 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



Darlington Snacks是一家正在蓬勃发展的家族式零食制造和包装企业,位于美国密苏里州充满活力的乔普林市。该公司成立于1982年,已经从一家当地的小型企业发展成为在零食行业中备受瞩目的全国性大公司。Darlington Snacks公司以生产各种高质量、创新和美味零食产品而广受赞誉,这些产品也迎合了消费者多样化的口味需求。

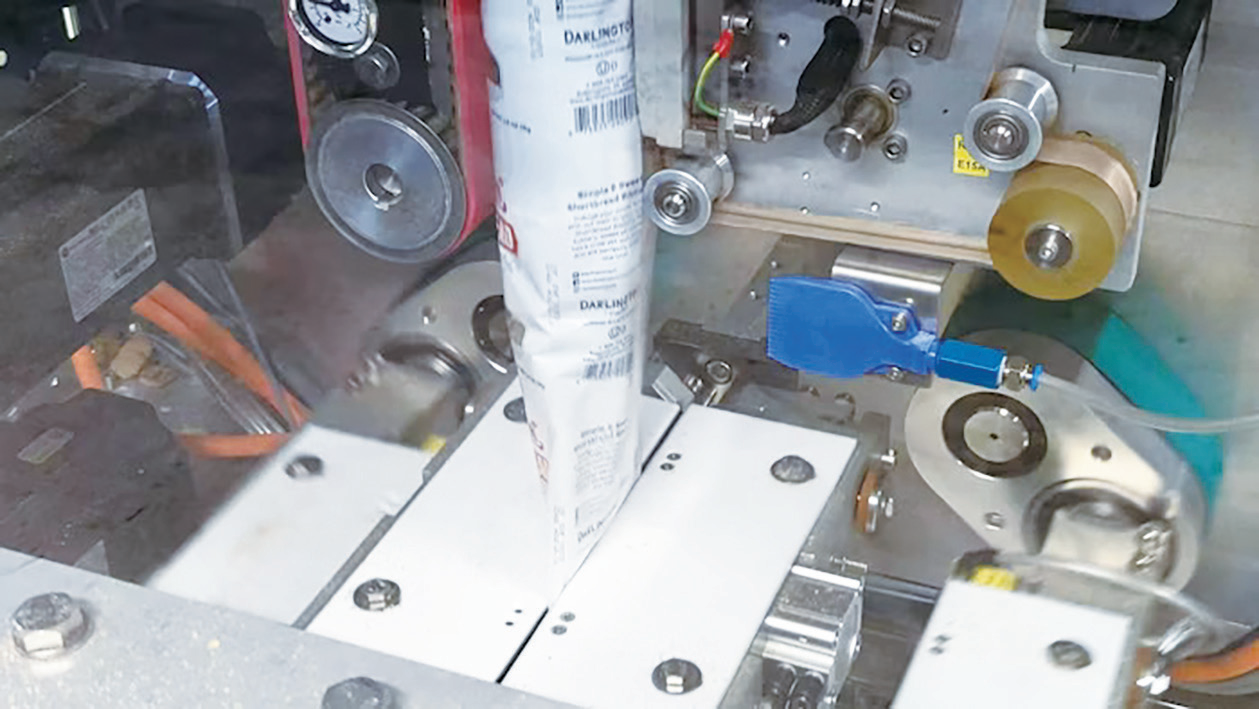
两台高速垂直成型-填充-封口(vf/f/s)包装机是新生产线的核心,每台机器的运行速度可达到150袋/分钟。图中展示的是连续运动的密封夹爪闭合在柔性薄膜上。
Darlington Snacks为托儿所、学校和医疗保健行业提供服务,公司一直为其产品臻选最优质的原料。他们尽可能与当地农民和供应商合作,支持当地经济的同时确保在产品中使用最新鲜、最高品质的原料来生产其零食产品。这种对质量的执着为该公司赢得了“全美范围内生产最美味、最健康零食”的声誉。

装袋机上方是两台由振动输送机输送的组合秤。
不久前,这家零食公司的管理层意识到,他们在人员配置方面正面临着重大挑战。由于公司位于一个食品制造厂密集的地区,因而在寻找熟练工人方面面临激烈竞争。有许多工厂出现了人手不足的情况,企业在忙于招聘的同时,也要求在岗员工更加努力以应对生产需求,这让现有员工不堪重负。
通过垂直成型-充填-封口设备进行密封。
此外,确保包装的准确性和满足客户的产品需求也是一大挑战。由于该公司主要为学校和医疗机构提供食品服务,他们面临着对单份包装零食越来越大的需求,这些零食不能由多方处理,尤其是在新冠疫情期间。
在2021年拉斯维加斯包装博览会上,Darlington Snacks公司的代表们见识了Viking Masek Velocity垂直成型-填充-封口包装机填充单份零食包装的惊人速度。在此之前,Darlington Snacks负责生产的副总裁Brad Schweiss已经对Viking Masek的包装设备有所了解。
Schweiss解释道:“我在Darlington工作了六年,但在行业内工作了30多年。所以我很熟悉Viking Masek以及他们的服务和能力。”
在与Viking Masek的零食包装专家团队接洽后,Darlington Snacks购买了一套完整的零食包装系统,包括两条合并成一个装箱线的包装生产线。接下来,我们来了解一下每条包装线上的生产过程。
振动进料
零食产品首先通过Eriez的振动进料斗进入自动化包装系统,然后被送入Frazier & Son的Whiz Lifter C型斗式提升机。后者将零食垂直输送到Eriez给料器,该给料器再将产品输送到大和(Yamato)的ADW-0-0120F 20斗组合秤上,在那里产品被快速而准确地称重。接下来,这些零食被轻轻地放入VFFS Velocity立式包装机上已经成型的袋子中,每台机器的速度为150袋/分钟(两条装袋线速度均为300袋/分钟)。
采用罗克韦尔(Rockwell)的控制和专利伺服驱动双夹爪技术,Viking Masek将Velocity称为“世界上最快的VFFS包装机”。它的生产速度可达300袋/分钟。独特的中央供料系统和自然平衡的密封轮廓设计,能够实现在所有速度下的无振动、极其平稳的操作。该设备用途广泛,可生产尺寸在60 x 90毫米(0.66 x 3.54英寸)至300 x 1000毫米(11.8 x 39.37英寸)范围内的包装。对于Darlington公司来说,其灵活性很有吸引力,因为该公司生产的袋子尺寸从4.25 x 5.5英寸到8 x 10英寸不等。

瓦楞纸箱在这个系统的成型机上进行组装,然后通过辊式输送机送到两个直角输送支线上,每条支线都通向一个批量计数闸门,用于统计装入箱子的袋子数量。
Velocity包装机集成了来自Linx的连续喷墨打码机,因此可在每个袋子上打印日期代码信息。封口后的袋子滑落到由Multi-Conveyor提供的Z形取货输送带上。成品袋经过大和(Yamato)的CSJ22L-00/CE31检重秤以检验准确性,然后从Z形Multi-Conveyor落下并通过AS&E批量计数器的闸门筐,直接落到闸门下方等待的箱子内。筐内有一个光幕传感器,每次有袋子掉下来都会被计数。当达到正确的袋子数量时,就会向Velocity打包机的控制器发送信号,并通过控制器发送信号给批量闸门,使其关闭足够长的时间,让装满的箱子输送走。新的箱子进来并就位后,批量闸门打开,袋子继续落入,准备进行下一批次的包装。

这里展示的是通往批量闸门计数器的两条输送带中的一条。
值得一提的另一个小功能是,在装袋过程中,一对连接到气动装置上的真空吸盘会附着在箱子一侧的底部侧壁上,并持续进出运动。这种搅动可以确保袋子均匀分布在箱子里,而不是都集中在箱子的某个角落。瓦楞纸箱在这套系统上进行组装,并通过辊式输送机将瓦楞纸箱送到两个直角传送带的其中一个,每个直角传送带都通向一个批量计数闸门,该闸门将袋子计数到纸箱中。
至于纸箱的成型,就在离两个批量闸门计数器不远处进行。Veritiv Lantech C-400将扁平坯料组装成瓦楞纸箱,并将其放在辊式输送机上,输送机通向两个直角输送支线。每条支线都通向一个批量闸门,纸箱根据需要被输送到此。一旦纸箱从批量闸门计数器那里接收到一批袋子,它就会被另一条直角辊式输送机带走,这条输送机将纸箱以单列形式送到Veritiv Lantech CS-300纸箱收口机。稍后,纸箱经过由Foxjet Marksman Matrix控制器控制的Foxjet ProSeries Trident喷墨打印头。当成品纸箱到达生产线的末端时,它们被手动堆放在托盘上,然后托盘被转移到存储区域,在那里等待被运送到全国各地的学校、托儿所和医疗机构。
在装上送货卡车之前,整个零食包装生产线都是在Viking Masek位于威斯康星州奥斯堡的美国总部建立、测试和完成的。
试运行
“在我们的自动化设备交付之前,我带着工厂的工程师去了Viking Masek,查看了系统的功能、慢动作视频进行评估,并在发货前对生产线进行了试运行,所有一切都按我们需要的方式进行了标记。”Schweiss解释并补充说,Viking Masek全面的测试和检查过程给他留下了深刻的印象。
Viking Masek在Darlington Snack公司的工厂现场组装了整个系统。新的零食包装线与他们的包装配置无缝衔接,为客户需求提供了完美的解决方案。
Schweiss评论道:“我们不用担心集成问题,因为Viking已经为我们解决了这一问题。我们购买的是一个完整的系统,从那以后它一直运行得很好。”Darlington Snack公司在自动化包装系统方面的最大胜利是批次计数的准确性——他们表示,它始终准确无误。
“对我来说,真正棘手的是下游环节,能够使计数器正常工作。”Schweiss在谈到其包装线的准确性时解释道:“我们必须在正确时间以正确顺序将箱子组装起来并运送到两个工作站,然后再进行码垛操作。它运作得天衣无缝。”如今,Darlington的包装操作、箱子运输和封箱都实现了自动化。以前需要执行这些操作的员工已被调配到设施的其他区域。自从采用自动化技术以来,该公司在产量和劳动力相关挑战方面取得了显著改善。
Schweiss说:“自动化减少了浪费、过度包装和次品的数量。这让我们的客户体验更好,因为我们不会出现无法交货的情况。我很高兴地向大家报告,我们的产量翻了一番,而生产线上的劳动力减少了大约40%。”
作为单一来源供应商,Viking Masek负责整个系统的所有工作,从包装线组件的采购、组装和测试,到交付和安装,最后是整个系统的技术支持。
“Viking Masek为我们提供了极大帮助,包括强有力的售后支持,而且响应迅速。当我们遇到问题时,Viking Masak总会处理得很好。我非常看重他们的专业知识,会向任何希望实现自动化包装操作的人推荐Viking Masek。我也期待希望再次与他们合作。”Schweiss评论道。
作者:Pat Reynolds
译自Packaging World杂志
来源:荣格-《 国际食品加工及包装商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


