 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



Voith Turbo公司对Emuuge-Franken公司PunchDrill提供的高速钻头感到非常满意。这种双刃钻头在钻削减速器和变速箱壳体时的切削速度提高了1倍,在恒定轴向力的作用下也有着很高的加工可靠性。
在市场中经营了150多年的公司已经不算太多了,而总部地址位于德国乌尔姆市海登海姆区北部的Voith公司就是这样一家有着悠久历史的高科技公司。该公司在多地的工厂和分支机构为能源、造纸、原材料、运输和汽车领域中的客户提供技术服务。为了高效地组织好这些生产工作活动,Voith公司将全部经营业务分派给了Voith Hydro、Voith Paper和Voith Turbo三个分公司。
Voith Hydro公司为世界各地的水电厂提供所需的水电技术装备,Voith Paper公司则是造纸行业中最大的系统供应商之一,而Voith Turbo公司则为许多行业提供多种多样的机械、液压流体动力、电力驱动和制动系统。
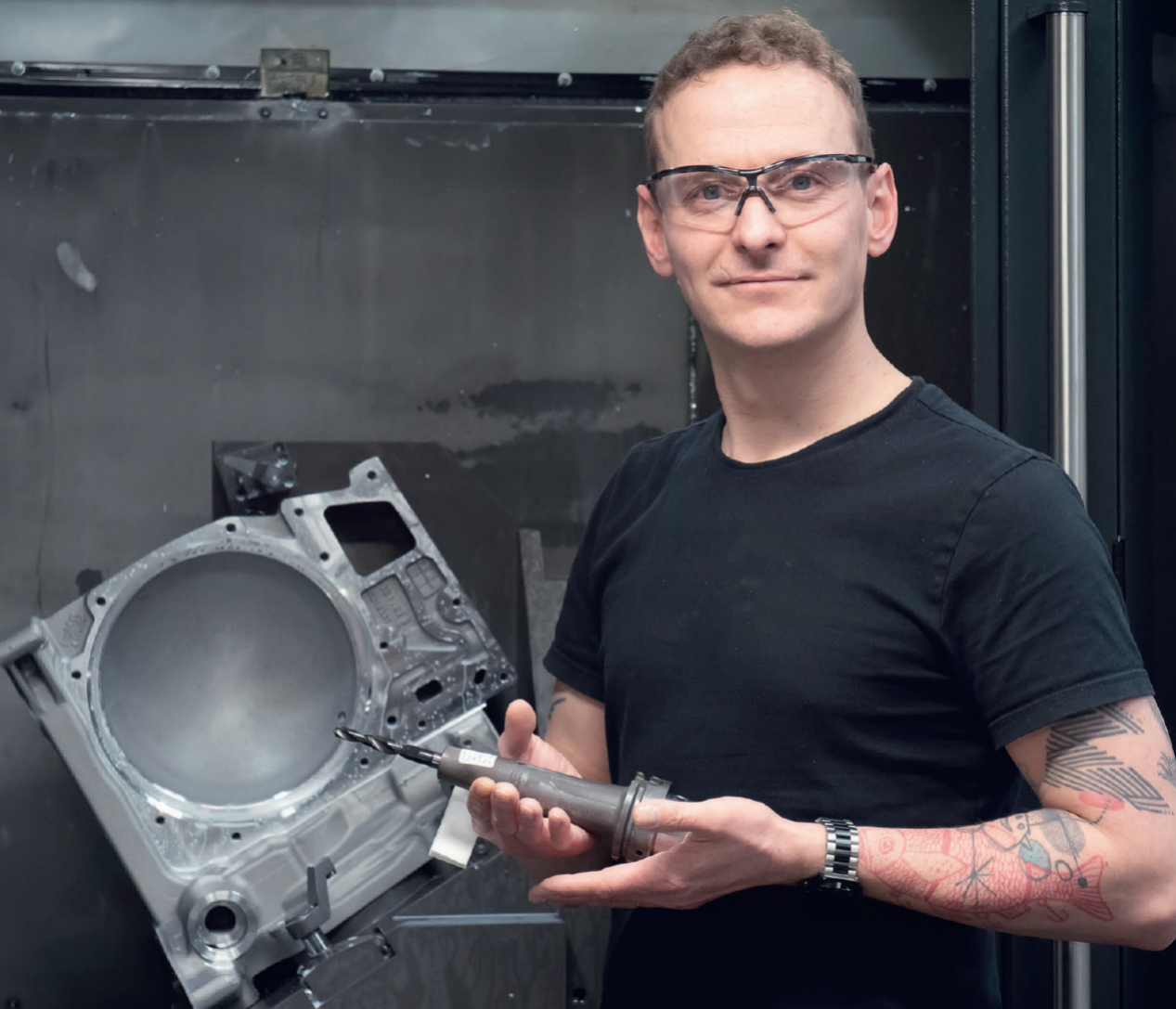
Voith Turbo 公 司 的 NC 数 控 编 程 员 Steffen Seifert 手 中 拿 的 是Emuge-Franken 公司研发生产的、节约加工时间的 PunchDrill 阶梯钻。他身后的加工设备是恒轮公司的 H 4000 型加工中心。在这台加工中心里可以看到被加工的减速器壳体。
Voith Turbo公司是世界液压传动市场领域中的领军企业。Voith Turbo公司的一个重要生产基地在慕尼黑加兴市附近。这里生产的主要产品是公交车用的自动变速器和著名的Voith减速器。Voith减速器是专门针对连续运行的液压制动器之类的产品设计的。Voith减速器可以当做普通的行车制动器使用,也可以单独承担车辆的制动任务,更容易实现脚踩刹车制动的操作。
加兴工厂机加工车间NC数控编程组的Steffen Seifert介绍说:“我们目前是用2台卧式加工中心来加工减速器壳体的。减速器壳体的长宽高尺寸为350x300x250mm,重量为12kg。很短的切削加工工时、很高的工艺可靠性以及切削质量都是减速器壳体加工的重中之重。”
新的孔加工工艺
Seifert说,由于科学技术的不断发展,人们也不断地在市场上寻找新的解决方案以便进一步优化企业的生产流程。他还与加兴工厂CAM部门的同事一起负责刀具和工具管理。 “其中最重要的一个调节杠杆就是刀具。”这位NC数控技术专家说到。
提高减速器壳体孔加工效率的钻头研发就是一个最好的例子。这款新钻头的任务包括了钻削M10螺纹的底孔,即直径为8.5mm的螺纹底孔,底孔加工好后就是倒角和直径11mm、深度7-10mm的沉孔以及最后钻一个直径8.5mm的导销孔。
在减速器壳体的第一次装夹中用这种新型钻头钻削了10个孔,在第二次装夹中加工了21个孔——既有盲孔也有通孔。这些孔都是减速器连接端盖或者热交换器时所需的。Seifert说:“我们用这种新型钻头加工阶梯孔或者有倒角的盲孔。这样,一种刀具可以完成完全不同的切削加工任务。
Voith公司使用的孔加工刀具源于不同的刀具供应商,其中就包括了合作多年的Emuge Francken公司。Seifert说:“我在网上看到Emuge Francken公司最近推出了一种切削铝合金用的、名为PunchDrill的双刃高速钻头。与传统孔加工刀具相比较,这种新型钻头的进给速度提高了1倍,并且具有更长的使用寿命。”
进给速度翻番
Seifert向Emuge-Franken公司销售Armin Kusch了解情况。Kusch介绍说:PunchDrill是一种阶梯钻,由于仍然处在推向市场的市场推广阶段,因此需要Emuge-Franken公司到用户现场严密观察实际使用情况。
PunchDrill有什么特别之处吗?Emuge-Franken公司的工程师Thomas Funk说:“与普通的实心硬质合金刀具相比较,我们的PunchDrill阶梯钻在轴向力不变的情况下可以用双倍的进给量进行钻削。我们的新型阶梯钻保护了机床,降低了设备消耗的功率、节约了能源成本,也能更好地钻削原来加工质量不稳定或很难加工的零件。”
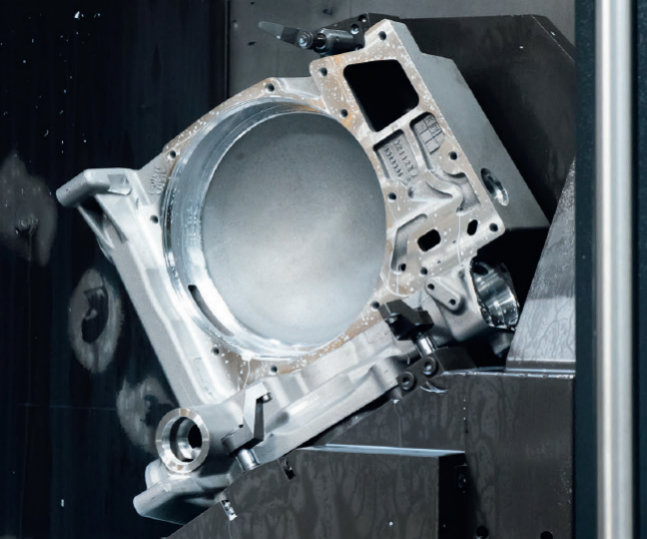
托盘上的每一个减速器壳体都要在 2 台四轴 H 4000 型加工中心里完成全部切削加工:2 次装夹完成所有的铣削和钻削加工。
Funk在PunchDrill阶梯钻研发的初期就参与其中,非常了解这种新型阶梯钻的研发历史。为确保孔加工工艺的可靠性,研发工作中遇到的挑战之一就是要确保可靠的排屑。Funk说:“我们通过刀具端面创新性的几何形状成功地解决了这一挑战。我们专门设计的断屑槽可以确保切屑非常短小、而且形状始终相同。”

采用 PunchDrill 阶梯钻加工出 M10 螺栓直径 8.5mm 的底孔和直径11mm 的孔口倒角。所有直径较小的螺纹都可以在阶梯钻加工后直接攻丝,直径较大的螺纹可以在阶梯钻加工后铣削螺纹。
创新性的断屑槽和钻头前端较大的后角也有助于控制和保持钻削时较低的轴向力。Funk说:“实际上,断屑槽将阶梯钻的主切削刃一分为二。因此我们的PunchDrill阶梯钻也只有2个切削刃。另外,新研发的表面处理技术和表面涂层材料也是专门为钻削硅含量最少7%的铸造铝合金和镁合金材料而开发的。这些研发成果的综合作用结果就是极为重要的可靠排屑。通过这些技术创新使我们的新型阶梯钻实现了更高的耐用度、工艺过程可靠性和经济性。”
内部冷却液供应
研发工程师Funk还指出了刀具设计中的另一个重要问题:刀具的冷却和润滑。PunchDrill阶梯钻采用的是内部冷却液供给方式:两条“麻花”状的冷却液通道直通阶梯钻尖端。Funk说:“这样,冷却液就可以直接输送到需要冷却的地方。”原则上,PunchDrill阶梯钻也可以采用内部最小量冷却润滑技术,但Funk建议使用连续冷却润滑的KSS冷却润滑方式。Seifert说:“除了加工中心,我们还在冷却润滑系统中安装使用了IDV Engineering公司开发的特种过滤系统。”在这一过滤系统中,过滤器过滤掉了冷却润滑液中的切屑和其他粒度大于20μm的颗粒物。
加兴工厂原来加工减速器壳体时的钻头转速为每分钟15500转,比允许使用的主轴最高转速低500转——目的在于保护机床设备不过载,相应的每转进给量为0.3mm。Seifert解释说到:“在新阶梯钻的第一次试切时我们就将每转进给量增加了1倍多,达到了每转0.65mm。所用的NC数控加工程序保持不变,因为PunchDrill阶梯钻使用的孔加工循环与常规数控加工相同。我们想看看PunchDrill阶梯钻是否能够安全可靠地完成这一钻削任务。”
优异的测试结果
新的PunchDrill阶梯钻以优异的成绩完成了减速器壳体孔系的全部加工任务。每个孔的钻孔加工时间都缩短了大约50%。
刀具的使用寿命怎么样?Seifert说,出于工艺可靠性的考虑,我们最初将新型阶梯钻的刀具耐用度设定为原来刀具的一半,但这并不意味着刀具的实际磨损就是这样,而是出于工艺安全可靠性的原因:在整个钻削加工过程中预防性地更换刀具。“无论如何我们都不希望看到加工过程中刀具出现破损。”
随着测试的不断深入,新型阶梯钻的每转进给量也提高到了0.8mm/转。根据各个孔的不同钻削情况,每个孔的切削加工时间也缩短到了大约0.4s。“我们也大胆地预测了新型阶梯钻的刀具耐用度,当前的PunchDrill阶梯钻使用寿命延长了30%,相当于延长了900分钟,一共切削了4500米长的材料。”
到目前为止只有一支阶梯钻进行过重新修磨。Emuge-Franken公司也详细地对新型阶梯钻的磨损情况进行了研究。
Kusch说:“研究分析的结果仍有待讨论。”PunchDrill阶梯钻是否真的能够在不磨损的情况下有着2倍于原刀具的耐用度尚无定论。Seifert说:“我们仍然处于试验、探索的阶段。初步设定的目标是总切削长度达到6000米。但迄今为止取得的试验结果已经令人非常满意了。”在回答怎么才算“哇塞”时,Seifert说到:“两倍的切削速度和减半的机动时间就已经很哇塞了。”
本文译自德国Werkstatt und Betrieb杂志
来源:荣格-《国际金属加工商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


