波兰一家制药公司正在开发用于治疗肺病的吸入疗法和合适的给药技术。吸入器内部结构复杂,由14个部件组成。为了能够以所需的精度生产这些产品,赛隆制药公司与模具制造公司格利滕贝格(Glittenberg)及其热流道姐妹公司Witosa建立了合作关系。
——热流道技术在吸入器的应用案例分析
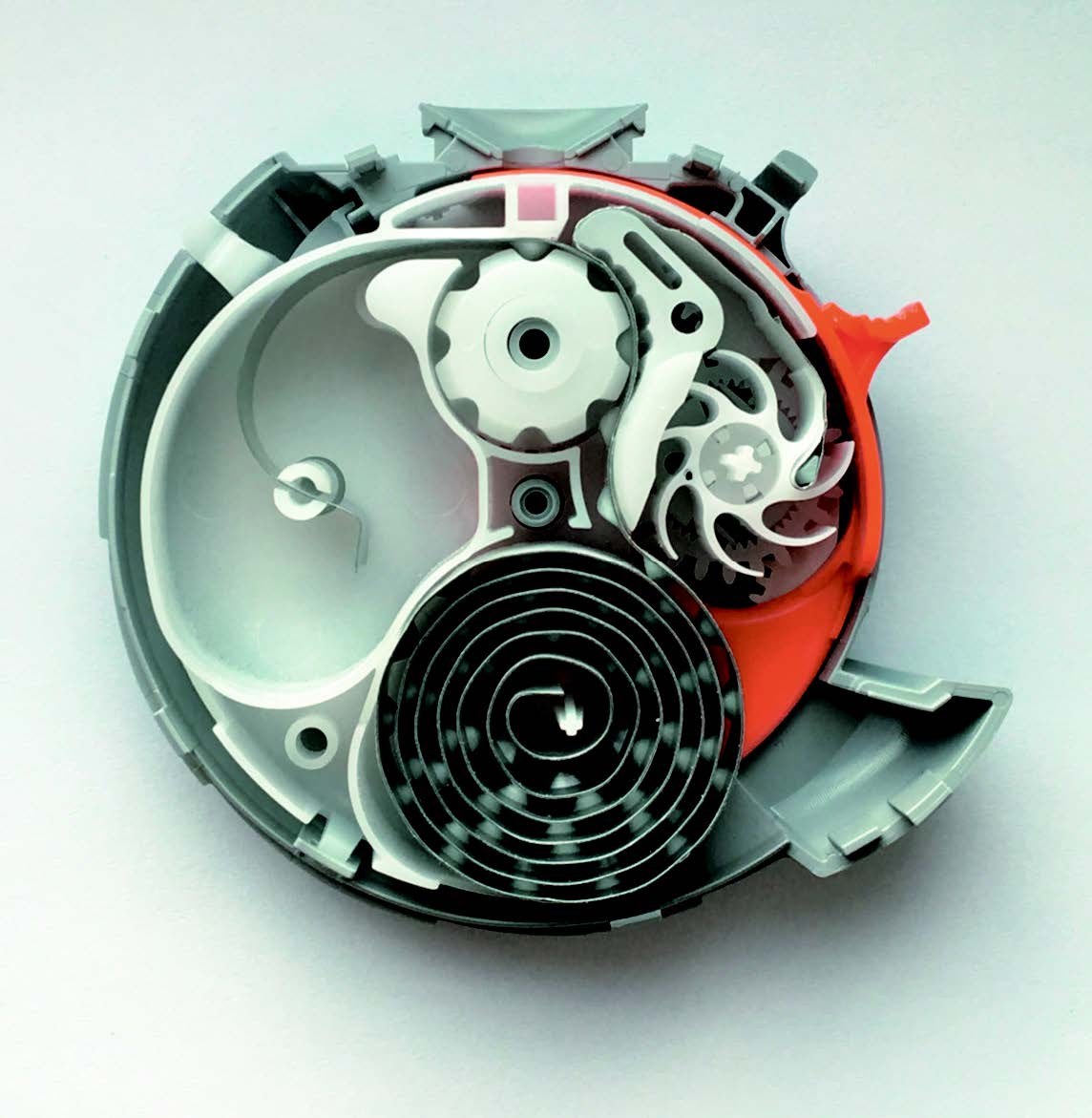
由于功能机制复杂,吸入器需要用到14种部件(© Witosa)
与其它工业行业的发展大相径庭的是,医疗技术依然是发展迅速、具有巨大创新实力的行业。采用不同新材料开发的丰富多样的新产品适应了各种应用需求,特别是注射成型技术得到了大量应用。但任何想参与这个行业的企业,不仅面临着质量、创新和成本效率方面的巨大挑战,最重要的是,他们必须掌握适用于这个行业的法规和监管制度。
与其它行业相比,医疗器械行业对产品的质量要求很高,所需文件繁复,必须遵照GMP(良好生产规范)进行生产,需要长期监测、遵守卫生条例,并坚持多年内,完整记录所有的工艺数据。因此,想要作为供应商进入医疗技术行业是有难度的,需要付出很大的努力。
酶抑制剂吸入器的研制
赛隆制药是一家依然比较年轻的制药公司,位于波兰华沙附近的Kielpin(滨海)省,由MarciejWieczorek于2002年创建。目前,该公司在波兰拥有400名员工,包括70名科学家,为全球50多个国家和地区生产药物。赛隆制药的最大优势在于其广泛的研发设施。公司有两个设施配备齐全的实验室,开发治疗癌症、神经系统疾病、糖尿病和其它代谢紊乱的产品,另一大优势是专门从事仿制药的开发、生产和经销。
赛隆制药的生产基地获得了适当的GMP批准。GMP认证使得公司能够获得在所有欧盟国家经销药品的授权,从而保证了现有的生产质量标准。
赛隆制药于2014年启动了PIKCel项目,该项目是欧盟“欧洲地区发展基金”资助计划的一部分,目的是使用PI3K抑制剂治疗各类癌症以及哮喘或慢性阻塞性肺病(COPD)等肺部疾病。这种药物采用吸入式服用方法。
图1 吸入器被全自动安装在洁净室中
14个相关部件的精密机械
作为项目的一部分,赛隆制药面临着开发和生产一种功能齐全的盘状吸入器的挑战(标题图)。客户从一开始就要求所有零件都要以最高的精度和准确度制造,以确保功能完全可靠。吸入器各部件不允许有尺寸偏差,最大公差不得超过±0.02mm,否则会影响功能。
例如,当吸入器工作时,必须将泡罩准确地传送至一个储药仓、打开。使用过的传送带卷起,未使用过的储存起来。接着,将药物从完全打开的泡罩中抽出,以大小如小孩吸气时产生的那种轻微负压通过吸管。同时,在操作吸入器时,要避免药物在吸入前从泡罩的储药仓中掉出。
在这个复杂的机制中,共有14个组成部分完美地结合在一起,使吸入器达到预期的功能。所有运动部件的绝对清洁和平稳运行是一个先决条件。不允许出现故障或污染,例如材料磨损。
赛隆制药公司项目经理ArturWieczorek说:“吸入器所有部件必须精确相互作用,这一要求必须体现在每年4亿台产品质量的稳定一致上,这是我们选择合适的模具制造商和热流道制造商时设置的一个标准。”在洁净室(图1)进行吸入器的全自动安装和装配不应影响产品质量。
狭窄的时间框架
另一个依据是建立在经验证的工艺基础上的一流的质量稳定性和卫生标准,以及获得认证的质量评估体系。此外,在医学技术方面也有一些诸如GMP之类的监管标准,要求对注塑模具进行风险评估并予以准确的记录。换句话说,必须进行资格认证和工艺验证,以创建和记录具备适当工艺能力的资质。
有了这一雄心后,赛隆制药就开始在波兰和德国寻找合适的伙伴,最后选中了Glittenberg集团。ArturWieczorek(图2)指出:“对我们来说,塑料注射成型是一个全新的课题。我们手里拿着一只吸入器,在很短的时间内需要数百万只。因此,在这个阶段,短的沟通渠道对我们非常重要。我们需要一个专业的合作伙伴,可以立即执行我们的要求,并提供从设计、模具制造到热流道系统在内的一站式服务。”
图2 赛隆制药公司项目经理Artur Wieczorek(右),和Witosa热流道技术全球销售经理Ravan Graubner(左)
这个项目的时间框架非常紧,就本产品而言,包括热流道系统在内的14个注塑成型模具必须在不到一年的时间内完成,再加上模具表面的质量要求很高,尤其是美国市场,更是如此。Glittenberg集团董事总经理TorstenGlittenberg说道:“由于我们非常熟悉医疗技术行业,所以,从一开始就知道,我们必须为模具规划做出很大的努力,这样才能满足行业的要求。”
走过了第十个设计环路
根据客户的规格要求和性能规范,Glittenberg制定了相应的产品标准,特别是确定了注塑模具和热流道系统用洁净室的适用性,包括为模具和热流道选择合适的防腐材料。此外,还制定了符合洁净室特点的模具清洁、润滑和储存的维护、检验方案和规范。
尽管存在重重障碍,但最终满足了所有最后期限的要求,有时甚至提前完成了。Wieczorek说:“Glittenberg对产品的设计、文件的记录做了充分的准备。所以在2014年,第一批零件就可以用新模具生产了。这些零件经几个设计循环得到了进一步的优化,并适应了部件严格的几何尺寸要求。
第一批吸入器专为美国市场而设计。2016年,开始为整个欧洲市场生产,最初产量为100万台。
同时,吸入器进入了第十个设计循环。项目经理Wieczorek在评估与模具供应商的合作时表示:“我们跟随着市场的需求不断成长。Glittenberg总是在人们需要帮助的时候以开放的态度提供援助,我们总是以一点也不复杂的方式来实施所需要的变化。”
来自Witosa的35只装有热流道系统的注塑模具和300多只的热流道喷嘴交付给了赛隆制药(图3)。在洁净室环境下,每年约1200万只吸入器部件在16台注塑机上完成,在接下来的全自动组装完毕后,装上泡罩并进行测试。
图3 赛隆制药通常使用带有开放式喷嘴头或针阀的DT-16喷嘴。该系列产品特别适用于单元射出量低、模具数量多的产品(© Witosa)
下一个研究项目正在进行
赛隆制药目前正在进行由欧盟资助的12个药物开发项目。项目的一个特殊研究领域是吸入方式给药。目前,一个名为“圆盘”的项目目的是开发一种通过已知的麻醉剂来治疗抑郁症的药物给药方法。
虽然目前市场上用于抑郁症治疗的常规药物只有在几周后才显示出治疗效果,但一些临床研究已经证明了麻醉剂的直接和长期抗抑郁作用。由于赛隆制药的开发经验,患者有望能够自己服用药物并控制给药剂量。
由于每年存在4亿单位需求的可预见的巨大增长,赛隆制药正计划使用更多模腔的模具,以加快生产周期。TorstenGlittenberg相信:“在这种情况下,我们将可以满足医疗技术行业的所有要求。即便有时这些要求非常复杂。”
作者: Ravan Graubner,德国法兰克福Witosa公司热流道技术国际销售经理
 供需大厅
供需大厅
 登录/注册
登录/注册 供应商登录
供应商登录