 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



美国福特汽车公司于1913年发明了利用传送带组装汽车的方法,开启批量生产汽车的模式,这是延续至今汽车生产线的原型。一个多世纪过去了,在汽车结构发生巨大变化的电动汽车领域,仅仅依靠改善以往的生产线,在削减成本方面势必受到限制。时至今日,汽车供应链在新能源转型浪潮下正在发生一场变革,丰田决定挑战具有新创意的制造方式,以提高纯电动汽车的成本竞争力,提振销量。
在刚刚过去的2023年,日本丰田汽车公司召开了一次名为“丰田技术车间”的技术研讨会并且在时隔三个月后又举办了“丰田产品制造研讨说明会”,公布了多项技术的最新进展,为整个汽车行业带来了不小的震撼。在会上,丰田执行董事、首席生产官新乡和晃说明了“以人为中心的制造,改变工厂的景色,改变汽车的未来”等丰田制造特色的继承和和演变,公开了丰田贞宝工厂、明知工厂和元町工厂的全新制造技术,其中包括新一代的电动车将使用“千兆铸造”技术进行生产、高度智能化的自动化生产线和固态电池领域的创新。
Part 1
采用“千兆铸造”,打造车身新构造
丰田明知工厂创建50年来一直生产铸造零件,现在备受关注的“千兆铸造”(Gigacasting)技术就是在这家工厂研发的。工程技术人员把新一代电动汽车车身分为前部、中部(搭载电池组)、后部三部分。为了实现“重要部件集成”,打造出车身新构造,车身后部和前部采用“千兆铸造”技术。在制造工序上,首先以高速、高压将熔化的铝合金注入模具,等到十几秒内从700°C冷却至250°C凝固后,便能够打开模具取出一体成型的铸造零件。透过压铸机与模具,可在3分钟内造出车体,省下原先焊接、组装零件的繁琐步骤,降低人力与时间成本。
丰田表示,“千兆铸造”技术有助于简化工序、降低车辆开发成本与工厂投资,开发费用2026年将降至70%、未来降至50%;工厂投资2026年降至50%。具体到产品方面,丰田bZ4X目前车身后部由86个金属板部件、经过33道冲压工序组成。如果用铝压铸工艺一体成形,最终可将零件数量和工序精简为1个,大大降低成本,提升生产效率。

图1.丰田明知工厂研发“千兆铸造”技术
丰田使用“千兆铸造”技术来实现量产,并通过减少两种类型的浪费来提高生产性:
第一种是更换模具所需“停机时间”造成的浪费。更换模具一般需要使用大型起重机,每次更换通常可能需要24小时,更不用说锁模力在6000吨以上的超高压铸件。如果使用普通的“一体化压铸技术”,模具重量会超过100吨,甚至会造成浪费。而丰田的“千兆铸造”将模具分为“通用模具”(安装在设备中的模具)和“专用模具”(根据不同的车型设计成不同形状的模具)。在更换模具时,只有紧凑的“专用模具”从“通用模具”中自动分离出来。由于实现了更换鋳型“准时化”,准备时间缩短至20分钟以下,一切都按时、按需、按量进行,避免了更换模具所需的“等待浪费”。
事实上,当模具由于铸造热而膨胀或收缩时,“通用模具”和“专用模具”不能很好地匹配,“专用模具”可能无法脱落。要把控好这其中的间隙尺寸,离不开模具技术人员的高超技能。而这种一流的模具分离和自动分离技术,正是丰田多年来模具设计制造和日常维护经验的结晶。
第二种是因为“次品和返工”造成的浪费。丰田利用“一体化压铸技术”的分解技术并且使用在大量生产发动机和其他产品中自主开发的模拟软件,将模具技术人员的技能数值化融入其中,生成可生产优质产品的条件和计算方法。因此可以灵活追加条件设定或是改变计算方法,通过预先设定的质量标准降低次品的发生率。
“千兆铸造”技术的核心理念类似于特斯拉的“一体化压铸技术”,以期在新能源汽车领域实现生产成本和效率的极限。这项技术带来的直接好处是大幅度减少了制造过程中的人工和设备成本,使得生产效率得以提高。丰田通过活用铸造技能和减少浪费,运用TPS(丰田生产方式)将制造周期缩短至极致,进一步改善和进化新型的丰田制造。
2023年7月,丰田汽车宣布拟于2026年上市的电动汽车(EV)将采用技术“千兆铸造”技术。据悉,丰田还将研究把该技术用于电动汽车以外的车型。值得注意的是,由于车辆无法更换局部零部件,一旦发生碰撞或损坏,维修成本可能较高,这也是汽车制造商需要认真考虑的问题。不过,随着技术的进一步完善和经验的积累,相信这些挑战也将逐步得到解决。
采用压铸技术的并非只有丰田公司,日本主要铝制汽车零部件供应商Ryobi宣布,将使用“一体化压铸技术”压铸大型铝制部件,以取代几十个钢制部件,生产大型电动汽车车身部件,这项技术有望将车身的制造成本降低20%。沃尔沃公司2022年也表示,将投资逾9亿美元对其位于瑞典哥德堡附近的工厂进行升级改造,以采用“一体化压铸技术”。
Part 2
推出全新模块结构,开发车辆自动化移动生产线
2023年5月,丰田成立了一个专门针对纯电动(BEV)技术研发的机构—— “BEV Factory”,由加藤武郎担任总裁。同年6月,加藤武郎提出了“BEV Half”的构想:通过新的模块结构和车辆自行移动组装生产线技术,将生产工序和工厂投资分别减少二分之一,并通过数字孪生技术,将生产准备所需的时间减少二分之一。“数字孪生技术是一种以数字方式再现现实世界,并用于模拟测试和其他目的外一种方法。”他表示,在零部件和工序减少之后,还能有效利用(工厂的)土地。
元町工厂运营超过60年,是丰田历史最悠久、规模最大的工厂,下一代纯电动的试制生产线在这里正式亮相。这一生产线采用了全新的模块化结构和车体自走式生产技术,不仅可以大幅度减少工程和工厂投资,还能够提高生产效率,为未来的汽车制造带来了崭新的可能性。新模块结构把车身底部(包括从车辆前方的车架到驾舱及后备箱底板在内的车身下部)分为前、中、后三个主要部分。将电池、电机、轮胎、底盘和无线终端安装到三个模块后,暂时没组装车顶和车身侧板的车辆在工序间自动行驶,到达每个工作站。来自日本发那科的机器人手臂将汽车座椅安装到电动汽车底板上,一旁的自动叉车从一个集装箱上取下更多座椅。由于无需人员进入车内组装零件,因此提高作业效率大大提升。

图2.在丰田元町工厂,新模块结构分为前、中、后三部分
通常情况下,在工厂生产的汽车通过输送系统运送到各个工作站,在那里安装部件。安装这些输送系统不但成本很高,而且需要大量的维护。而车辆自行移动组装生产线采用了丰田在自动驾驶研发过程中开发的传感技术和车辆控制技术,工厂内的摄像头可以识别车辆,并控制它们以每小时0.36km的速度按设定好的路线行驶。这样的安排给予产线规划更大的灵活性,同时也减少了传统产线建置的成本。曾经以年为单位的量产准备周期和高达数十亿日元的工厂投资等,都能实现大幅度的削减,每年更换新车型所需的准备时间也大幅缩短。
在元町工厂,汽车制造工艺流程发生了翻天覆地的变化。例如,在部分焊接工序中,利用无人搬运机器人的简单生产线概念已得到验证,针对下一代BEV的设备开发,丰田正在努力解决相关课题。再如,元町工厂出荷场约4万平方米、能停放1600台车,人工运输效率非常低。为了减轻运输负担,丰田引进了名为(VLR,Vehicle Logistics Robot)的车辆自动搬运机器人,可以实现全天候的整车物流搬运以及车辆之间更紧凑排列。
为了追踪车辆生产情形、预先发现并解决问题,丰田使用数字孪生数位分身技术,即将每个现实中的产品零件,在数位平台上复制出一个虚拟分身,实时模拟、追踪产品零件的生产情形,能够快速发现问题、实时修正。据丰田制造开发中心的负责人近藤祯人介绍,在一般的数字化应用中,很多情况下都是以“单向通行”的方式结束,即将数字化研究的东西推广到现场。而丰田则将现场的改善数字化,再进一步改善,然后返回现场,即所谓的“双向数字孪生”。结果返工时间缩短了十分之一,生产时间缩短了二分之一,设备成本降低了四分之三。

图3.佩戴头戴式显示器进行数字技术模拟测试,所视景象可在图片中后方的显示器里呈现
元町工厂从开始运营,在一条生产线上生产9种不同的车型,是世界上独一无二的混流生产工厂。丰田以TPS(Toyota Production System)为基础,不会一次性批量生产同一车型,而是根据订单的顺序,生产制造汽车的“一个流”,在这条生产线上,紧随轿车之后的是运动型多用途汽车,甚至是与小型货车。当然,如果汽车不同,作业时间和工序就会产生差异。丰田会根据客户的需求进行最科学的工序编排,使作业时间均等,通过吸收工数差异,进行不降低效率的生产。

图4.元町工厂在一条生产线上生产了九种不同的车型
Part 3
研制新锂离子电池,改进全固态电池
在“丰田产品制造研讨说明会”上,丰田公布了2026年面向市场推出次世代纯电动汽车产品的计划,2030年全球BEV销售规模预计达到350万台,其中BEV Factory研发的新产品将达到170万辆。所谓次世代纯电动汽车,指的是包括电池、平台、制造方式等均以最适合纯电动汽车的形式制造而成的汽车。因为这是一次技术与制造的彻底革新,次世代纯电动汽车从某种意义上讲或许才是丰田真正全面进入电动化时代的标志。
丰田首次在技术说明会上公开了两款有望被搭载到次世代纯电动汽车上的锂离子电池,分为“性能版电池”与“普及版电池”:
“性能版电池”提高了电池能量密度,配合车辆的空气动力学改善,可将续航里程提升到目前的2倍,达到1000km。同时完成成本降低20%,实现快充不到20分钟的目标。按照丰田的计划,2026年开始搭载使用“性能版电池”。据预测,“性能版电池”将首先适应于转向纯电动化的雷克萨斯品牌。
“普及版电池”将已经应用于HEV镍氢电池上的双极结构通用到BEV电池上,续航里程比目前增加20%,快充同样可以达到30分钟以内。由于零件数量可控制在四分之一到五分之一之间,成本可降低40%左右。随着2026~2027年“普及版电池”的量产化,丰田品牌或将开始纯电动产品的大规模布局。双极结构指正反两面分别是正极与负极的集电体,再将这些集电体堆叠打包的结构。这样在做到体积紧凑化的同时,单个集电体的通电面积也比目前HEV电池有所增加。不过将这些集电体精准堆叠,则存在需要攻克的技术难点。
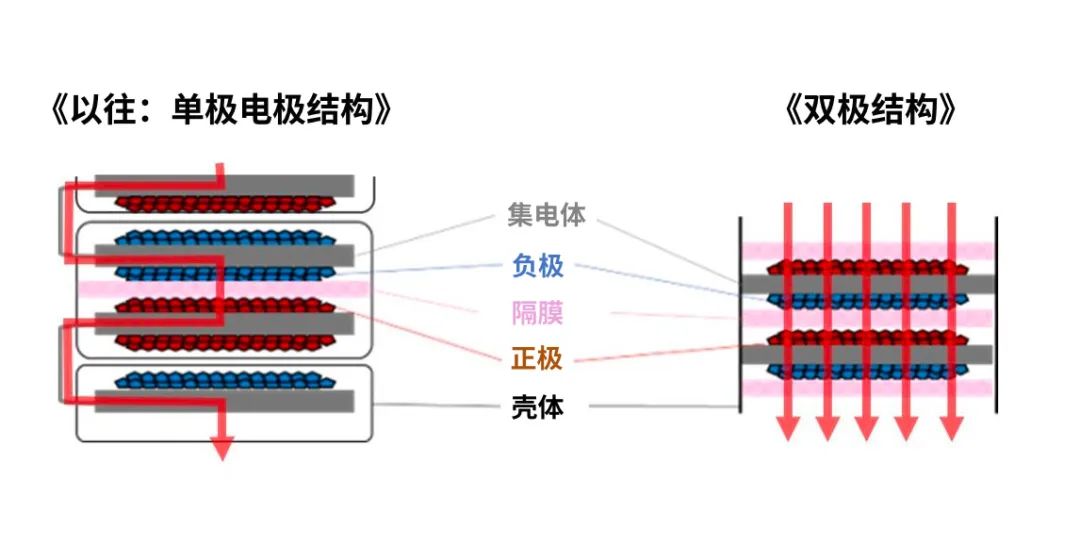
图5. 双极电极和以往的单极电极结构对比图
此外,丰田还计划于2027~2028年挑战实现“高性能版电池”和“全固态电池”的量产。“高性能版电池”采用高镍正极材料,并使用双极结构。它集各种优点于一身,与“性能版电池”相比,续航里程有望再增加10%,快充达到20分钟以内,成本降低10%。
丰田将汇集丰田内部各方实力,努力实现产品投入实际应用,与松下成立的电池公司Prime Planet Energy & Solutions(PPES)推进“性能版电池”, 与日本丰田自动织机共同推进“普及版电池”、“高性能版电池”和“全固态电池”。
丰田公司碳中和研发中心总裁海田敬二表示,“对于液态和固态电池,我们的目标是彻底改变目前太大、太重、太贵的状况,将所有这些因素减半。”他指出,丰田已经开发出了提高电池耐久性的方法,并相信现在可以制造出续航里程为1200公里的固态电池,充电时间为10分钟或者更短。
全固态电池寿命较短是核心课题,固体电解质随着电池的充放电反复膨胀和收缩,可能会引发龟裂,导致锂离子在正负极之间的流动会变得困难。现在丰田已经发现了克服这一课题的新技术,在核算成本后将全面进入面向量产研发的阶段。虽然按照规划,丰田的固态电池产品至少要在2025年后才能面世,2027年后有望量产,但从技术积淀来看,丰田当前所获得的相关技术成果的确非常可观,在2000年至2022年3月底公开的固态电池专利申请数量中以1331件居首位,是第二名的3倍。

图6.全封闭全固态电池试制生产线,温度和湿度被严格把控


