当航天工业客户为制作定制化的增材制造组件与StratasysDirectManufacturing接触时,已经恰如其分地推动了“服务局”探索新领域。该公司高级工艺和制造工程师AndrewCarter解释说,他们想要由铜合金制成的用于火箭发动机的复杂喷射器和喷嘴。
组件需要通过它们的通道,让冷却剂流动从而在燃料燃烧温度下防止它们融化。StratasysDirect提供的某种3D打印过程本是理想的选择,但该公司当时还没有使用铜合金。
StratasysDirect加利福尼亚公司的Carter和他的同事决定基于行业认可的C18150铜/铬/锆合金,来开发专用的直接金属激光烧结添加剂制造工艺。这种方法通常使用红外激光熔化少量的金属粉末,然后将其融合在一起。当图案形成时,仿佛是用看不见的手画出的一样,因为激光的能量可以使粒子融合,随后激光随着粒子的完成而消失,并被“新鲜”的粉末沉积物掩盖。重复此过程,各层堆积起来,从而逐渐形成三维物体。
Carter表示:“铜的挑战性在于它是导热性极高的素材。”而且让过程更具挑战性的是,铜非常能反映出熔融形式的激光波长。因此进入粉末床的能量通量非常关键。用行业标准的沉积速率保持稳定的熔池是非常困难的。
为了开发该方法,StratasysDirect使用了EOS制造的红外激光系统,该系统能让Carter和他的同事调整激光功率、描速度和层厚度,直到获得最佳结果。最终的关键判断标准是:该方法是否能产生密集的结构。Carter解释说:“真正的挑战是要在最佳密度和有效工艺之间取得平衡。”
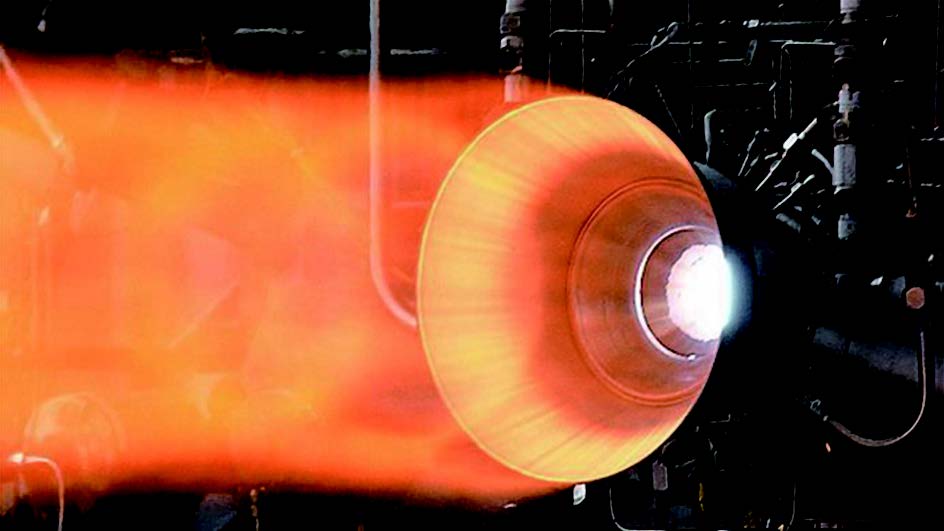
3D打印的铜火箭喷嘴。(图片来自:Statasys Driect Manufacturing)
最初的时候,他们的增材制造方法牺牲了一点密度,后来StratasysDirect使用热等静压热加工工艺增加了密度。
打印纯铜
尽管Stratasys的努力表明现有3D打印技术可以与铜合金配合使用,但纯铜本身却是一个更大的挑战。因此,工程师们正在改进将这种材料推向市场的可用技术,同时进一步推动铜合金方法的发展。
Trumpf 通过将TruDisk1020与 TruPrint 系统相结合来实现铜增材制造
试图改进铜加工工艺的公司和组织,其中包括ThomasStoll所在的机构,他在德国埃尔兰根-纽伦堡的弗里德里希-亚历山大大学的工厂自动化和生产系统研究所(FAPS)的JoergFranke团队工作。他强调说,由于铜会迅速传导热量并反射入射的红外激光,这意味着必须输入高能量密度才能熔化铜。他补充说,当熔合粉末时,甚至高达1kW的激光功率也无法达到散装铜密度的97%。据他说:“这些样品的横截面出现了规则的孔,妨碍了该材料在工业上的使用。”出现这种情况的主要问题是激光光斑尺寸太大。这可能是由于诸如:激光加热聚焦透镜、聚焦光学器件的焦距太大,或聚焦前光束直径太窄的原因。Stoll表示,最终得出结果是——“激光强度太低所以无法创建足够的熔池”。
AI辅助3D打印
Stoll和他的同事研究了这个问题,考虑通过使用高温相机控制光学过程来控制激光束熔化。Stoll承认:“热力学还没有被充分理解。”他发现,工艺因素会影响熔体、固体和粉末等不同材料状态下的材料与光的相互作用。“而且”,他继续说道。“由于不同的热分布和矢量长度,不同的几何形状需要不同的参数设置。”在这里,把AI与所提到的过程控制技术相结合,则可以增加巨大的价值。例如:使用光学过程控制单元来调节激光参数去适应散热。种类繁多的不同几何形状和材料的产品组合将为AI提供学习如何识别每个单层的最佳工艺参数的机会。
除了控制过程之外,Stoll和他的同事还修改了GE生产的红外ConceptLaserMlabCusingR机械,来实现可控范围内最小25μm的光斑直径。他说:“在尺寸能量密度在750至1,500J/mm³之间的情况下,光斑尺寸为35µm可获得最佳成果”,他表示。“在最佳工艺参数下,样品的平均材料密度超过99%。”
使用工厂自动化和生产系统研究所研究人员开发的技术进行3D打印的铜横截面显示出其高密度
走向绿色
评估3D打印铜的另一种方法是通过电导率。FAPS团队的实践能够达到57MS/m,接近散装铜在57-58MS/m时可能达到的最大电导率。Stoll指出,从红外激光器切换到绿光激光器将是“解决此问题的完美解决方案”,但此类激光器通常非常昂贵。“由于此类激光器的金属吸收率更好,可见光的应用已经成为趋势,更高功率的蓝色激光器正在处于开发过程中。”
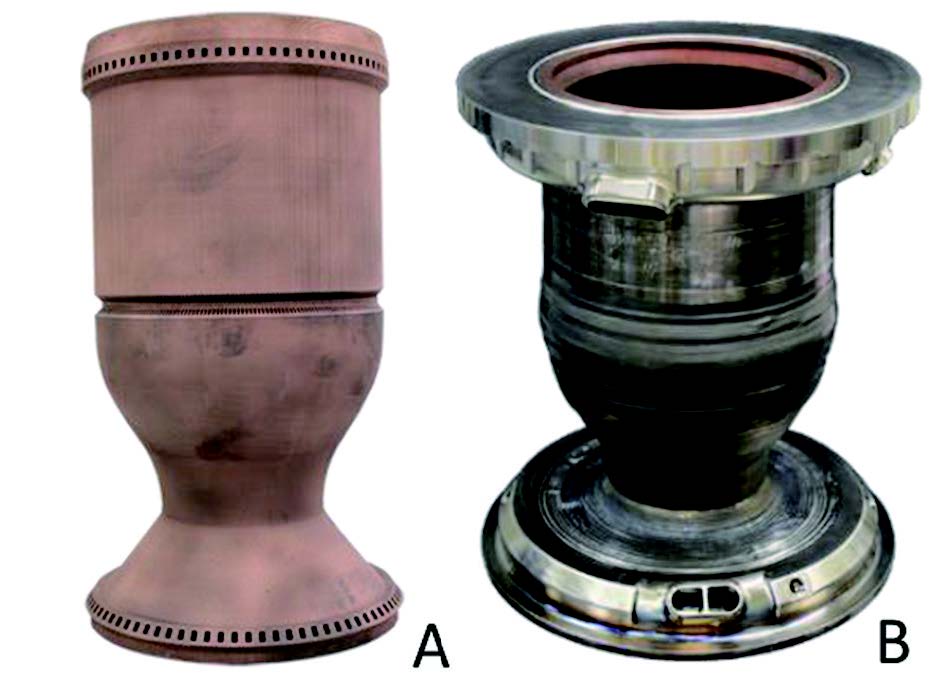
使用安装在 Inconel 合金护套(B)内的 DED(A)制成的燃烧室
激光巨头Trumpf已经将其绿光激光器TruDisk1020与TruPrint1000增材制造系统相结合。TrumpfAdditiveManufacturing产品管理部门负责人DamienBuchbinder表示,515nm激光非常接近铜能吸收的最多光的波长。他说:“因此,使用它可以真正地将能量导入到粉末中,然后再融化。”现在,可以被加工的纯铜开辟了广泛的新应用,还有更多性能等待发掘。除此之外的巨大益处是,铜合金现在可以拥有比以前更高的生产率和更好的机械性能。
Buchbinder断言,现在加工速度快了两到四倍,这抵消了添加功能强大的绿光激光器之后在成本略有提高的费用。
TruPrint1000是该公司最小的打印机,构建体积约为100mm3。Buchbinder说:“与TruDisk1020一起,它的光斑尺寸为200µm。有了它,我们可以实现低至0.4mm的打印壁厚。”
Buchbinder还引用了国际退火铜标准(IACS)的电导率和导热率性能。Trumpf制作的一些样本根据此标准达到了100%的分数,这是目前可能的最高水平。
这是一个独特的创新点,在现在通常使用的外波长激光金属融合领域中,是无法实现的。当然,它也可以与高密度的材料结合在一起,接合度超过99.5%,通常达到99.8%。
在窗口中
绿光激光器打印铜合金(如铜铬锆)的结果比红外波长快四倍,这极大地提高了生产率。Buchbinder说:“重要的是我们的工艺窗口更大。”通常,如果您尝试制造零件但没有足够的能量,则融合不完全,并且内部会产生孔洞。而如果能量过多,则会出现毛孔,在生产时会形成气泡。他们之间有一个微妙的平衡。如果此过程窗口更大,则过程将更稳定,更可靠。而通过绿色波长,我们可以实现更多更强大的加工窗口。”
位于新墨西哥州的Optomec从略有不同的方向着手进行铜3D打印。透镜定向能量沉积(DED)产品经理TomCobbs表示,金属的反射率会影响将其熔化的激光。
Cobbs说到,激光能量通过光缆和光缆直接反射回去,再反射回激光器,这可能造成激光器损坏。多数红外激光器遇见这种情况将立即关闭,需要现场人员来重新设置或重启激光器。
我们的红外激光器内置了保护系统,几乎不受任何背反射的影响,因此,该激光器可以在反射表面上以全功率工作而没有任何困难。我们用纯铜进行的测试提供了惊人的结果——不仅在长时间使用后没有关闭,而且打印精美。这对于红外激光器而言以前是不可能的。
最终的LDH3.X激光沉积头可以使用DED印刷具有相同光源的多种合金,包括高反射率的材料,例如铜。Cobbs说:“这使我们的客户仅用一个红外激光即可处理所有金属材料,而不是需要为大多数金属购买红外激光,然后再为高反金属购买单独的蓝色或绿色激光,”Cobbs谈到。激光是DED系统成本的很大一部分,因此必须购买两个不同波长的激光才能处理两种不同的材料,这是一大笔成本增加,更不用提更换激光器的成本。
为此,Optomec在LDH3.X激光沉积头中采用了专门的光学系统,在保持激光准直的同时可以改变工件的整体光斑尺寸。这使用户能够在500W至3000W的广泛激光功率范围内使用该系统。他们还可以针对各种应用优化工艺,从低功率薄壁构造到大型重型沉积修复,熔覆和其他应用。
美国国家航空航天局(Nasa)生产了一种带有DED增材制造的带有铜衬套的火箭筒燃烧室
Cobbs说:“我们的客户非常想使用DED工艺处理反射金属,这引起了他们极大的兴趣。”“由于可以在各种DED激光功率范围内优化工艺的灵活性,因此很多客户已经向他们订购了具有可变光学器件的新型LDH3.X激光沉积头。”
实现原本不可能的制造
DED通过喷嘴将粉末状材料吹入由激光产生的熔池中,这带来了自己的挑战,可能损坏其下层结构。Cobbs说:“如果激光光斑尺寸保持恒定并且激光功率显着增加,这可能会导致该过程开始‘锁孔’,蒸发元素并基本上切入或穿透材料”。
避免这种情况的一种方法是将激光能量密度分布在更大的区域上,从而扩大工件上的激光光斑尺寸。我们通过使用特殊的光学器件来实现这一点,该光学器件会增加光点尺寸以实现最佳的DED处理。”
与StratasysDirectManufacturing一样,Optomec也看到了太空领域对铜DED的兴趣。Cobbs的同事,市场总监MikeDean强调说,美国国家航空航天局在Inconel合金内使用了铜衬里作为液体火箭发动机的燃烧室。
Trumpf的Buchbinder对此表示同意。他认为:“目前,真正推动增材制造领域铜合金市场的是——火箭市场中的所有燃烧器,它们使用的内部冷却零件非常大,且这些零件们都需要一定的导热性以及机械阻力。这也是为什么他们选择使用铜合金的原因。”
其他重要的应用包括:生产用于加热金属(例如钢)的感应线圈以及用于电动汽车电子设备的轻型冷却系统。
Stoll和他的FAPS同事正在寻找与其他小组不同的主要应用程序。“我们计划将研究重点放在电力电子领域,主要是冷却应用,使用3D打印可以为冷却性能带来巨大价值。在另一研究领域,我们正在尝试直接在电介质基板上印刷铜,例如电力电子应用中的陶瓷。”
尽管3D打印铜仍处于早期阶段,但在制造规模方面也不落后于其他行业。Stoll讲到:“当您参观像Formnext(法兰克福国际精密成型及3D打印制造展览会)和RapidTech(德国埃尔福特Rapid.Tech展)这类的大型增材制造博览会时,就能发现工业界一直在努力提高增材制造的生产率。”
Stoll表示,“我仍然认为增材制造将适应中小批量生产。在制造传统工艺无法制造的零件以及采用特殊结构进行产品改进等方面,将永远是增材制造的优势所在。当然,增材制造技术也将在电子等其他领域找到更多应用。”
作者:Andy Extance,科技撰稿人
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录