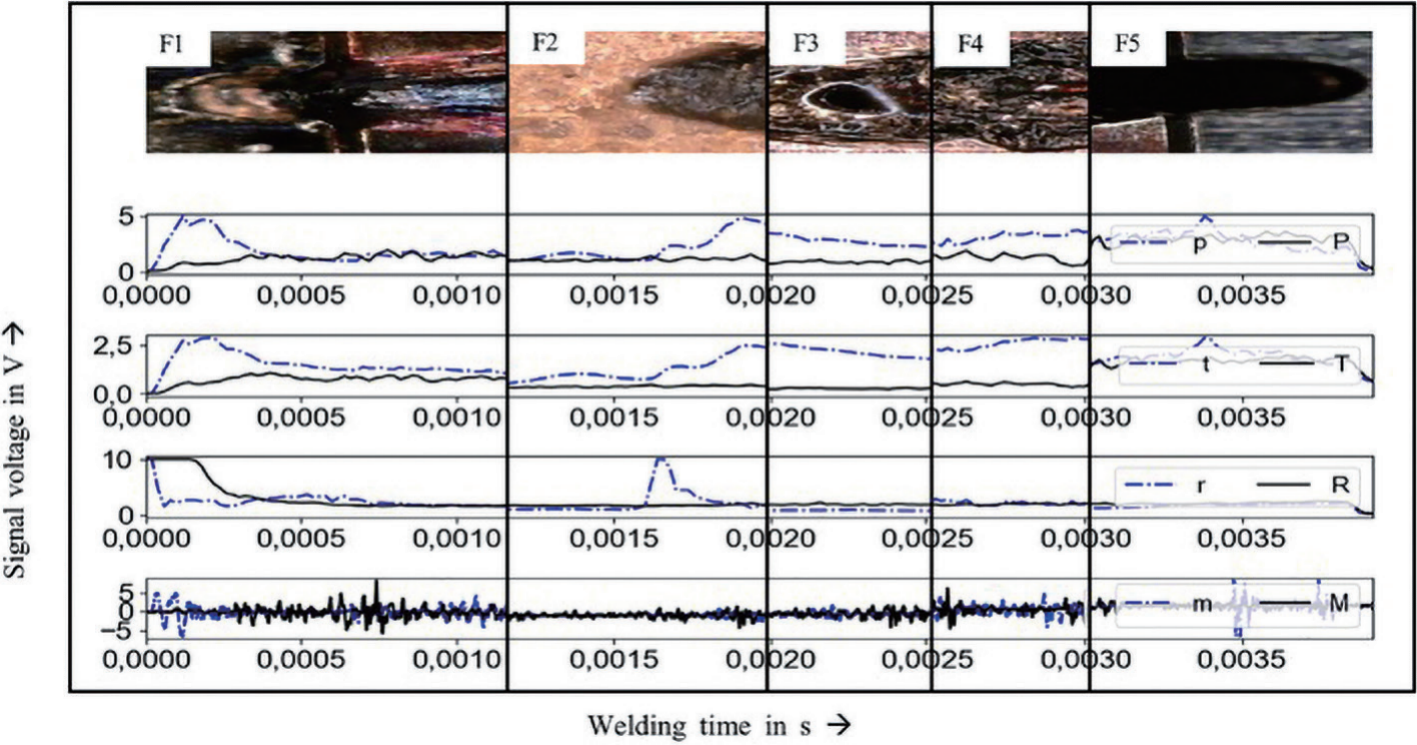
图3:F1-F5不同故障情况下的信号特征(P、T、R、M)与参考信号(P、T、R、M)的比较
图3中的缺陷情况1是由于焊缝错位造成的,即焊缝起始位置在铜样品之前。这种情况在实际生产环境中可能会发生,原因是电池连接器的方向或位置不正确,这对电池触点尤为重要。与参考信号进行比较后发现,所有四个信号特征都存在偏差。等离子体和温度信号在焊接过程开始时急剧上升,而背反射信号的下降速度比参考信号快。声学信号显示出短而高的信号振幅,表明焊接出现了偏差。
除了这种偏差之外,还考虑了制造过程中可能出现的各种组件污染情况。这包括在铜或Hilumin表面涂抹机油或通用机油。缺陷情况F2表现为延迟开始焊接,在0.0015秒之前没有焊接过程活动。这种延迟在背反射信号和声学信号中都很明显,这两种信号始终低于各自的参考信号。
污染阻碍了激光辐射与铜表面之间的相互作用,导致反向反射辐射减少,没有形成蒸汽毛细管。声学信号中的低信号幅度,是由于键孔的质量流量不足造成的。在大约 0.0015秒时,焊接过程开始,显示出与无缺陷焊接开始类似的信号行为,尽管等离子体和温度信号的值较高,这归因于机器润滑脂的蒸发。
在缺陷案例F3中,通用机械油污染了铜表面,导致飞溅形成和焊缝不规则。虽然没有观察到完全的焊接失败,但过程行为明显不稳定,尤其是图3中的0.002至0.0025秒之间。在这个时间段内,等离子体和温度信号明显偏离参考值,这表明机油蒸发过程导致了高信号水平。相比之下,声学信号未发现异常。
另一个缺陷案例F4涉及Hilumin表面被机器油脂污染。如图3所示,该缺陷导致焊缝表面不规则,工艺行为不稳定。对信号特征的分析表明,P信号略有升高,而T信号则明显偏离参考值。背反射信号未显示出明显差异,声学信号中偶尔可见异常值,但根据目视焊缝评估无法将其归因于特定缺陷。
最后一个缺陷案例涉及铜样品上的焊接,代表焊缝错位。当激光辐射与Hilumin样品相互作用时,观察到等离子体、温度和声音信号上升。但是,背反射信号没有出现异常。由于光速和声速不同,声信号的振幅相对于误差时间略有延迟。
C.考虑统计特征
焊缝缺陷的检测可通过将信号与参考信号进行比较来实现。另一种方法是利用统计信号特征进行过程监控。这些统计量的选择基于当前的技术和科学知识。除了用于描述中心倾向(平均值、中位数和模式)和变异性(四分位距、范围、方差和标准偏差)的传统测量方法外,还考虑了线性矩的应用。Yusof等人曾使用这些矩来检测不规则性。
最初,该测量表示超过0.5V的预定义阈值的信号振幅总数。然而在本研究中,AE计数被用作相对值,表示超过定义阈值的数据点的比例。
为了确定阈值,首先计算所有数据点的绝对值,然后计算算术平均值。然后将该平均值乘以 1.5,确定AE计数1 (AEc-1)测量的阈值,再乘以2.0,确定AE计数2 (AEc-2)测量的阈值。这些阈值适用于频谱信号和声学信号。用于信号分析的另一个指标是频带功率,它表示特定频带内的平均功率。在本研究中,计算频带功率时使用了各自信号的整个采集频率范围。
统计比率是根据参考信号和有焊接缺陷的焊缝的原始信号计算得出的,由于每个焊接过程记录了四个发射信号,因此每个统计参数有四个值。将计算出的特征与参考焊缝的特征进行方框图比较,并考虑其在参考焊缝特征所覆盖区域内的位置,从而确定对焊缝缺陷敏感的信号特征。如果某个特征在此范围内,则表明焊接缺陷在无缺陷参考激光束焊接过程的变化范围内,从而证明根据该特征无法检测到缺陷。
对所有四种传感器都采用了方框图评估方法。表2列出了根据所述评估方法确定的适合检测焊接缺陷的信号特征概览。合适的统计量以绿色标出。对表2所列信号特征的分析表明,利用P传感器和T传感器的信号特征,无法检测到以焊接端与铜材料相邻的错位为特征的焊接缺陷F5。然而,通过线性矩、LSkew和LScale以及R传感器的75%四分位可以检测到。
同样,声信号的方差和标准偏差也有助于检测这种焊接缺陷。与此相反,焊接缺陷F1(与邻近带状材料的焊接起始点错位相对应)可利用频谱发射的几个特征进行检测。事实证明,T传感器和P传感器的偏度、峰度和线性标度等测量方法是有效的,而声学测量方法则无法检测出这一误差。对于F2(铜表面被GLEITMO® 588M污染)和F3(铜表面被机油污染)缺陷,所有信号都有多种潜在特征。
此外,F4缺陷涉及GLEITMO 588M对Hilumin表面的污染,可通过T信号和P信号得出的大量统计量进行检测。然而,R信号和A信号却无法检测出这一误差。未能检测出F4号焊接缺陷的原因可能是缺陷焊接过程与参照物相似,导致毛细管蒸汽诱发的声音产生率相当。
有缺陷焊点的破坏力为82.50N,与参考焊点的25%四分位值89.68N非常接近,从而支持了这一假设。不过,由于焊接过程中机油蒸发产生的等离子辐射较亮,因此仍可根据T和P传感器识别缺陷。
D.焊接深度与信号特征之间的相关性
前面的分析表明了工艺缺陷与特定信号特征之间的相关性,其中对焊缝质量的评估主要是定性的。另一种方法是根据统计信号特征对焊缝进行定量评估。为了建立焊接深度与统计信号特征之间的关系,焊接速度以10mm/s为增量从360mm/s变为510mm/s,同时保持1000W 的恒定激光功率。
随后,根据横向截面确定了焊接深度。图3显示了每个测试点重复焊接五次后获得的平均焊接深度。曲线显示,随着进给速度的增加,熔透深度几乎呈线性下降。在考虑了焊接深度后,对统计变量进行了研究,重点是那些表现出观察到的相关性的变量。
就P信号而言,对图4中统计变量的研究表明,焊缝熔透深度与平均值和中值特征之间存在正相关。方差也与焊缝深度呈正相关。同样,T传感器的平均值、中位数和方差统计量也显示出正相关性。值得注意的是,在速度为440毫米/秒时,所有曲线的所有特征都明显不规则。这些异常可能是由于干扰源造成的,例如在实验过程中铜样品受到轻微污染。
对R信号统计量的分析表明,有许多测量值与焊缝熔透深度有关。Skew、LSkew、Kurt和LKurt 特性呈正相关。相反,平均值、中位数、SD、MAD、IQR、LScale和BP等统计量与焊缝熔透深度呈负相关。
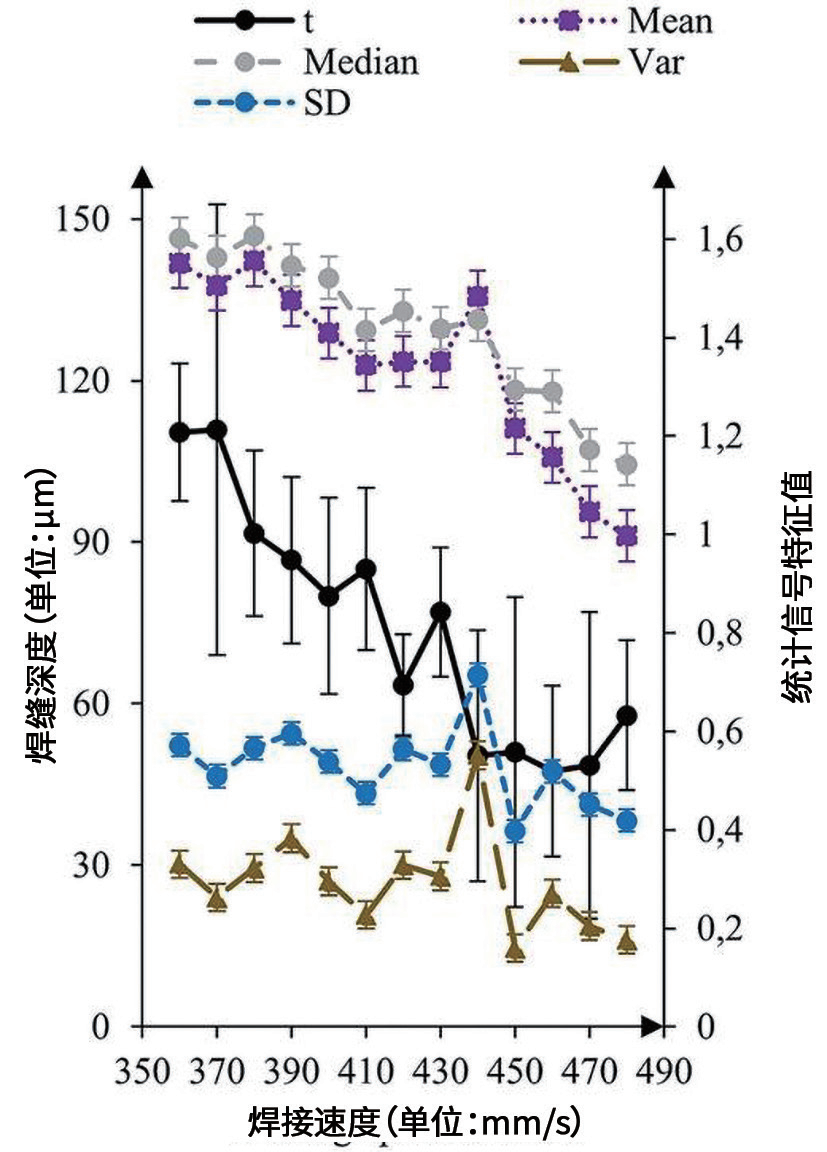
图 4:焊接速度对焊接深度和等离子信号统计特征的影响,以及每次测量的最小值和最大值
图4所示的声学信号特征显示,统计量BP、LScale和IQR与焊缝熔透深度之间存在正相关。相反,线性矩、LKurt和LCV则呈现负相关。因此,焊缝熔透深度的减小对应于信号特征的增加。这些相关性与Yusof等人的研究结果一致,并得到了他们研究结果的进一步支持。
结论
本研究旨在探讨利用光谱和声学过程发射检测和识别电池片接触过程中焊接缺陷的潜力。通过反复测试和剪切拉力测试,确定了一种参考焊接工艺,该工艺表现出稳定性和可重复性,证实了其可靠性。参考焊缝的发射信号表现出与焊接过程不同阶段相关的明显特征。随后,对故意引入缺陷(包括错位和表面污染)的焊接过程进行了分析。
与参考焊缝相比,这些缺陷焊接过程的信号显示出不同的信号特征。此外,研究还探索了利用统计信号特征进行焊接缺陷检测的方法。为此采用了各种统计量,包括Hosking线性矩。通过使用方框图比较参考焊缝和缺陷焊缝的这些测量值,确定了与焊缝缺陷相关的适当统计量。
此外,该研究还通过确定平均焊透深度并探讨其与统计信号特征之间的关系,对焊接质量进行了定量评估。研究发现,特定统计变量与焊缝熔透深度之间存在正相关关系。总之,本研究证明了分析统计量对检测和评估焊缝缺陷的有效性。研究结果有助于理解焊接过程中的信号行为,并为焊接应用中的过程监控和质量控制提供有价值的见解。
进一步的研究可以探索使用统计特征的方法是否可以应用于其他领域。此外,还应该研究将焊缝划分为不同部分如何能提高焊缝故障的检测能力。
作者:Johannes Heilmeier、Michael K. Kick等
来源:荣格-《国际工业激光商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


