 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录











荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。
欢迎来到荣格工业资源网!

供需大厅

登录/注册

公众号

更多资讯,关注微信公众号

小秘书

更多资讯,关注荣格小秘书

邮箱
您可以联系我们 info@ringiertrade.com

电话
您可以拨打热线
+86-21 6289-5533 x 269
建议或意见
+86-20 2885 5256
顶部

荣格工业资源APP
了解工业圈,从荣格工业资源APP开始。



为了给欧洲食品行业生产高质量的包装,加工商除了采取高效的生产手段外,还必须随时做好开发新领域的准备。欧洲塑料公约(European Plastic Pact)提出了宏伟的目标:到2030年,所有塑料包装必须100%可回收并使用至少30%的回收材料。“rPET”是应对这一挑战的一个极具潜力的解决方案,该方案经过了合作伙伴公司Engel、Alpla、Brink、IPB Printing和Intopack的实践证明和测试。

标题图:为了建立瓶对瓶和瓶对杯,以及杯对杯和杯对瓶的循环,食品和非食品包装需要单独的材料流©恩格尔
欧洲食品安全局(EFSA)对《塑料公约》非常重视。针对完全由原生材料制成的包装——所谓的“一次性”产品,一些国家已经开始征税(塑料税)。例如,无论包装制造商位于哪个国家,只要其产品在欧盟地区流通且不含至少30%的回收材料,西班牙将对每吨原生材料征收高达450欧元的税款,意大利也将很快开始征税。
唯一可回收制成食品包装的塑料
包装制造商在食品包装用薄壁容器的常用材料上遇到了困难,例如:聚丙烯(PP)和聚苯乙烯(PS)。这些材料缺乏欧洲食品安全局的有利评估。即使他们在短时间内通过评估,也无法快速获得足够数量的纯回收材料。回收PET(即所谓的rPET)为他们提供了解决方案。欧洲食品安全局批准了多种PET回收工艺,因此欧洲有大量可用的rPET。
PET是迄今为止唯一一种可回收利用并以工业规模重新加工成食品包装的包装塑料。早在K 2022展会期间,由恩格尔(Engel)、Alpla、Brink和IPB Printing公司组成的开发联盟推出了可批量生产的生产单元,它可通过注塑成型使用高达100%的rPET制造薄壁包装。其核心是一台恩格尔e-speed 280/50注塑机(图1),它同时还结合了Brink的模具和自动化解决方案(图2)。这种配备电动锁模单元和液压注射单元的混合机器专为满足薄壁注塑成型的高性能要求而开发。为了加工rPET,恩格尔将注射装置与内部开发和生产的塑化装置相结合,该装置专为加工回收材料而设计。
(r)PET加工的特点
这种向PET和rPET的转变给加工PP和PS的薄壁包装生产商带来了新的问题。例如,针对材料干燥,需要在注塑工艺成型上游增加一个额外的工艺步骤。PET具有亲水性,因此它会吸收周围环境的水分。由于潮湿或残留的潮湿材料会导致部件破裂、易碎,因此 PET(以及 rPET)在进入注塑成型工艺之前要在 160°C 的温度条件下持续干燥六至七小时。

图1:恩格尔e-speed 注塑机可用 PET和rPET来生产薄壁容器©恩格尔
PET的加工温度为280至300°C,高于PP和PS 220至280°C的加工温度。随着温度的升高,材料熔化均匀且温和就变得更加重要。此外,PET还容易发生化学降解并在螺杆螺纹中形成沉积物。恩格尔专为PET加工而设计的塑化组件具有良好的自清洁特性,足以应对这一问题。

图2:通过与IML相结合,一次操作即可将rPET注塑成预填充薄壁包装©恩格尔
另一个特点是模具的必要隔离。PET和rPET的理想模具温度是12°C。为了避免模具表面形成冷凝水,尤其是在夏季,模具的空气干燥和隔离非常重要。模具表面的冷凝水会限制制造工艺的再现性。
薄壁注塑成型极端的流道/壁厚比对注塑机提出了严格的要求。恩格尔注射装置的动态性、可控性,尤其是高再现性,使其在极限条件下也能实现非常稳定的生产。具体来说,它意味着在高达2600bar的最大注射压力条件下,其注射速度可达1400mm/s。例如,壁厚为 0.32mm的 125ml的rPET杯子(图3)可以在远小于100ms的时间内注塑成型。随着e-speed注塑机系列的开发,恩格尔使薄壁PET包装能够通过注塑成型直接生产并且拥有热成型所不具备的设计自由度。

图 3 :这个由70% PET和30% rPET制成的杯子被用于Alpla的材料测试©恩格尔
此外,在用PET和rPET生产薄壁包装时还必须考虑到材料的收缩率显著降低。若要获得相同的部件构型,可能需要新的模具。
rPET进军薄壁包装领域
荷兰包装制造商Intopack(图4)用实例说明了从PP加工转为rPET加工的过程中如何将这些特点考虑在内。自 1969 年成立以来,该公司一直为欧洲食品行业开发、制造和销售高品质包装。对于零售商而言,包装材料一直是可持续发展战略的重要组成部分,其目的在于获取消费者的信任。Intopack的客户报告称,超市已指定使用rPET作为包装材料。

图4:对可持续食品包装的坚定承诺:Jeroen Langenberg(左)和Peter Langenberg(Intopack首席执行官)©恩格尔
在向PET转换的过程中,包装制造商从恩格尔开发联盟共同参展(K 2022)的经验中受益。这些合作伙伴包括奥地利包装和回收专家Alpla、模具制造商和自动化系统供应商Brink以及IML标签制造商IPB Printing(两家公司均位于荷兰),他们与恩格尔一样也是 Intopack的长期供应商。迄今为止,PP一直占据着Intopack生产工厂加工材料的最大份额。PET长期未发挥作用是加工技术的原因。生产薄壁PET包装经济上不可行。用传统的注塑机只能将PET加工成厚壁部件,例如瓶坯。
自从投资了e-speed注塑机,Intopack目前已开始生产rPET薄壁包装。此外,PET回收利用的发展也为rPET在薄壁注塑成型中的应用铺平了道路。Alpla专门为此开发了一项技术。Intopack 加工的改性rPET来自于Alpla回收工厂处理过的饮料瓶。Alpla拥有9家回收工厂,每年生产约20万吨rPET,是全球最大的再生PET制造商之一。
高达675N的无变形
Alpla的材料测试完美展示了薄壁PET和rPET包装的优势。在一系列由三部分组成的实验中,将PET薄壁杯(图3)的特性和表现与构型相同的PP杯进行了比较。PET杯由30%的回收材料和70%的原生材料制成。聚丙烯杯则由100%的原生材料制成,因为如前所述,PP回收材料尚未获得欧洲食品安全局的批准。
为了检验杯子的机械性能,Alpla根据内部规范进行了跌落测试。底座从杯子底部被拉离。通过这一方式,PET和PP杯子通过了5个跌落高度为90cm(对应桌子的平均高度)的测试以及另外5个跌落高度为120cm的测试。其结果在产品安全方面表现出明显的趋势:PET杯从90cm的高度跌落后未出现任何损坏,并且5次测试从120cm高处跌落都只出现一条小裂缝。相反,PP杯即使在90cm的高度受到撞击也会破碎。
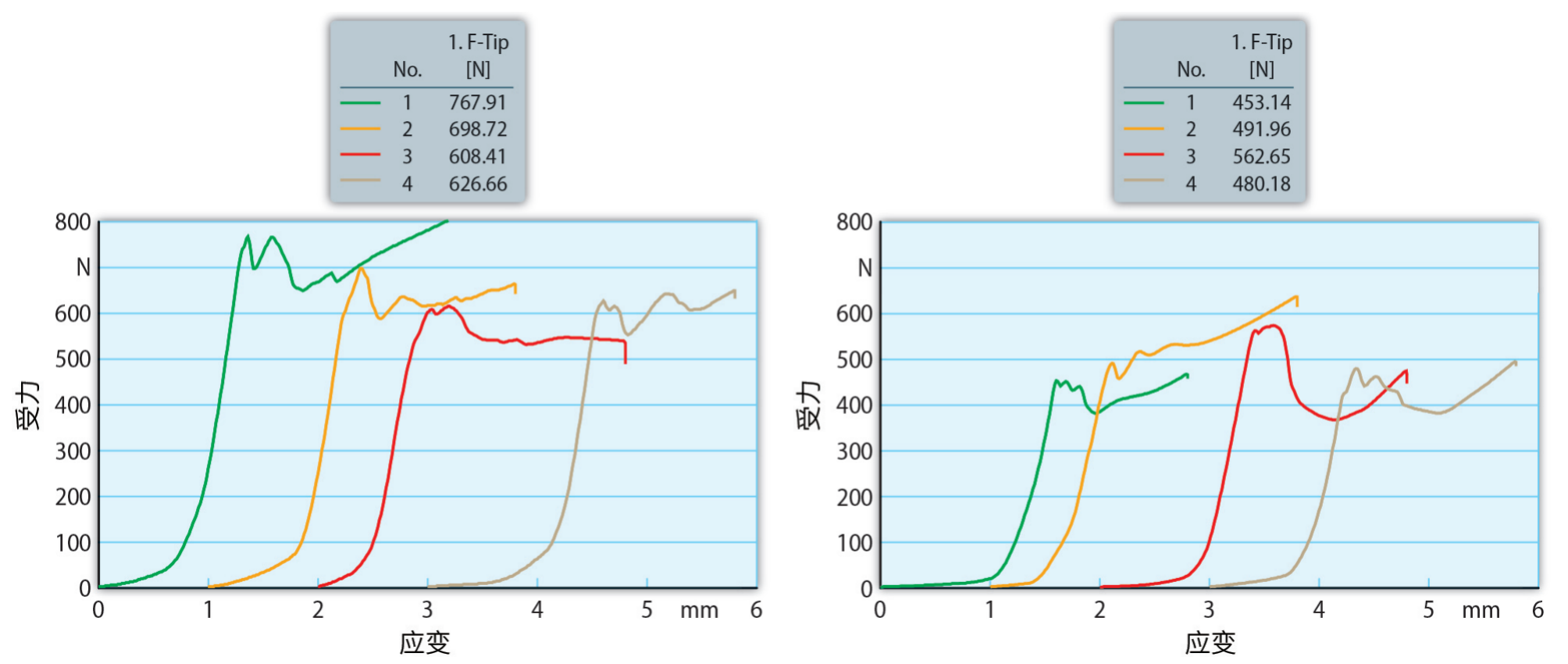
图5:从顶压测试的曲线比较可以看出PET杯(左)能够比PP杯(右)承受高出近30%的力(来源:Alpla;图:© Hanser)
在第二次试验——即顶压测试中,填充的杯子承受压力直至变形。经过四个测试周期,PET杯承受住了平均675N的压力,即68kg。PP杯则在平均497N的受力下就已破碎。因此,PET杯可以承受高出约30%的力——这是一个重要的发现,尤其是对薄壁包装的运输和储存而言(图5)。
在极端温度条件下仍保持稳定
最终的断裂测试对不同温度条件下的材料行为进行了研究。在本例中,将针头压在浇口位置旁边的空杯子上。在三项测试的其中两项中,PP杯在 20°C的室温条件下发生了部件失效,而PET杯则承受住了平均高出70% 的压力而没有任何损坏。
在8°C(相当于冷藏温度)时,PET杯承受的压力平均比PP杯高60%,同时材料未发现有任何损坏。在–20°C的温度条件下从冰柜取出后,PP和PET杯都承受住了压力。施加的压力经过了调整(图6)。
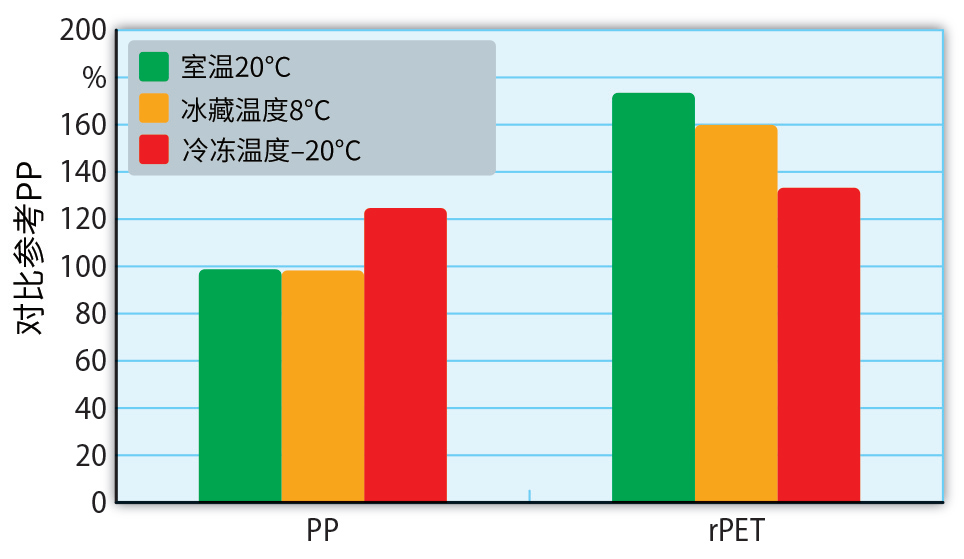
图6:PET杯在断裂测试中承受了比PP杯明显更高的压力。其在冷藏温度条件下的优势凸显了PET包装对冷灌装食品的适用性(来源:Alpla;图:© Hanser)
Alpla的材料测试确切地表明,rPET薄壁包装适用于冷灌装食品,例如:沙拉、酱料和乳制品。除了上述特性之外,该新型包装聚合物还具有比PP更多的材料优势。它对氧气的阻隔效果提高了20倍,因此有助于延长食品的保质期。为了获得更好的阻隔效果,包装制造商Intopack正在测试rPET与EVOH层的组合。IPB Printing可为EVOH层提供各种标签,它们能够可靠地承受rPET加工过程中的高注射压力。
充分利用rPET的潜力
所有上述合作伙伴公司都致力于充分利用回收材料的潜力。为了建立“瓶对瓶”和“瓶对杯”,以及“杯对杯”和“杯对瓶”的循环,食品和非食品包装的材料流需要分开。为了长期确保使用回收材料的食品质量,Intopack正在与当地回收公司建立联系。
目前,rPET是包装制造商为客户提供真正可循环利用的食品包装的唯一途径。但是,最重要的是,原材料市场的发展和政治决策将决定rPET在薄壁包装领域走向成熟的速度。如果原生材料价格下降,没有人会去使用比法律要求更高比例的回收材料。另一个问题是回收材料的纯度。如果欧洲希望到 2050 年实现 100% 循环,那么就不能再进行降级回收。
本文翻译自Plastics Insights杂志
作者:Dipl. Ing. Bianca Gubi,Johannes Hinterdorfer,Claus Haslhofer,Benjamin Haas,Jeroen Langenberg, MSc
来源:荣格-《国际塑料商情》
原创声明:
本站所有原创内容未经允许,禁止任何网站、微信公众号等平台等机构转载、摘抄,否则荣格工业传媒保留追责权利。任何此前未经允许,已经转载本站原创文章的平台,请立即删除相关文章。


