铁道车辆在线路上运行的全部质量由车轮与钢轨承担,车轮的运转和导向是通过其和钢轨紧贴向前转动所产生的牵引力和制动力实现的,优良的车轮结构形状和轨道外形可保证得到理想的车辆运行性能,包括需要的速度,曲线弯道的通过性,防脱轨,运行的平稳性安全性。
铁道车辆在线路上运行的全部质量由车轮与钢轨承担,车轮的运转和导向是通过其和钢轨紧贴向前转动所产生的牵引力和制动力实现的,优良的车轮结构形状和轨道外形可保证得到理想的车辆运行性能,包括需要的速度,曲线弯道的通过性,防脱轨,运行的平稳性安全性。
铁道与车辆的主要零件是车轮、车轴以及钢轨等。它们的合理设计与加工质量极为重要。由于受力沉重,复杂,多变,因此要求制造它们的材料需具有高强度、高耐磨性,同时还需要有足够的韧性。这些高品质的材料通常是难以切削加工的。它们的制造质量的技术条件要求很高,加工余量又大,为提高效率,需实现高速、大切深和较大进给的加工。据统计,切削有些部位的切削力达10,000公斤以上,这些零件的加工均属重切削加工,再加上余量和硬度的不均匀,刀片常承受交变的冲击载荷,故需要用特殊的适重切削耐冲击的切削工具加工。
“工欲善其事,必先利其器”。致力于重切削工具开发的葡萄牙PALBIT公司已具有100多年的创业历史,它们以开发出能加工多种复杂型面的车轮,钢轨以及轴和连接件所使用的先进刀具而享誉全球。
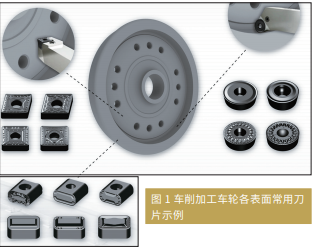
车轮采用的钢材一般含碳量较高常达0.6%左右,并含有一定的硅和锰,有的还含有镍等。也有采用含碳量稍低,但合金含量较多的钢材。这些钢材都要求具有高强度、合理的硬度分布,耐疲劳抗断裂的韧性好。整个车轮全部制造过程是:钢料精练,真空脱氧,轧制成圆坯,切断,锻造,油压成型,冲孔,粗加工,半精加工,数控仿形加工,表面喷丸强化,探伤,静平衡,尺寸检查后,上油,包装入库。在加工过程中,还包含中间插入几次不同的热处理。车轮的毛坯除用碾压锻件外,国内也引进先进技术生产了铸钢车轮毛坯。各种车辆按用途,车轮的直径不同,约从800到1,200mm。图1是PALBIT公司加工车轮各表面的常用各类车削用刀片。这些特制刀片刀尖角大,厚度较厚,强度大。由于各表面多为几种型面组成,因此圆形刀片多用。
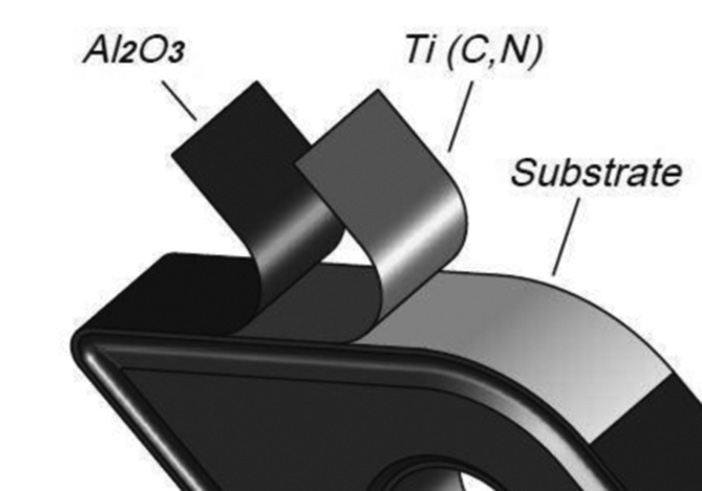
车轮的加工表面有:它的端面(幅钣),与钢轨接触的面(踏面),踏面内侧(亦称内辋)外侧(亦称外辋),内孔两侧端面(亦称轮毂面),内孔与幅钣上的孔等。端面有平面的也有成形表面的。为加工和修复这些表面,POLBIT公司专门开发的刀片材料是几种PH类。一般优先采用可以以较高切削速度加工的PH5115,它也适用于修复具有正常磨损和热裂纹的车轮,采用硬度较高的PH5320作为材料的刀片则可以更高的速度加工及修复轻微损伤的车轮,若有断续表面,切削力波动程度增大的加工和修复损伤更大的车轮,则应视切削力波动程度的提高,采用韧性逐次提高的PH5125,PH5740,PH0230等刀片材料,切削速度也宜逐次下降。PILBIT公司在多类刀片上涂敷了Al2O3,TiCN等复合沉积的MT-CVD涂层,用它切削锻造毛坯,耐磨性好、寿命长。图2是MT-CVD涂层的组成示意图,外层的Al2O3特点是高温时硬度提高耐磨性更好,热扩散率降低,传入刀体热量减少,使热量随切屑排走,降低了刀具的热磨损,还能防止切屑黏附减少了刀具的黏附磨损。TiCN具有高的耐磨性和较好的耐破损性和硬质合金基体(substrate)结合得非常牢固。
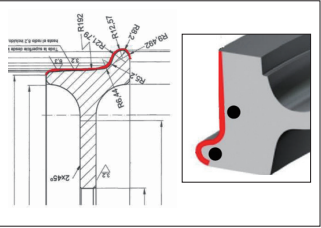
加工幅钣采用RCMX3209MOPH5115刀片,它具有ST和RM两种断屑槽结构,以V=90-100m/min,f=1.0-1.2mm进行加工,效率提高还能保证得到高的表面质量。
图 2 MT-CVD 涂层解析
加工踏面及其侧缘时,采用特殊设计RCMX3209MO和1606MO圆形刀片,它们也具有ST和RM两种断屑槽结构,材料均为PH5115。其刀刃强度高且锋利,有极好的排屑性能,可以V=80-100m/mim,f=1.0-1.3mm/r高效实现仿形加工。因能抗积屑瘤生成,故耐熔附抗黏附损伤特别耐磨、切削效率高,刀具寿命长。经粗精加工完成。中心内孔的加工可用镗刀杆装方形可转位刀片SNMN250724切削二次完成。车辆轮轴主要是加工外圆,PALBIT公司也采用了MT-CVD涂层的多种刀片。
图 3 幅钣的加工表面示例
图 4 踏面的加工表面示例
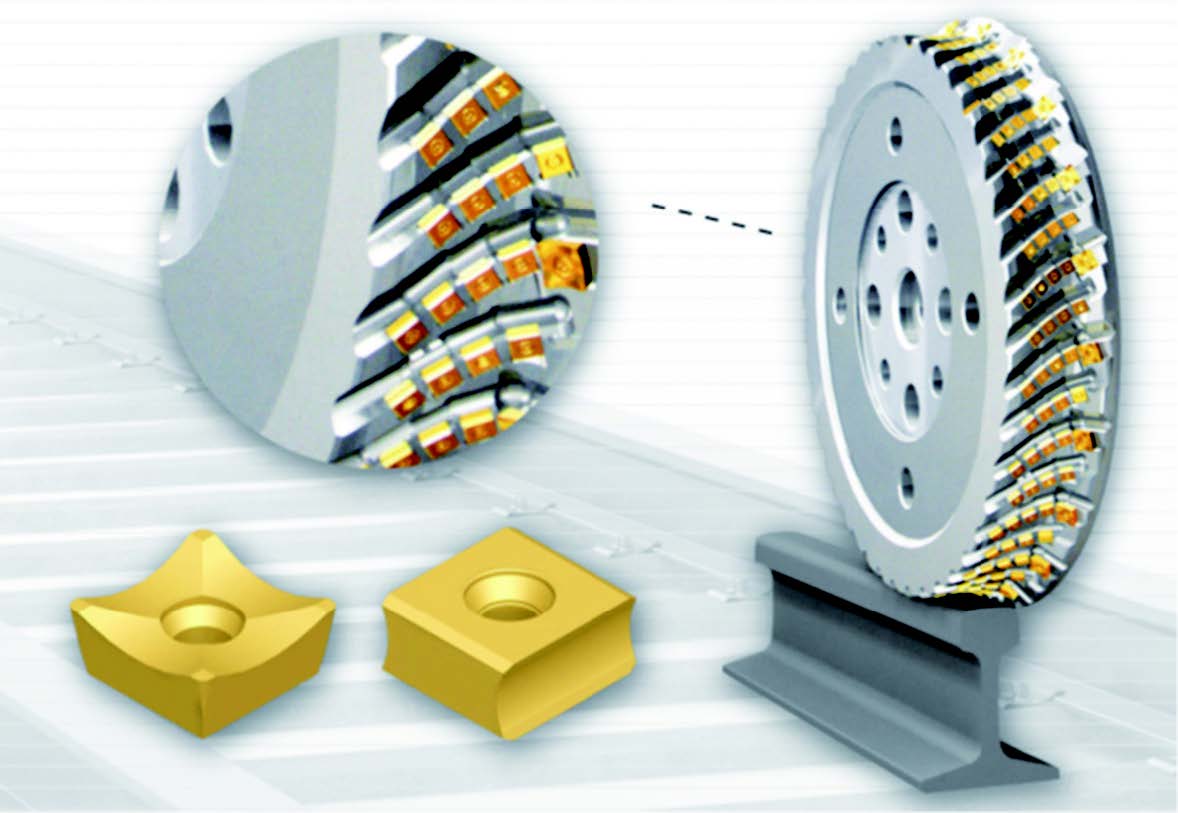
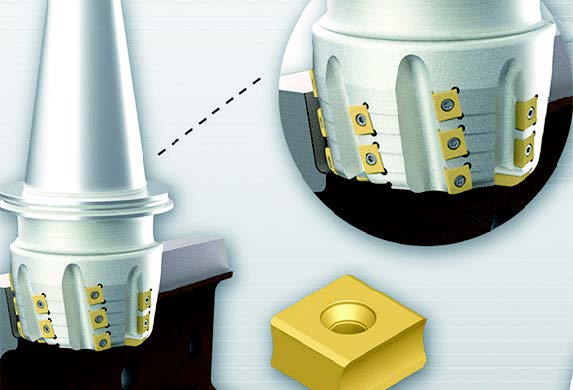
钢轨的材料常用高锰钢(含锰量大于13%),其性质特别坚韧难以加工。顶面和侧面为与车轮良好地接触配合,这部分材料性能要求更高,有时需另含其它合金元素。为加工钢轨顶面,PALBIT公司将特制的特形刀片装在铣刀上,可高效加工钢轨顶部复合表面(图2)。或将特制的刀片装在立铣刀侧面,以侧铣方式加工钢轨顶部的复合侧面(图5)(图6)。
图 5 铣削钢轨复合顶部表面
图 6 钢轨侧表面的铣削
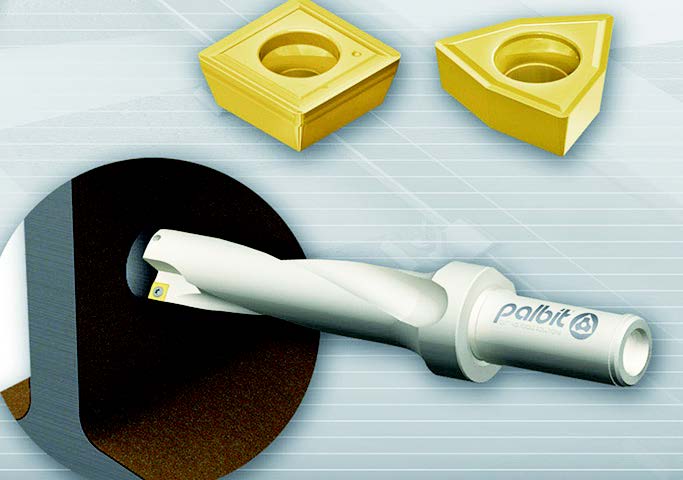
图 7 可转位刀片钻头钻孔
连接钢轨的螺栓孔可以采用专用高效标准装可转位刀片钻头。刀片可以转位使用多次,各刃角磨损后,可更换刀片。
我国是世界上生产铁道车辆车轮等主要零件最多的国家之一,生产量、生产效率要求在不断地增多增高,需要修改的零件数量亦不断增多。想要高效经济地加工和修复它们,采用先进高效的切削工具是首先要解决的问题。
作者:章宗城,尚亚国际贸易公司
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录