 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



由高刚性和高强度面板和轻质芯材制成的夹层结构具有极高的重量比弯曲和屈曲刚度。因此,它们常被用于容易出现屈曲的大面积轻质结构,例如:风力涡轮机转子叶片、船体、货车挂车以及飞机机翼、襟翼和机身。

标题图:夹层结构被用于风力涡轮机转子叶片以及其他应用 © Pixabay
夹层结构的轻量化效果基于Steiner原则。根据该原则,面积惯性矩随着两面板间距的平方而增大。芯材实质上发挥着垫片的作用并与两个面板牢固连接。该结构的机械性能可用夹层理论来说明。针对一般承受弯曲载荷的结构,夹层设计与整体式结构相比可减轻高达70%的重量。
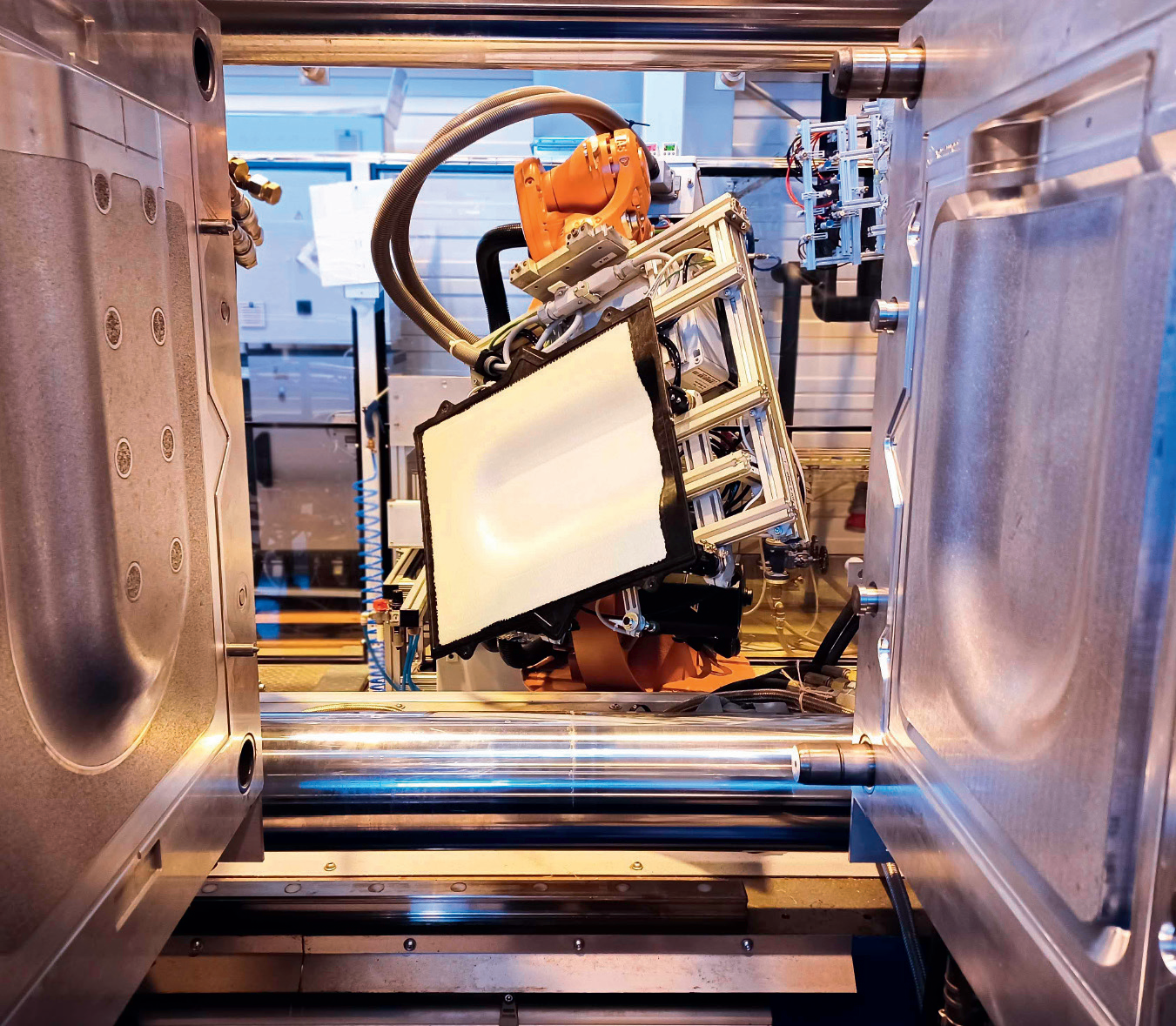
图1:热塑性夹层模制成型的工艺工程实施 © Fraunhofer IMWS
针对上述应用中数量相当少的大面积结构,目前主要使用基于热固性纤维增强复合材料外层和泡沫或蜂窝芯材的夹层结构。由于部分子步骤需要人工进行并且涉及化学固化反应,因而周期时间通常为若干小时。
大规模生产的轻质结构
为了发挥轻质结构的巨大潜力,并将纤维增强复合材料夹层结构的相关材料和资源效率用于大批量生产的部件,利用热塑性纤维增强复合材料和芯材来实现相应夹层部件的研究已进行了多年。各种生产模制夹层部件的工艺路线均可尝试,它们在步骤序列、模制和固结(芯材和面板的粘合)方面有所不同。
通过利用热塑性夹层成型技术(TS成型),弗劳恩霍夫材料与系统微结构研究所(IMWS)开发了一种可加工预固结热塑性夹层半成品的工艺。在这一过程中,成型步骤通过在封闭模具中热成型进行,同时还可通过注塑成型进行额外的功能化。
热塑性夹层半成品由热塑性泡沫或蜂窝芯材和纤维增强热塑性塑料面板组成,例如:织物增强有机片材或单向(UD)带层压板。
转化为工业实践
在弗劳恩霍夫 IMWS 研究所的研发过程中,研究人员对ThermHex Waben GmbH公司生产的热塑性蜂窝夹层结构进行了研究。由聚丙烯(PP)制成的蜂窝芯材通过连续工艺生产并与玻璃纤维增强(GF)面板固结成扁平的夹层半成品。为了开发TS成型技术,弗劳恩霍夫聚合物合成与加工试验中心(PAZ)配备红外烘箱和热处理系统的注塑机(型号:KM 200,制造商:Krauss Maffei)被选用。
在中试规模下实施合适的模具和加工技术能够使研究成果有效地转化为工业实践。根据对热塑性蜂窝夹层半成品热成型行为的初步研究,开发并实施了设备和模具概念(图1)。
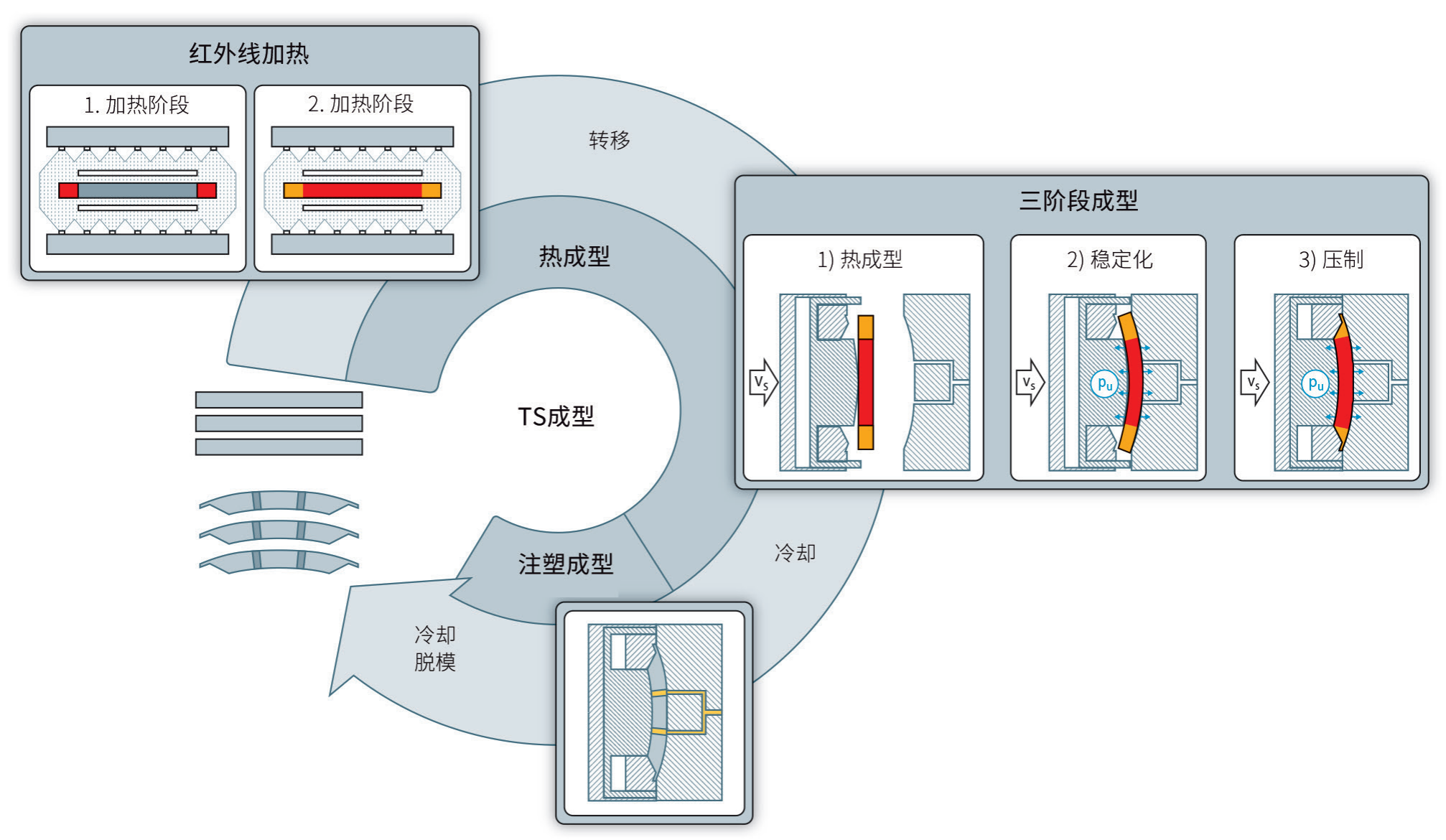
图2:热塑性夹层模制成型的工艺流程图(来源:Fraunhofer IMWS;图:© Hanser)
该工艺(图2)包括以下步骤:
1、在红外炉中加热夹层半成品;
2、移至温控成型模具;
3、经加热的夹层半成品进行热成型;
4、通过注塑成型实现功能化;
5、移除即用型部件。
研究人员对由PP蜂窝芯材和热塑性单向带GF/PP单层交叉层压面板制成的总高为10mm的夹层半成品进行测试,证实了周期时间约为1分钟。为此,尺寸为300 x 355mm²的夹层部件样品进行了三维热成型并通过注塑成型在边缘进行了额外的功能化(图3)。除了形成三维轮廓外,热成型工艺步骤还能够对具有相应过渡几何形状的圆周边缘进行芯材熔化和压制,从而使夹层部件的边缘闭合。

图3:部件样品:该三维模制夹层结构具有注塑成型的部件边缘、锯切部件(上)和略有变化的面板材料(黑色部件)© Fraunhofer IMWS
在同一模具中还可以在闭合的边缘区域实现进一步的功能化。部件样品展示了通过在环形边缘上局部插入金属螺纹嵌件作为潜在的固定点来实现注射成型的可能性。
温度过高可能引起的塌陷
热塑性蜂窝夹层结构热成型工艺在开发过程中遇到的最大的挑战,是对成型所需的夹层半成品的温度条件进行针对性设定。一方面,夹层结构必须利用这种方式加热才能通过面板层的剪切变形和单层滑动来实现三维成型。另一方面,如果温度过高,蜂窝芯材就有塌陷的风险。
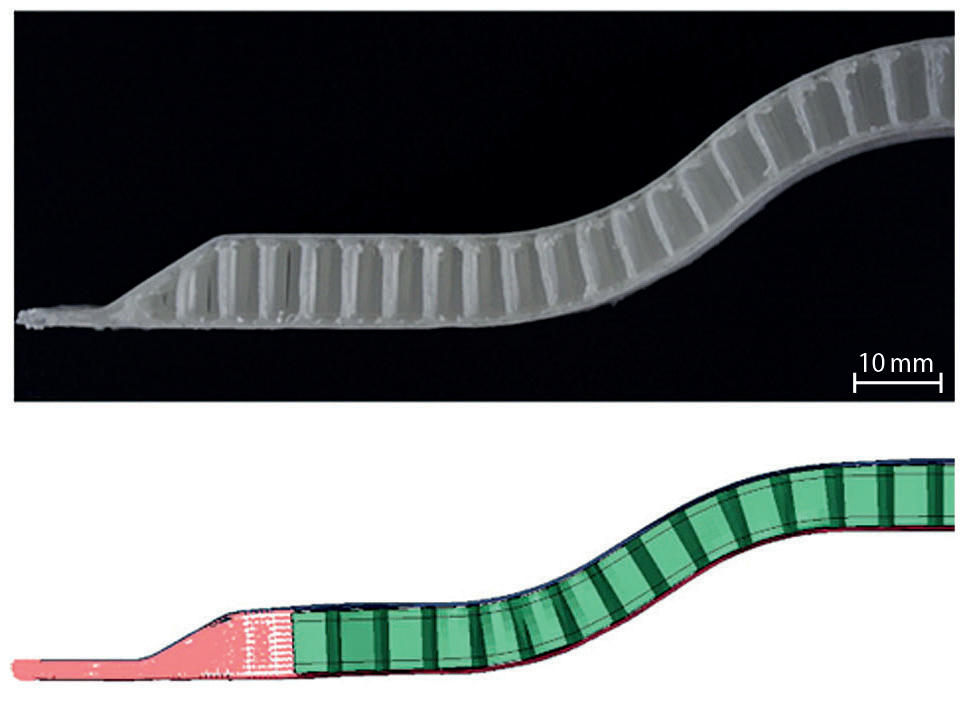
图4 含蜂窝芯材的三维模制夹层结构的剖面图(上)和工艺模拟模型(下)© Fraunhofer IMWS
针对工艺开发,广泛的工艺模拟模型被开发出来后,可用于对夹层复合材料在各个部件(面板、芯材、界面层、 注塑化合物)相互作用下的温度依存性三维变形,以及芯材熔融和功能化进行描述(图4)。最后,系统的工艺研究使模具中夹层结构的针对性加热和稳定化得以发展成为一种稳健的工艺,从而能够在配备合适的红外加热技术和热处理系统的通用注塑机上实施。它使该工艺可与有机片材的加工和包覆成型相媲美。但是,用热塑性夹层半成品(有机夹层)代替有机片材能够使部件重量和材料利用方面的效率进一步提高。
结构行为的预测
在经加热的夹层半成品的热成型过程中,面板在蜂窝芯材上滑动。由于连续纤维增强面板的伸长能力较低,因此必须对部件周边区域的材料进行后续拉伸来达到适当的成型度。蜂窝芯材在这一过程中几乎完好无损(图4):蜂窝结构的单元壁也垂直于位于夹层成型区域的面板,从而使它们保持恒定的距离。
根据夹层理论,外部弯曲载荷主要由面板承受。它们承受压缩和拉伸正应力。蜂窝芯材主要承受剪切载荷并沿夹层厚度方向传递压缩载荷。受载夹层部件的弯曲变形由面板的刚度和彼此之间的距离,以及芯材的剪切刚度决定。
因此,在相应的弯曲测试中对蜂窝夹层结构的性能进行表征。结果表明,芯材高度为6mm、GF/PP面层厚度为0.5mm的PP蜂窝夹层与厚度为4.5mm的GF/PP整体层合板具有相同的弯曲刚度。但是,夹层结构的重量仅为整体层合板的四分之一多一点。这意味着特定静态弯曲载荷情况下的重量减轻潜力超过了70%。
当然,对于实际部件而言,还必须考虑更多常见组合的载荷情况。即便如此,夹层结构仍然可以显著减轻重量。针对结构设计,除了分析设计规则之外,有限元分析等数值计算方法也被采用。通过与纤维增强面板和蜂窝芯材的自适应材料模型相结合,它们能够准确预测三维成型夹层部件的结构行为。
总结与展望
TS成型技术能够实现重量优化轻质结构的大规模生产。通过热成型和注塑成型功能化,夹层结构的原理可以有效地转移到三维成型的轻质部件中。通过这种方式,重量可减轻达百分之几十。
在汽车以及机械和设备工程领域的众多应用中,该技术能够为提高资源效率和减少材料消耗做出重大贡献。在目前的研究项目中,Fraunhofer IMWS 正在研究将新开发的技术转移到车辆内饰和结构车辆应用领域的具体部件上。
本文翻译自Plastics Insights杂志
作者:Dr.-Ing. Ralf Schlimper,Dr.-Ing. Matthias Zscheyge,Dr.-Ing. Thomas Glässer,Prof. Dr.-Ing. Maik Feldmann
来源:荣格-《国际塑料商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


