 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



摩擦焊接不同于一般的焊接,是在两个焊件的焊接端面上加一定的压力,并使二接触面互相或用一定的工具对接触面作剧烈的摩擦运动,由摩擦产生的热把接触面加热达到一定的焊接温度(一般为稍低于材料的熔点)时急速停止运动,并施以一定的顶锻压力使两个焊件产生很大的塑性变形,接触表面金属原子紧密靠近,出现相互扩散和晶间连系,形成共同的重结晶、中间化合物等从而使两者紧密结合在一起。摩擦焊技术经过长年的发展,已经发展出多种,大致的分类有:焊件绕轴心连续运动或惯性运动的摩擦焊、焊件作其他运动的摩擦焊、焊件不运动的搅拌摩擦焊等。
其中搅拌摩擦焊FSW(Friction Stir Welding)作为一种固相连接技术,在1991年发明,与传统熔化焊相比无需添加焊丝、不需要保护气体,焊接过程无污染、无烟尘、无辐射,焊接接头残余应力低,具有焊接效率高、焊接变形小、能耗低、设备简单、焊接过程安全等一系列优点。经过20多年的发展,FSW已经在航空航天、轨道交通、舰船,热交换器,金属加工、电器电讯,能源等领域得到了广泛应用。

搅拌摩擦焊的基本组成和原理如图1所示,高速旋转的搅拌摩擦焊接工具被装在机床主轴传动部件下的工具夹头夹持传动,其下端突出的搅拌销扎入被焊接两件之间摩擦、搅拌、加热、塑化,使彼此扩散重结晶结合起来,搅拌摩擦工具的肩部与工件上表面摩擦搅拌也产生高热,使它前面的材料也发生高热塑性变形,随着搅拌摩擦焊接工具的移动,把塑性变形重结晶的材料后推沉积在搅拌摩擦工具的背后,搅拌肩可防止塑性状态的材料溢出,还可起到清除表面氧化膜的作用。在焊接过程中,工件应刚性固定在背部垫板上。
近年来,搅拌摩擦焊接所用方法和设备不断更新变化。上世纪90年代是使用龙门式专机,本世纪初开始采用机器人。
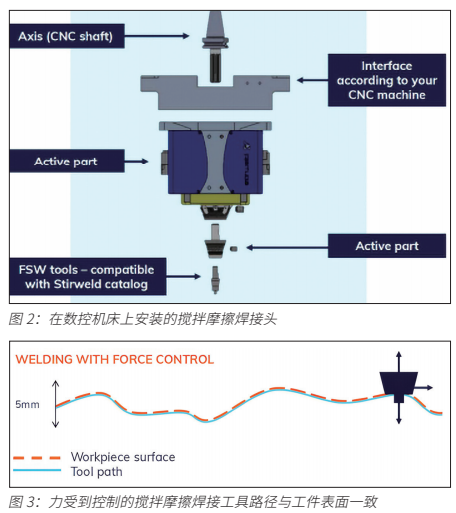
2015年Stirweld公司,又创新开发了像角度头一样可安装拆卸在数控机床上的搅拌摩擦焊接头(如图2的蓝色部分),角度头可通过刀柄夹头安装多种刀具多向进行切削冷加工,搅拌摩擦焊接头通过专用的工具夹头对工件进行焊接热加工,突破了数控机床只能冷加工的应用范围。它的结构简单,能方便地安装在现有的数控机床上,因不需专用设备,大大地降低了成本。由于它是严格按照ISO 25239焊接标准设计的,可获得良好一致的焊接质量。可以以对接焊,T形焊、角焊、搭接焊等多种方式焊接相近或不同厚度零件。
搅拌摩擦焊接头的结构紧凑高度只有315mm,宽270mm,重35kg。装拆仅需15分钟。图2中还可见搅拌摩擦焊接头上相应的连接钣及其界面。
搅拌摩擦焊接头的功能有:可控制搅拌摩擦力 (图3),使焊接工具始终与工件实际略有起伏的表面一致,这样保证了焊接质量,另外也保证了焊缝不凸起外溢也不疏松。
具有通压缩空气和通水的双冷却系统,空气冷却可以通达搅拌摩擦工具,水冷可冷却搅摩头内运动部件控制防止过热,使它一直保持在40℃以下。具有优质耐用轴承系统能承受搅拌摩擦焊接载荷和防止过载的控制系统,限制最大轴向力。具有特殊的联轴器可抑制振动。焊接温度测量优化调控功能。搅拌摩擦焊接头由于具有以上多方面的防护,保护了数控机床又保证了能进行高质量的焊接。
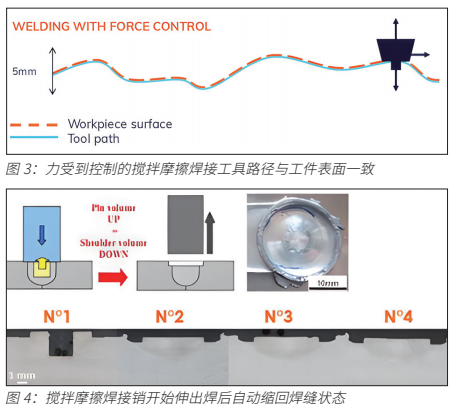
搅拌摩擦焊接工具采用耐高温工具钢制成,搅拌摩擦销的长度一般比要求焊接的深度稍短。以前老的焊接设备的摩擦销一直伸出,而搅拌摩擦焊缝结束时在终端会留下个销孔,需要后处理把它切除,或用其它焊接方法补上。新的搅拌摩擦焊接工具销可在焊接最后自动缩回,免去了后续的其他补充工序(图4)。
搅拌摩擦焊接工具的形状和质量直接影响焊接质量,减少单个搅拌摩擦焊接工具的消耗也是关键因素。根据焊接材料和焊接件厚度的不同,Stirweld公司现有以下几种:针对AL/AL焊接不同方式,厚度由1-12mm,有F-AA-(1-7)的等七种,焊接质量好,寿命长,焊缝长度可大于1500米;针对汽车业多用的铸造铝硅合金焊接,厚度由1-7mm,有F-AS-(1-4)的四种。铝硅合金含硅,硅硬度高,搅拌摩擦焊接工具易磨损,现采用的工具材料比以往寿命高十倍,焊接长度可超过800米;针对Al/Fe铝和钢铁焊接,由于钢对工具的磨损大,也采用新的工具材料,焊接长度也可超过800m,工件厚度由1-6mm,有F-AFE-(2-4)的三种;针对散热器和电器工业等用的铜焊接,由于焊接温度达到900℃,现采用的耐高温钢材能胜任,铜件厚度由1-6mm,有F-CU-(1-3)的三种工具。
搅拌摩擦焊接工具通过刀柄安装在搅拌摩焊接头上,刀柄有适用于搅拌摩擦焊接机的、搅拌摩擦机器人的和数控机床上搅拌摩擦焊接头的,用于安装在数控机床上的还可以夹持铣刀和钻头,使数控机床很快能转换使用刀具进行切削加工。除以上典型的还有可智能进行温度测定的工具夹头,温度对焊接质量很重要,温度过高会导致焊缝质量差,机械性能降低,搅拌不均则会导致零件表面有空隙,智能型的搅拌摩擦焊接工具能更好地保证焊接质量。
作者:章宗城,尚亚国际贸易公司
来源:荣格-《国际金属加工商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


