 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



冷却厚度超过20 mm的注塑件往往需要超过10分钟。将注塑件分成两到三层来分次注塑能大幅度缩短冷却时间,但却需要增添设备。此文从理论、方法、壁厚与成本效益等角度来探讨多层注塑降本增效的方法,“三明治”布局与用风扇做模外冷却的效果尤其显著。
图1: 一模厚壁透镜
多即是少
当熔体在模具中冷却时,型芯的热量通过塑料本身传导到冰冷的模壁上去。冷却时间C是正比于壁厚t的平方。冷却时间方程式是C = a t2,其中a 是比例常数,与模壁温度有关。图2表达了冷却条件,其中,Tw代表冰冷的模壁恒定温度。
如果将壁厚t 分为两层,分别称之为型坯层和覆盖层,壁厚分别用t1和t2代表,故 t = t1 + t2。
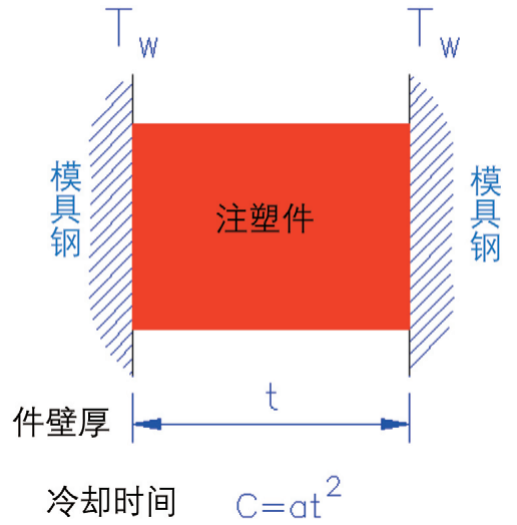
图2: 单层成型
图 3中,红色表示型坯层和覆盖层在同一台注塑机中的两个型腔内同时成型。当覆盖层成型时,型坯层已经被冷却,因此用蓝色表示。
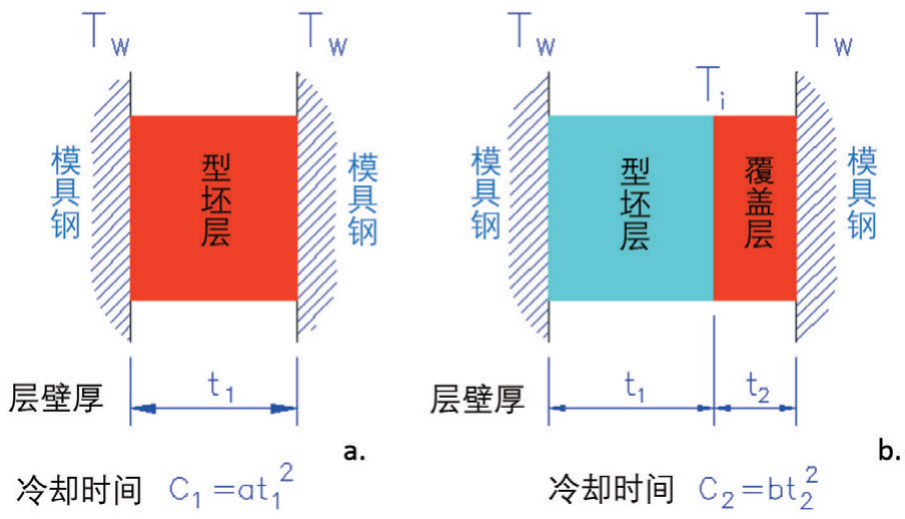
图3: (a) 成型型坯层; (b) 成型覆盖层
在图3(b),覆盖层与型坯层界面的温度 Ti 不是恒定的。要找出覆盖层的冷却时间,一个近似状况是:由于与模具钢相比,塑料是个不良导体,所以可假设型坯层在覆盖层成型时起到绝缘作用。在热传导理论中,没有热量流到绝缘体,也就是说,在Ti界面的温度坡度是零。
假若覆盖层厚度是2t2 而两边的温度都是Tw,通过对称理论,中间的温度坡度是零,见图4(a)。结果, 图4(b)的覆盖层冷却就如图4(a) 的一样,但厚度双倍了。
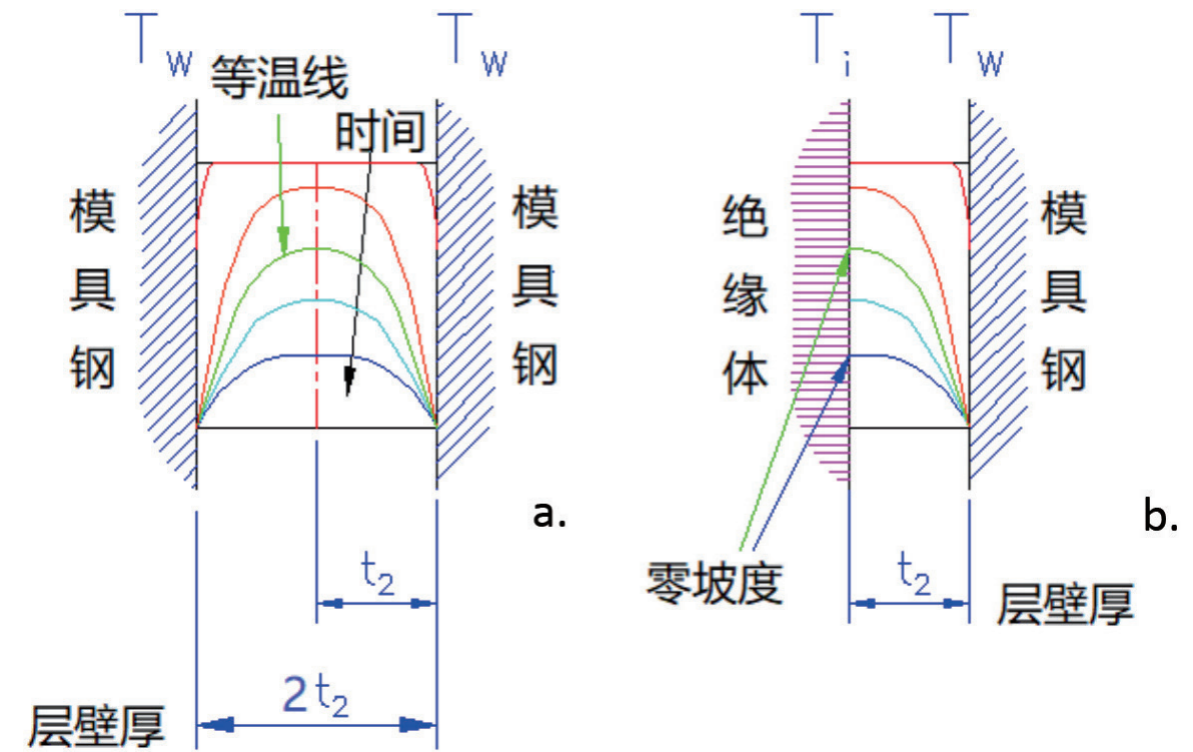
图4: (a) 两边模壁都是Tw ; (b) 一边模壁是Tw ,另一边的温度坡度是零
当 C1 设置为等于 C2 时,该假设导出 C1 = a t12 = C2 = a (2 t2)2 = 4a t22 = b t22,而 b = 4a。
由于t = t1 + t2且t1 = 2 t2, 所以t1 / t = 2/3。此t1 / t 的比例称为 2/3 规则。
双层注塑
所有双层注塑工艺都使用图 3 的冷却条件。在进行覆盖成型时,这些工艺的不同之处在于如何将型坯冷却到图3(b)中的蓝色型坯的状态。
我们将考虑三种冷却型坯方法:隔夜冷却、模外冷却和模内冷却。对于模外冷却,考虑使用标准注塑机或双组分注塑机。模内冷却则用一台三工位双组分的注塑机。
◆ 隔夜冷却(方法1)
最简单的双层注塑方法是将型坯冷却一个晚上,第二天将其取出放在另一台注塑机上的另一套模具中覆盖成型。此法需要洁净室存储型坯层,以免灰尘也被覆盖进去。
界面温度 Ti 从室温开始。当型坯层被覆盖层的熔融加热后,Ti 会上升。在制作型坯层时,利用图 3(a)中更优良的冷却条件,设置 t1 > t2。
型坯层和覆盖层成型的周期时间应大致相同,避免型坯层过多或短缺。相应地,它们的冷却时间也大致相同。C1 = C2,故t1 / t = 2/3。
◆ 风扇冷却(方法2)
为了避免使用过大的洁净室,方法 2 不采用型坯层冷却过夜的方式,而是将它们取出到风扇区冷却数个周期(例如 8 至 12个周期),再放回模具进行覆盖成型。因此,Ti 的起始温度比室温要高。此方法用的注塑机可以是标准的或双组分的。 图5显示在标准注塑机上用两个型腔进行生产的顺序。
图 5(a)显示已冷却的型坯层插在上腔的模芯里。 模具闭合后,当下腔阀针打开时,在下腔处成型新的型坯层,见图5(b)。 在图5(c)中,通过颠倒阀针的开关状态进行覆盖成型。
开模后将两个部件取出,如图 5(d)所示。 覆盖成型件已是成品。 新制作的型坯层用风扇冷却数个周期后被放回图 5(a)中的型芯里。周而复始。
为了提高产量,图5(a)中的单一型腔可以是图5(d)中的一组6个的型腔。
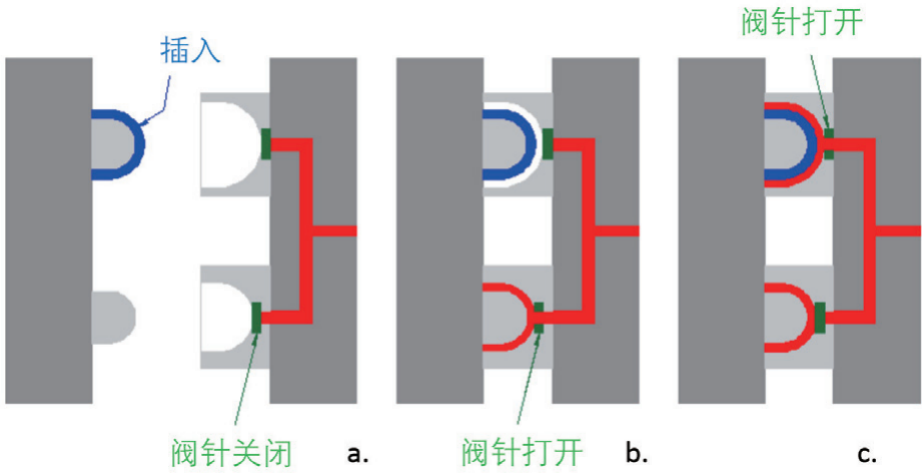

图5:(a)插入已冷却的型坯层;(b)合上模具制作新的型坯层;(c)对已冷却的型坯层进行覆盖成型;(d)移除两个部件后,将热的型坯放在右边的风扇上冷却
我们允许型坯层有一定的收缩,因为空气/塑料界面才是最重要的,所以只要覆盖层的保压时间达到可以接受的收缩程度便可。即较短的型坯保压时间在型坯层中留下一些收缩痕是可以的,覆盖成型便可以早一点开始,因为覆盖成型的注射要在型坯层的注射和保持后才能开始。我们称此方法为 2.1,它使用一个注射单元。
如果我们改用具备两个注射单元的双组份注塑机(方法 2.2),两层成型是可以同时开始的。 在免除了时间的浪费之外,模具也不必采用热流道和阀针了。
我们可以在具有一个注射单元的标准机器上同时注射覆盖层和型坯层吗? 这样就需要两者的注射压力和保压压力相同,并且注射和保压时间也要相同。减少了投资会是厂家的首选方法。型坯模具要有更大的浇口,使两腔的熔体流动不平衡。如前所述, 保压压力和时间是以覆盖成型的为准。
图 5(d)中的机械人在模具与风扇之间传送型坯件。直线运动的机械手可以降低成本。 方法 2i 使用 三工位的转芯进行模内转移。
◆ 模内冷却(方法3)
如果使用两工位的转芯,图 5(b)下腔的(红色)型坯层将会移动到图 5(c)的上腔(蓝色)。 在图 6 中,三工位的转芯板在工位 1 中制造型坯层,然后在不进行注射的工位 2 中冷却。 工位 2 的冷却对应模外的风扇冷却,但只冷却了一个周期时间。 覆盖成型在工位3完成,机器手也在此进行取出。 图6将部件转到侧面以显示其界面温度。
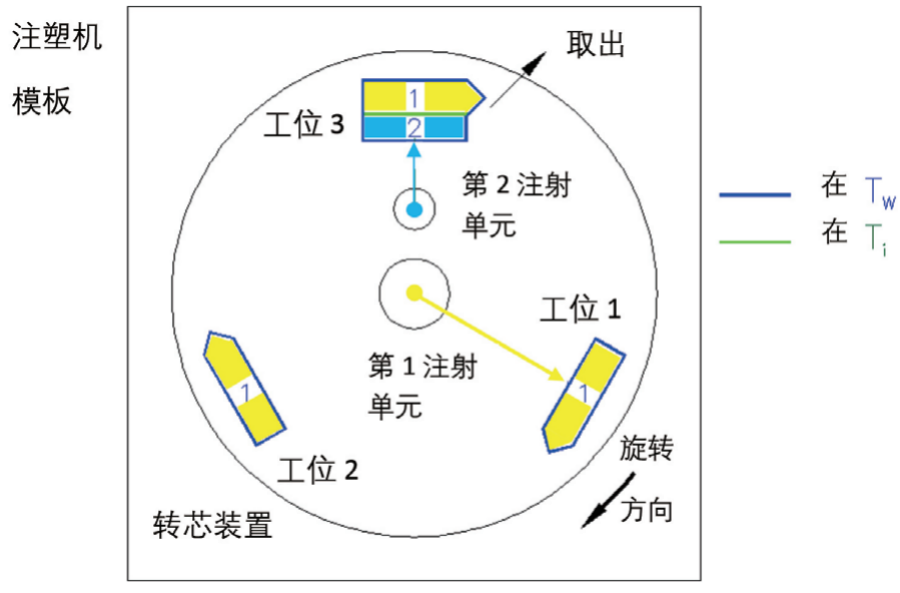
图 6:注塑机模板、转芯装置和 3个工位
与两工位相比,三工位的工位2冷却确实降低了在第3工位覆盖成型过程中的 Ti,但它占用了宝贵的模板空间。 它还需要一个额外的模具,与工位1中的模具一样。
工位 3 的覆盖成型工艺与使用模外冷却的覆盖成型工艺无异,但由于 Ti 较高,周期时间便会更长。 我们得出的结论是,在周期时间和投资方面,模内冷却不如外部冷却那么有吸引力。
◆ 平衡冷却
无论我们使用哪种方法冷却,在覆盖成型时都必须有足够(但不要太多)的型坯层可供使用,简单的做法就是假设两者的周期时间相同。 作为近似值,它们的冷却时间便设置为一样(C1 = C2),这个等式称为平衡冷却。
图7绘制了型坯冷却时间曲线C1与其厚度t1的关系。 覆盖成型冷却时间曲线 C2 则以绿色相对于其厚度 t2 绘出(其t2轴也是绿色)而 b = 4a。当两条曲线相交时,C1 = C2,它们的厚度读出来便是 x1 和 x2。
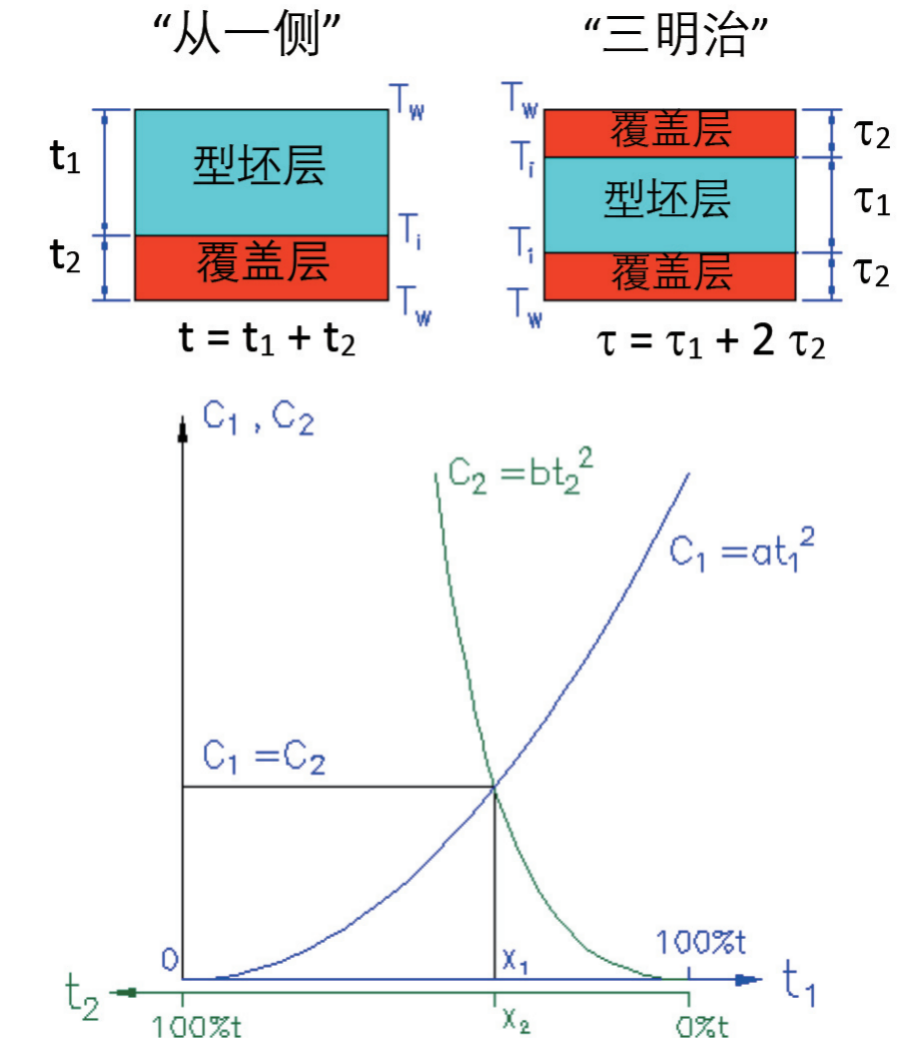
正如我们之前所说的2/3规则,x1 = 2x2。
“三明治”布局
图 7 的“三明治”小图显示出这种布局同时在型坯件的两侧覆盖成型,实际上是三层成型,但只需要双层注塑的设备并采用双层的顺序。
在“三明治”布局中,由于有两个第 二 层,第 一层便变得更薄。 减少了的 t1(称为t1)可以缩短冷却时间1.78倍。
“三明治”布局要求一项模具技术让在两侧覆盖成型期间能固定型坯层在型腔中间不移动。
层厚和周期时间
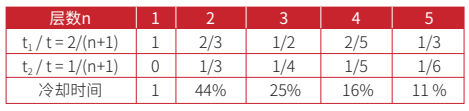
对于n层成型,最佳厚度和冷却时间(相对于单层,正比于(tl /t )2)表列如表1。
三层注塑包含“三明治”布局,两个外层各厚t/4,将冷却时间缩短到原来的四分之一, 五层则至11%。超过五 层,回报递减。二层到 三层的冷却时间分别为 44% 和 25%,故“三明治” 比 “从一侧”可节省 1.78 倍的冷却时间。要注意,只有奇数层才适用于“三明治”布局,即表1中的3和5。
表1:厚度和冷却时间
层数越多,就要越多模具,也要越多工位(适用于模内冷却)。模板的尺寸也必须加大。对于用风扇的模外冷却,随着层数的增加,就需要更多的冷却站来放置零件。
双层和三层的模拟
拜耳公司在20毫米厚的零件上使用PC材料进行了冷却模拟,结果如表2。
表2:拜耳公司的模拟结果
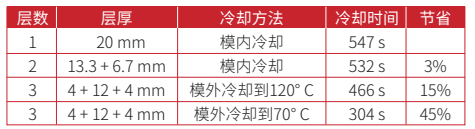
双层模拟使用 2/3 规则。它的节省很小,相信是使用了两工位转芯所致。
三层模拟使用“三明治”布局,厚度分布则用了四层的。需要注意的是,从冷却到 120°C 改变为冷却到 70°C ,冷却时间减短了1.54 倍。这就证明了低的Ti对周期时间影响犹大。 在实践中,这可以通过更高效的冷却或冷却更多周期来达到。投资的增加微乎其微。
成本效益
我们最终是希望提高生产率而不是缩短周期时间。 生产率还受到模具中型腔数量的影响。 仅当型腔数量保持不变时,缩短周期时间才有意义。 我们需要考虑额外的投资来获得生产率的提高。 让我们把设备成本加起来。
注塑机可以是标准的、双组分或三组分的。模具中更多的型腔和转芯装置中更多的工位会占用更多模板空间。需要多少套模具,是使用阀针(需要热流道)还是冷流道,现有模具能否使用都是需要回答的问题。
比较机器人的成本,是仅取出零件的或也要将零件运送到冷却站。 摆放冷却站和注塑机的洁净室要多少钱?
综合考虑后,采用风扇做模外冷却的“三明治”布局(方法4)是赢家。
总结
多层注射缩短了每层的冷却时间,从而缩短了周期时间。 就其本身而言,这还减少了树脂在机筒中的停留时间(从而减少泛黄并提高部件的透明度)以及料筒热损失的浪费。
设备的配置有几种,我们需要正确选择,包括注射单元的数量、转芯的使用和工位的数量、模具是否使用阀针、机械人的能力等。
我们发现“三明治”布局大胜“从一侧”布置, 风扇做模外冷却优于模内冷却。
我们得出的结论是:方法4 是最佳配置。两个平行注射单元的双组分注塑机具有加宽的模具空间,能用于并排两套模具,还可以使用既有模具。在实践中,也有厂家使用具有大拉杆间距的标准注塑机。
本文由达明科技有限公司供稿
来源:荣格-《国际塑料商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


